表面熱滲鋅對桿件螺紋旋合的影響研究
2020-07-14 08:48:51劉穩
科學與信息化 2020年15期
關鍵詞:解決措施
劉穩
摘 要 某產品桿類零件熱滲鋅后,螺紋旋合困難時有發生,影響了裝配。本文針對預先留出加工余量、滲鋅層厚度、阻銹劑厚度控制等影響因素進行分析、驗證,提出了合理的解決措施。
關鍵詞 桿件;熱滲鋅;旋合影響;解決措施
引言
某產品由于是露天工作環境,經常處于風吹日曬,表面處理采用熱滲鋅工藝具有防腐性能優、鋅層結合強度好、不易磨損脫落等優點[1]。在熱滲鋅工藝中,零件滲鋅后,要進行后處理,在滲鋅層的外表面再噴一層阻銹劑,起到保護滲鋅層的作用。但在實際應用過程中,由于安裝裝置的動作桿、表示桿等桿類零件熱滲鋅后,螺紋旋合困難時有發生,影響了裝配。本文針對預先留出加工余量、滲鋅層厚度、阻銹劑厚度控制等措施進行驗證分析,提出了合理的解決措施。
1試驗方法
制作帶螺紋桿件,按照要求預留加工余量,采用螺紋量規測量所加工的螺紋;熱滲鋅后,采用鍍層測厚儀測量滲鋅層厚度,采用標準螺母對螺紋部分進行旋合檢測;采用鍍層測厚儀測量阻銹劑厚度。對比熱滲鋅厚度及阻銹劑厚度對螺紋尺寸的影響,找出合理的解決螺紋旋合困難解決辦法。
2試驗過程
2.1 制作帶螺紋桿件
2.2 制作同爐滲鋅樣塊
2.3 表面熱滲鋅
對所制作帶螺紋桿件及樣塊同爐進行熱滲鋅,要求達到3級處理標準。
2.4 滲鋅后處理
2.5 螺紋部分檢測
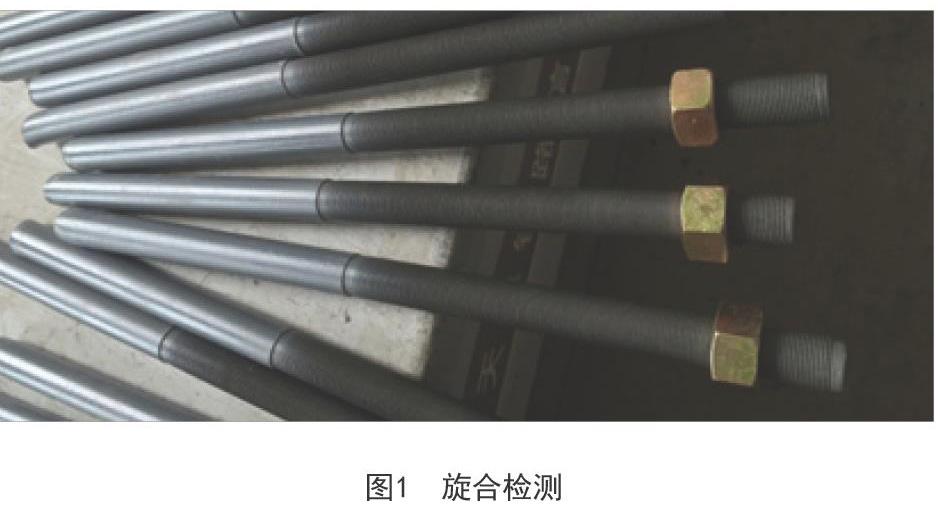
(1)對螺紋處使用標準螺母(要求標準螺母經量規檢測后合格)對螺紋部分進行旋合檢測,見圖1,檢測后均合格,滿足使用要求。
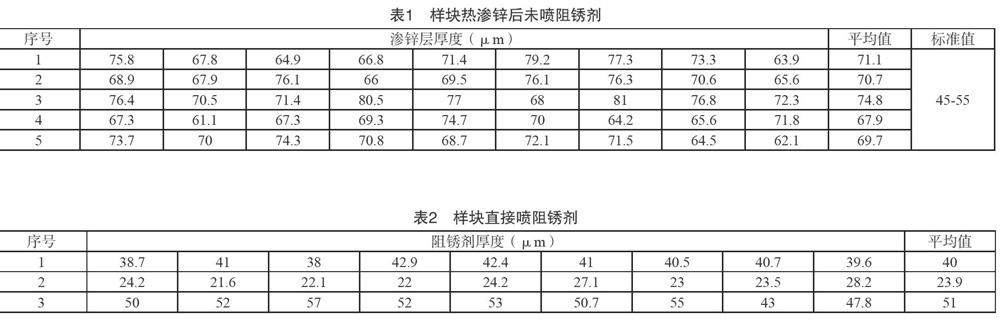
(2)樣塊部分進行同爐熱滲鋅,但不做后處理,并對樣塊進行厚度檢測,記錄數據見下表1。
3數據分析
(1)由表1可以看出,試驗的桿件滲鋅層厚度高于標準值。
(2)由圖1可以看出,對螺紋處使用標準螺母(要求標準螺母經量規檢測后合格)對螺紋部分進行旋合檢測,檢測后均合格,滿足使用要求。即同一桿件,即使滲鋅層厚度高于標準值,但對螺紋旋合影響較小,說明事先的預留量合理。
(3)由表2可以看出,試驗的桿件阻銹劑不均勻,而且厚度大于所要求的5-10μm。
4結束語
(1)在影響桿件螺紋旋合的預留加工余量、滲鋅層厚度、阻銹劑厚度控制等影響因素中,阻銹劑厚度及均勻性是關鍵因素。
(2)在保證滲鋅層厚度的前提下,應控制噴阻銹劑的厚度在5~10μm范圍內。
參考文獻
[1] 陳曉玲.熱滲鋅技術在道岔轉換設備上的應用[J].大連交通大學學報,2009(6):107-110.
猜你喜歡
文藝生活·下旬刊(2016年10期)2016-11-03 00:53:34
經營者(2016年12期)2016-10-21 08:24:22
課程教育研究·學法教法研究(2016年21期)2016-10-20 18:17:43
現代經濟信息(2016年19期)2016-10-20 15:30:24
中國科技博覽(2016年19期)2016-10-19 15:04:37
中國科技博覽(2016年18期)2016-10-19 08:20:44
商場現代化(2016年22期)2016-10-18 20:06:55
科技視界(2016年21期)2016-10-17 20:46:50
科學與財富(2016年28期)2016-10-14 18:44:14
科學與財富(2016年28期)2016-10-14 18:28:23