平面磨床“掉刀”問題的分析與研究
2020-07-06 03:28:01陸受東
中國科技縱橫 2020年2期
陸受東
摘 要:“掉刀”是平面磨削加工中常見的問題,該問題的產生,給正常加工帶來了很大的影響,造成工件不合格甚至報廢,經濟效益受到嚴重的損失,重者造成砂輪爆裂,出現安全事故,嚴重危害人身安全。因此,本文結合我公司生產的平面磨床,針對“掉刀”問題的相關原因,展開了分析和研究,其目的就是采取合理的措施,有效解決該問題,進而保證平面磨床加工的穩定性和安全性。
關鍵詞:平面磨削;“掉刀”問題;分析;研究
中圖分類號:TG536 文獻標識碼:A 文章編號:1671-2064(2020)02-0062-02
0引言
平面磨削是一種非常重要的機械加工手段,平面磨床則是使用范圍最廣的機床之一,是發展精密制造業必不可少的關鍵裝備,其廣泛應用于工業生產各個領域,諸如模具、工量具、汽車、軸承等機械制造行業。
“掉刀”問題主要是指機床在加工過程中,垂直進給時,進刀量時大時小,或突然落刀,刀架瞬間自動向下滑落的現象,其實質為移動時因導軌結合面摩擦系數不均(波動)而產生移動阻滯現象。該問題的產生,給正常加工帶來了很大的影響,造成工件不合格甚至報廢,經濟效益受到嚴重的損失,重者造成砂輪爆裂,出現安全事故,嚴重危害人身安全。因此,在機床加工的時候,需要明確“掉刀”問題產生的原因,采取合理的解決措施,避免“掉刀”問題的產生,進而保證平面磨床加工的質量,盡最大程度上實現良好的經濟效益。
1平面磨床垂直進給機構
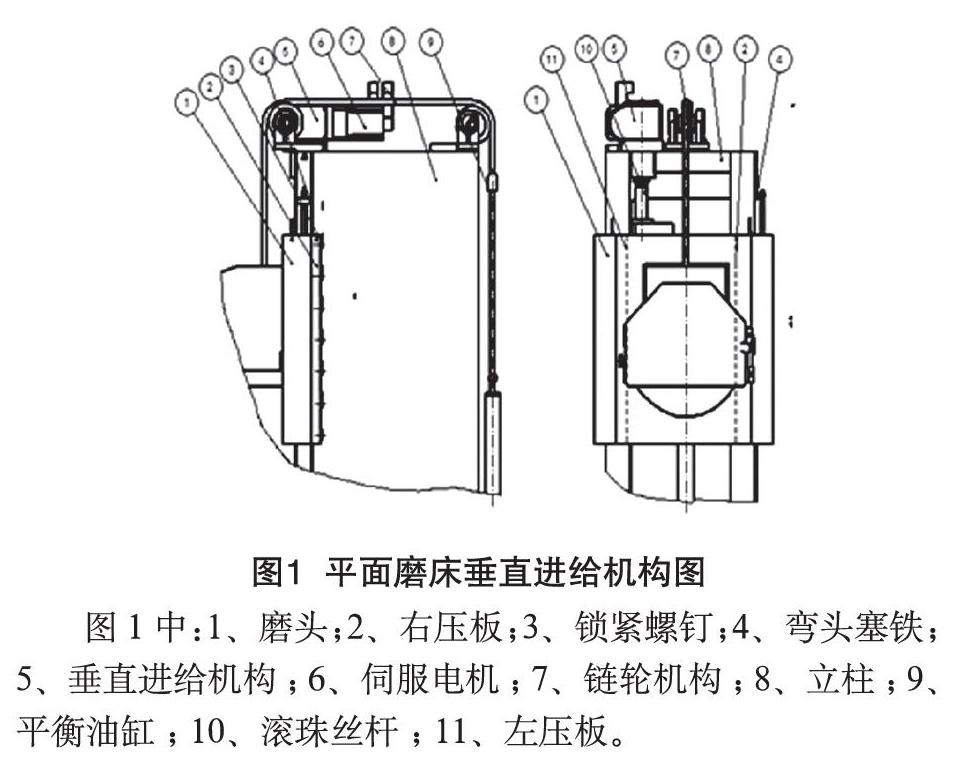
圖1為我公司生產平面磨床垂直進給機構圖。磨頭采用壓板夾緊于立柱上,通過垂直進給機構,可沿立柱兩平導軌作垂直升降運動,由伺服電機經蝸輪蝸桿減速機、滾珠絲杠副傳動,垂直升降配有液壓平衡油缸及鏈輪機構。
2“掉刀”問題產生的主要原因
(1)導軌面、壓板面、楔鐵配合間隙大,有松動現象(接觸點磨損或有虛假點子)。(2)傳動裝配質量不良,有憋勁現象,絲桿與螺母磨損,配合間隙大。(3)潤滑不好或失效,運動部件處于干摩擦狀態。(4)垂直傳動系統配置可靠性差。(5)液壓系統穩定性有波動。
3解決“掉刀”問題的主要措施
明確“掉刀”問題產生的原因以后,在下面的內容中,主要是針對“掉刀”問題解決的有效措施,展開了分析和闡述。
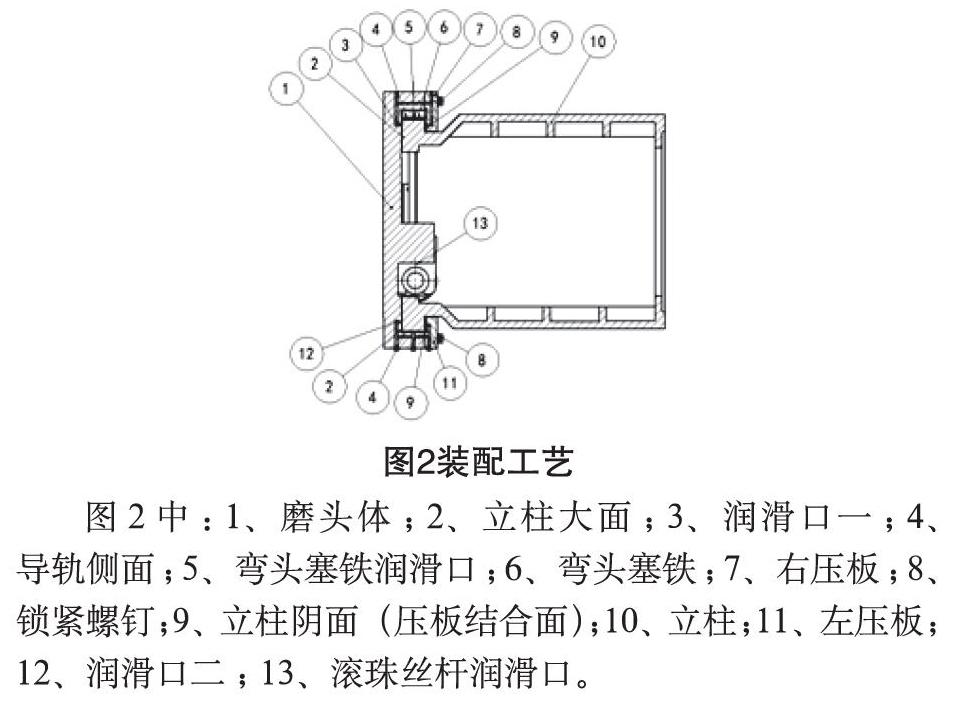
3.1從裝配工藝上嚴格保證裝配質量(圖2)
嚴格檢查立柱導軌大面2和陰面(壓板結合面)9、側面(靠面、彎頭塞貼結合面)4之平行度(謹防出現喇叭口現象)、直線度,平行度允差0.015/1000,直度度允差0.01/1000。
磨頭體大面、靠面、壓板結合面、壓板、彎頭塞鐵配刮時,工藝上注意以下幾點:(1)涂色法檢查,刮點12~16點/25×25,中部點子稍軟(8~10點/25×25)。(2)涂色法檢查,必須為面接觸,嚴防線接觸,接觸點均勻分布,全長≥75%,全寬≥60%。(3)優先配好垂直進給機構(滾珠絲桿一側)壓板(不可調整),以免影響滾珠絲桿精度。(4)配研壓板時,涂色法檢查時必須擰緊全部螺釘后,再放在立柱上移動配研(注意:中部點子稍軟,應先擰緊中間兩螺釘,再依次向外擰緊其余螺釘)。(5)刮研表面要光潔,清洗零件,避免刮研殘留物、碎末等雜質刮傷導軌、堵塞潤滑油孔。
滾珠絲桿安裝時,嚴格檢查滾珠絲桿中心與立柱導軌的平行度(上母線/側母線)0.015mm/全長。(1)檢測時,打表必須檢測到滾珠絲桿的兩端,防止出現兩頭憋死現象。(2)手動搖轉滾珠絲桿(旋轉必須輕重一致)檢查,必須使磨頭上、下移動勻稱、靈滑,保證磨頭在立柱導軌全長內行動無啃住(阻滯)現象,千分表檢測指針無跳動。(3)裝好后達到轉勻而無軸向間隙,否則配磨軸承墊圈。
3.2保證導軌充分潤滑
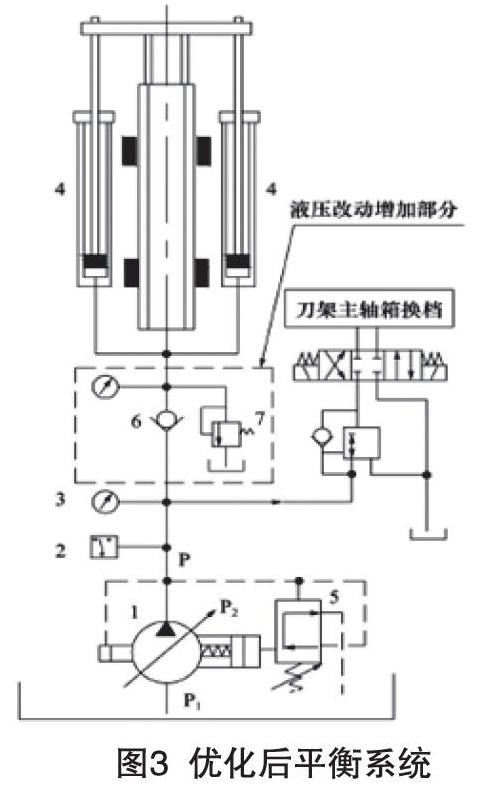
如(圖3)所示,導軌潤滑采取是點動潤滑方式,由時間繼電器控制,開機后油站供油,潤滑油從潤滑站上油泵泵油沿油路分別進入分油器,分別進入垂直滾珠絲杠潤滑口13、彎頭楔鐵潤滑口5、磨頭體兩進油孔潤滑口3、12(通過工藝孔流入左、右壓板)。
每天開機時,必須通過操作按鈕站上的“點動潤滑”按鈕進行人工供油,以防導軌失油導致干摩擦,加速刮研點子的磨損,嚴重者導致導軌拉傷。
3.3優化垂直傳動系統配置
在加工的時候,為了保證加工的效果,以及磨頭重量的平衡性,一般都是利用伺服電機(蝸輪蝸桿減速機)減輕荷載,并且滿足快速度運動響應的需求。但是,由于該系統的配置相對較為簡單,僅僅可以實現基本功能,若是后期一旦控制不好,很容易導致“掉刀”問題的產生。(1)可以在驅動裝置中安裝電動機抱閘系統,并且在電動機抱閘系統中串入繼電器,這樣可以有效起到控制的目的,進而避免平面磨床“掉刀”問題的產生。(2)可以在控制系統中安裝自動報警裝置,這樣一旦平面磨床“掉刀”問題發生的話,報警系統就會啟動,禁止各軸給進,停止機床的加工,對該項問題進行解決,這樣可以有效避免發生工件損壞,以及經濟效益造成嚴重的損失。
3.4優化液壓系統
液壓系統優化是解決機床“掉刀”問題的一個有效方式,具體的內容如下。
(1)為了保證升降過程中的壓力,需要根據原有的液壓系統的運行狀態,進行系統的局部優化和改造,如圖3所示。若是平衡油缸和外部液壓系統工作所呈現的壓力,依舊是由泵上的先導溢流閥設定,那么優化的時候,需要根據實際情況,應當新接入溢流閥,這樣可以對平衡油路回油進行控制,這樣可以有效避免異常情況的產生。
(2)在溢流閥設定以后,需要嚴格對壓力值進行控制,通常沒有特殊要求的話,其壓力應當控制在0.5MPa左右,并且磨頭若是處于下移的時候,油液需要經過溢流閥進入油箱,這樣可以在一定程度上減輕對泵的工作荷載,進而降低平面磨床“掉刀”問題的產生,為保證機床加工的穩定性和安全性,給予了基礎性的保證。例如:在機床生產加工的時候,通過利用壓力檢測設備,時刻分析壓力值,一旦出現異常立即進調整,這樣大大降低了“掉刀”問題的產生。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
環球時報(2016-07-15)2016-07-15 13:42:04
環球時報(2016-03-09)2016-03-09 09:10:24
南方周末(2015-05-07)2015-05-07 04:39:36
