汽車驅動系統減振盤級進模的設計與制造
2020-07-10 06:36:06陜西渭河工模具有限公司陜西寶雞722405
金屬加工(冷加工) 2020年7期
關鍵詞:工藝
■ 陜西渭河工模具有限公司 (陜西寶雞 722405) 趙 凱
1. 產品介紹
減振盤產品如圖1所示,該零件的材質為S P H C,料厚1.6mm,該產品的質量對汽車的減振系統和驅動系統有較大影響,產品外觀及要求如下:①零件有較好的表面質量,不能出現劃痕及墊傷,毛刺≤0.04mm。②翻窗后零件在φ96mm圓面的平面度在0.2mm以內。③零件批量較大,對尺寸精度要求較高。④要求零件成本較低且模具拆卸和刃磨方便,模具的壽命在刃口刃磨一次的情況下沖次達10萬次,總壽命在1 000萬沖次以上。
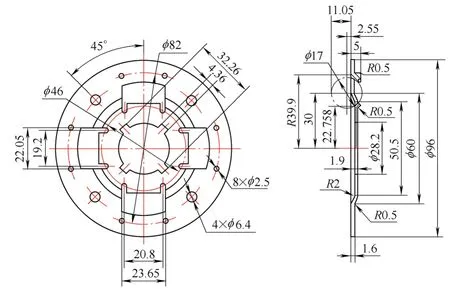
圖1 減振盤產品圖樣
2. 工藝分析及排樣圖設計
根據產品圖樣的尺寸要求,分別對沖裁力、壓環形力和壓窗口力進行合理估算,得出沖床噸位約250t。根據該零件的沖壓特性,按照從壓環形開始到落外形結束的順序,結合以往的經驗,為減少落料后零件的翹曲度,在工序中增加落料復位,考慮到維修及調模的便利性,在設計時減小模具的設計長度。綜合考慮以上各種因素并根據零件的工藝性設計出了合理的排樣圖,如圖2所示,在排樣圖中共設計8步工序,其中有效工序為7步,落料復位結構后需空1步工位。
3. 模具結構特點
1)模具導向精度高,如圖3、圖4所示,主模架采用單導向結構,上、下模座主體用4組滾珠大導柱導向,既能保證導向的高精度和模具的使用壽命,又能確保模架的平穩性和可靠性。
2)子模安裝在主模架上,制造、維修方便,減小了加工長度,節約了模具制造成本。
3)子模結構中凹模采用鑲件拼接的結構,通過精密的定位和配合,確保配件有較高的互換性,保證維修的方便。
4)模具采用雙排導正釘,提高了送料步距的精度。
5)在條料兩側安裝圓柱形浮料導料銷,有效地降低了模具加工制造費用。
6)針對模具的安全性,設計在上、下模座安裝4組限位柱,用來控制和調整模具的上下行程,模具中還安裝了檢測銷和微動開關裝置,一旦出現送料方面的故障,微動開關可立刻停止沖床的運轉,從而更好地保護模具。
7)凸模、凹模的材料采用Cr12MoV,細小凸模的材料采用ASP-23,保證了模具的使用壽命。
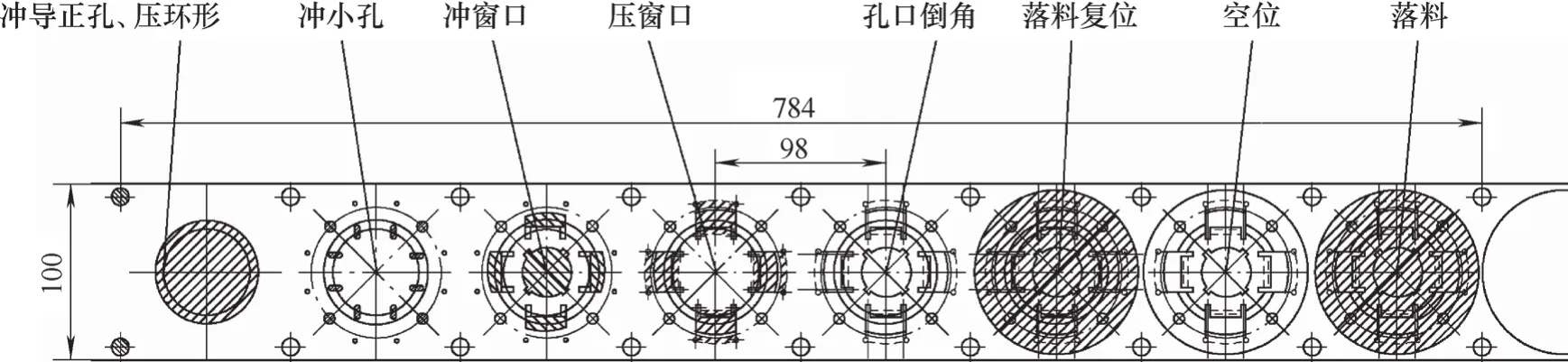
圖2 減振盤級進模排樣工序
4. 工藝制造技術的關鍵點解析
該模具的工藝制造技術達到了“三高模具(高精度、高效率、高壽命)”的各項要求。
1)在曲面上沖窗口是關鍵點之一。該離合器盤類零件級進模對零件壓環形后,零件中心出現環狀臺階,凸凹模在沖窗口、翻窗口時,窗口位置在曲面上成形,使得沖裁難度增大。解決方法是:凸凹模在熱處理前粗車去量,在熱處理后先用精車拋光,再用慢走絲精切窗口,完成整個加工過程。此零件的工藝制造方案解決了沖裁形狀凸凹模難以加工的問題,為今后盤類零件加工開辟了可行的工藝制造方法。
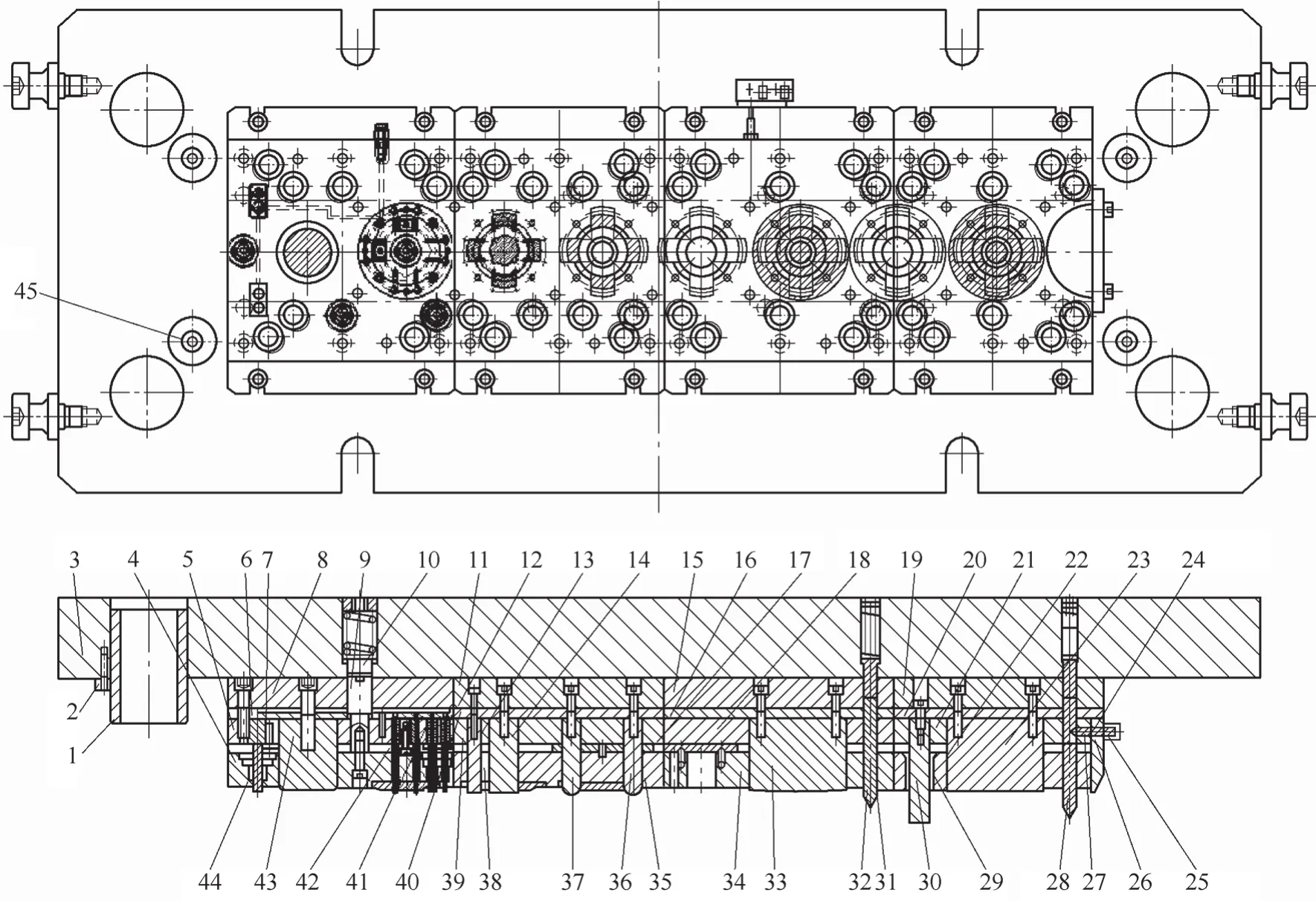
圖3 減振盤級進模上模結構
2)汽車驅動系統離合器盤類零件級進模生產制造中的另一關鍵點是零件4處翻窗尺寸的一致性,即翻窗凸模設計和加工工藝路線的合理性。因翻窗凸模為雙曲面零件,在生產加工中有一定難度,盤類零件生產中加工翻窗凸模時采用連體生產加工和車銑配合加工,將三維加工轉換為二維加工,既簡化了加工工藝,又保證了尺寸的一致性。
3)重中之重是在翻窗后使盤類零件在φ96mm圓面的平面度在0.2mm以內。因零件翻窗后即為落料工序,一般零件在落料后零件翹曲度在1.0~1.3mm之間,無法達到零件平面度在0.2mm內的要求,為滿足零件平面度的要求,在工序中增加落料復位工序。落料復位工序后再落出零件,可使生產出的零件平面度控制在0.015mm之內,質量穩定,滿足了對零件平面度的要求。
5. 模具主要零件工藝制造
1)上模板、下模板的制造要經過粗加工、半精加工和精加工這三個階段,購買已經熱處理調質的精光板件進行半精加工,去除零件上的部分余量,為后道工序留下適當的加工余量。
2)導柱、導套材料采用GCr15軸承鋼,表面粗糙度Ra<0.10μm,圓度和同軸度在2μm以內,導柱、導套及滾珠之間的配合是過盈配合,過盈量控制在0.010~0.017mm之間。
3)送料步距的精度控制在10μm以內,使用瑞士的精密數控坐標磨,保證了尺寸精度,部分成形件使用瑞士的數控慢走絲機床,通過多次切割,最后研磨到圖樣尺寸,滿足高精度要求。
6. 結語
汽車每年都在更新換代,汽車企業每年都有新的開發項目,新品模具需求量很大,但是在國內的模具生產中,精密復雜的模具生產只占很小一部分,大部分精密模具還需要進口。如今國際、國內市場對精密高檔模具的需求量越來越大,對模具廠而言,積極拓展汽車驅動系統盤類零件的模具市場,做專、做大汽車驅動系統盤類零件模具,正是非常有利的時機。
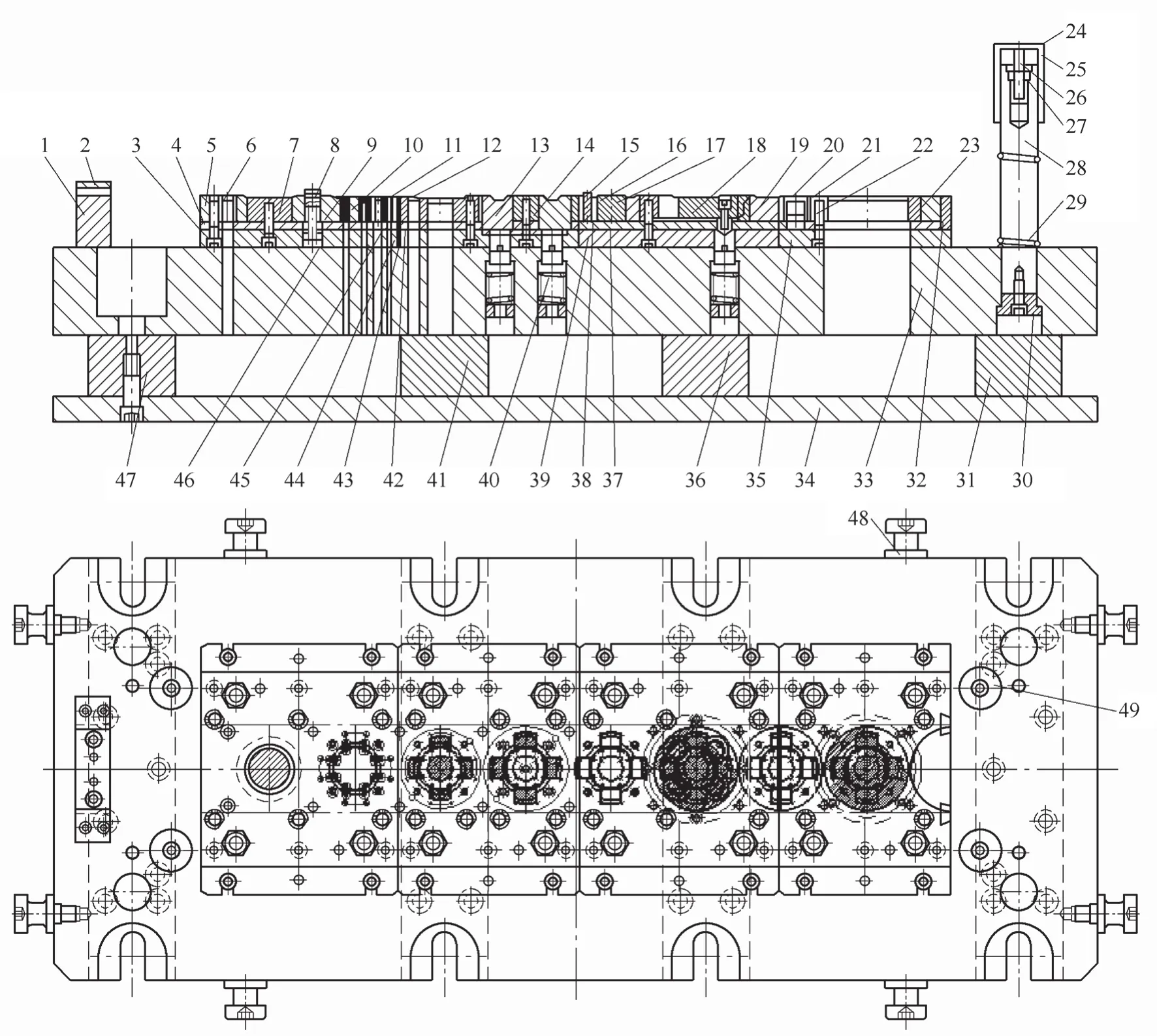
圖4 減振盤級進模下模結構
此模具在生產中壽命長且產品質量穩定,生產沖次超過280次/min,在沖裁超過100萬次時,可保證刃模一次刃口的可靠壽命。該模具通過優化結構和工藝,不但降低了模具成本,而且使模具的整體結構更加合理,方便了模具的維修及刃磨刃口,是一套成功的汽車驅動系統盤類零件級進模具。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
