基于SMED的某公司線盒生產系統分析與改進
2020-07-14 02:12:44霍霖
價值工程 2020年18期
霍霖
摘要:本文以某公司線盒生產系統為研究對象,借助精益生產中的SMED將車床的換產時間從58′31″減小到29′51″,減幅達49%,大大減少了停機浪費。在此基礎上又根據“最小批量法”優化了生產批量,使改善后的排產更均衡、生產更靈活。
關鍵詞:換產時間;SMED;均衡生產
Abstract: This article takes the wire box production system of a company as the research object, and with the help of SMED in lean production, it reduced the changeover time of lathe from 58′31″to 29′51″, with a reduction of 49%, which greatly reduced the waste of downtime. On this basis, the production batch was optimized according to the "minimum batch method" to make the improved production scheduling more balanced and more flexible.
Key words: changeover time;SMED;balanced production
1? 換產時間與SMED
換產時間是指因從事換產動作,而使生產線或設備停止生產的時間,即前一批次最后一個合格零件與下一批次第一個合格零件之間的間隔時間。換產時間不增加產品價值,屬于應該盡量減少的因素。
SMED起源于20世紀50年代的日本,是新鄉重夫先生在日本豐田公司中首創的一套應對多批少量、降低庫存、提高生產系統快速反應能力的有用技術。它曾幫助豐田企業將1000噸沖床的換模時間由4小時降到9分鐘。這一技術指出所有的轉變或啟動都能夠而且應該少于10分鐘。SMED的關鍵點在于將轉換作業分為兩大塊:內部作業和外部作業。筆者在此基礎上又加入了一項浪費作業。
內部作業:是指必須在停機狀態下才能進行的操作。它占用停機時間,是SMED改善的關鍵對象。具體做法為盡量將內部作業轉化為外部作業,并將其減小到最低限度;
外部作業:是指能在機器運行的過程中同時進行的操作。對這類作業的處理原則為:盡可能在設備運行過程中完成這些動作,盡可能不占用停機時間;
浪費作業:是指與換產作業無直接關系的動作,如尋找,無謂的走動……這些是必須要消除的,可以通過5S管理得到解決。
通過區分三種作業,然后將內部作業盡可能轉化為外部作業,并消除其中的浪費作業即可實現快速換產。
2? 公司情況簡介
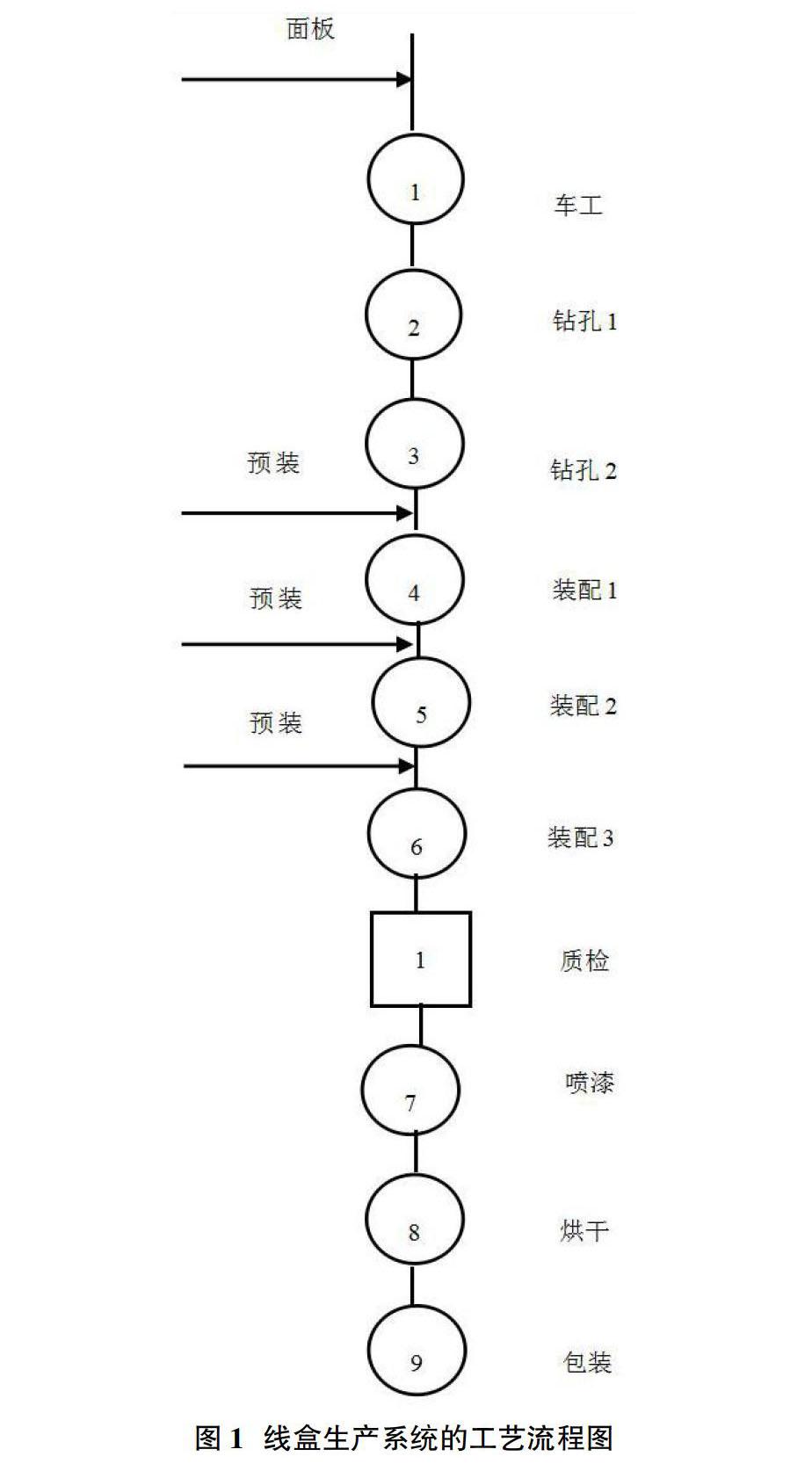
該零配件公司生產3種不同線盒:A型線盒,B型線盒和C型線盒。A型和B型線盒的生產流程如圖1所示,C型線盒的生產流程與A、B類似,但需要在第一步車工之前加入切削工序。各工序的加工時間和換產時間如表1所示。
3? 目前存在的問題
當前,該公司的線盒生產系統主要存在如下問題:
3.1 臨時插單現象嚴重? 該公司采用的排產方式為:根據月訂貨量制定月生產計劃,然后按照傳統的生產排程方法進行分段生產。雖然這種方法可以節省換產時間,但會造成在一定時期內,先生產出來的產品供過于求,而其他產品雖然有需求,卻長時間無法供應。在這種排產方式下,臨時插單和更換產品生產的現象比較頻繁,嚴重擾亂了正常的生產秩序。
3.2 成品庫存過高? 為了滿足客戶的需求變化,公司不得不維持較多的成品庫存。大量的庫存不僅占用過多倉庫空間,增加庫存成本,而且占用了大量資金。
3.3 預裝工件庫存過高? 為了保證緩沖庫存一直可用,公司將預裝工件的庫存量維持在一個月的需求量。然而,據統計,用于預裝的原材料和采購件占線盒制造成本的40%,這同樣造成了庫存浪費和資金占用問題。
3.4 設備負荷不均衡? 公司常常會出現以下情況:某一時期,工人常常加班,機器不停運轉,而在接下來的時間里,員工卻沒什么工作,閑置現象嚴重。
以上四個問題即目前該生產系統面臨的主要問題。綜合來看,無論是排產計劃不合理造成的插單頻繁,為應對顧客需求變化保持的較高成品庫存,還是為維持連續生產保持的較高預裝工件庫存,生產計劃安排不合理造成的設備負荷不均衡等,它們本質上都源于生產的不均衡。因此,該公司目前面臨的真正問題是生產不均衡問題。而均衡生產“多品種,小批量”的生產特性,導致與傳統生產方式相比,該方式換產的頻率大大增加,如果不以快速換產為前提,就會產生極大的停機浪費。因此,要解決線盒生產系統當前的問題,首先要做到快速換產。
4? SMED的應用
通過觀察換產過程,筆者發現,由于現場工作環境混亂,在換產過程中,工人常常因找不到要用的工具和圖紙而耽誤時間,而且有時候工人找到用具后還要檢測其準確性,調整基準等;另外,有些工作本可以在停機前提前進行,而工人卻總是等到機器停止運轉后才開始著手處理等等,這一系列因素導致了換產時間過長。
根據表1,可以發現,目前,換產的瓶頸工序為車工,其換產時間為60分鐘,明顯高于其他工序的換產時間,同時,這個數據也遠遠高于SMED(single minute exchange of dies)所提倡的所有的轉變都能夠而且應該少于10分鐘的原則。
下面,筆者就運用SMED工具對車工的換產作業進行改善。在應用SMED之前,筆者首先收集了換產期間的數據。
一般情況下,收集換產數據最好的辦法是現場錄像。通過錄像,可以詳細記錄工人在換產期間的所有動作和時間。但是限于客觀條件,筆者只能采用現場觀察的方法。
筆者對車工的換產過程共進行了4次觀察。在第一次觀察過程中,筆者主要針對車工在換產期間的工作內容進行了記錄。在后3次觀察中,筆者主要采用秒表測時的方法記錄了各項工作花費的時間。觀測結果如表2所示。
搜集完換產期間的數據后,接下來區分內外部作業,并依據SMED的改善要點進行改善。為了更好的實施SMED,本文參考了SMED的一些常用原則,如表3所示。
對照表3,可以對換產作業作如表4所示改善。
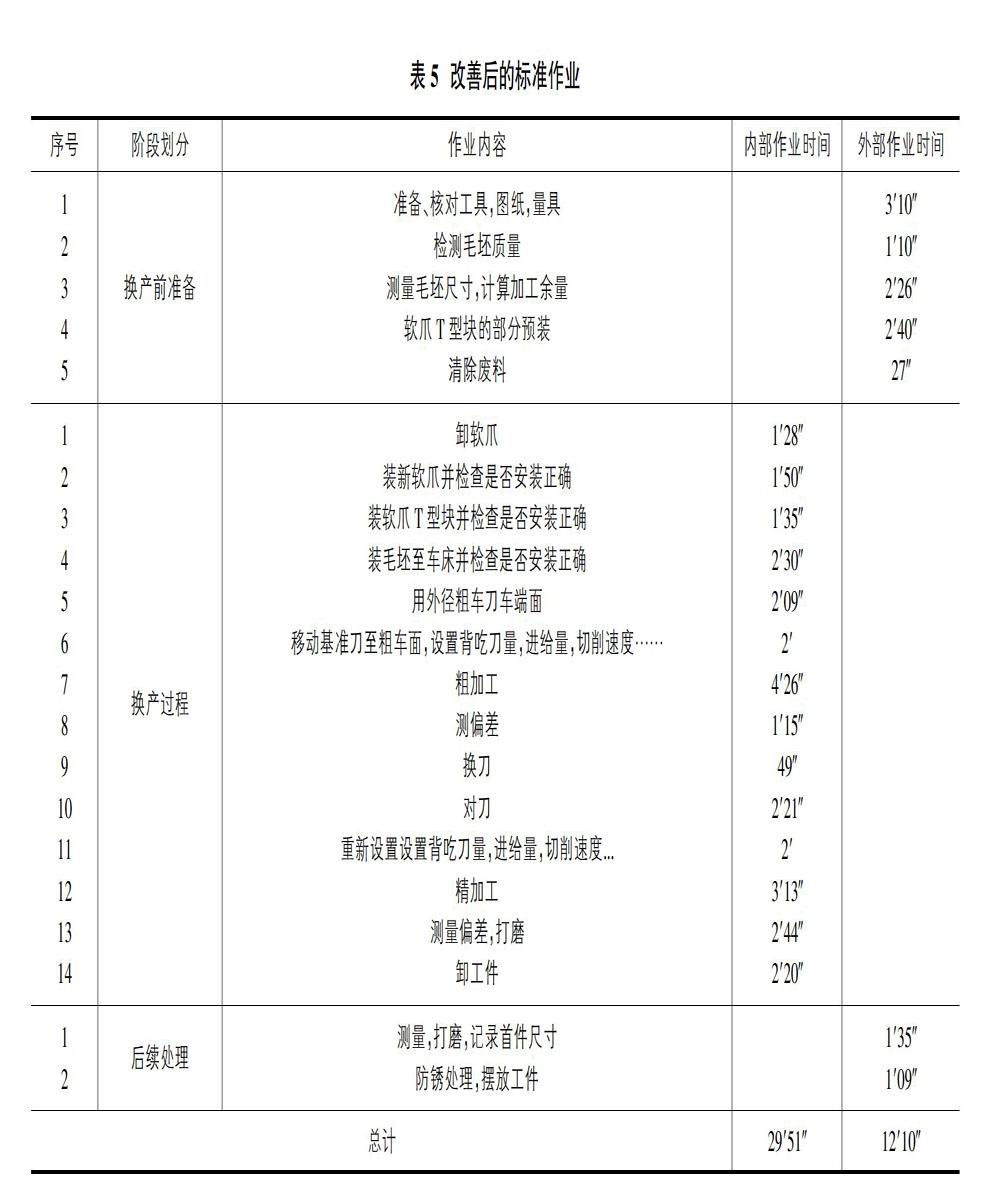
改善后的標準作業如表5所示。
改進前后的效果對比如表6所示。
改善后,車工的換產停機時間為29′51″,相比改善前降幅為49%。由于改善后車工的換產停機時間仍為該生產線的瓶頸,因此,目前暫不需要對其他工序的換產時間進行改善。
5? 生產均衡化
經過上述改善后,接下來就可以按照均衡生產的原則重新排產。實施均衡生產分為兩個階段:每月適應和每日適應。
在每月適應階段,根據每個月的歷史訂貨情況制定月度生產計劃,然后按照總量均衡進行人員、設備等生產要素的配置。
在每日適應階段,在品種均衡的指導下進行投產順序的確定,再根據每日的需求拉動進行生產調整。
結合本公司每月各種產品的需求情況,根據公式:
生產節拍=一天正常生產時間/一天生產量(1)
均衡化生產下各種產品的生產節拍如表7所示(按每月工作25天,每天工作8小時)。
據此,從理論上說,公司應該按照每天生產15個線盒來配置人員、設備和材料等生產要素。然后按照先生產4個A,再生產3個B,最后生產8個C的排產計劃,按照32分鐘/件的節奏分別生產A、B、C型線盒。但是,需要指出的是,為了協調生產批量與換產時間損失的關系,常常需要確定一個符合實際情況的生產批量。常用的方法有“最小批量法”和“經濟批量法”。
當采用“最小批量”決定生產批量時,批量大小的計算公式為:
δ:設備換產損失系數(與生產類型、零件大小有關);tad:設備換產時間;t:單件工序時間;Qmin:最小批量。
當采用“經濟批量”決定生產批量時,批量大小的計算公式為:
N:零件年產量;A:設備換產一次的費用;c:單位產品的生產成本;i:產品單位庫存費用率;Q*:經濟生產批量。
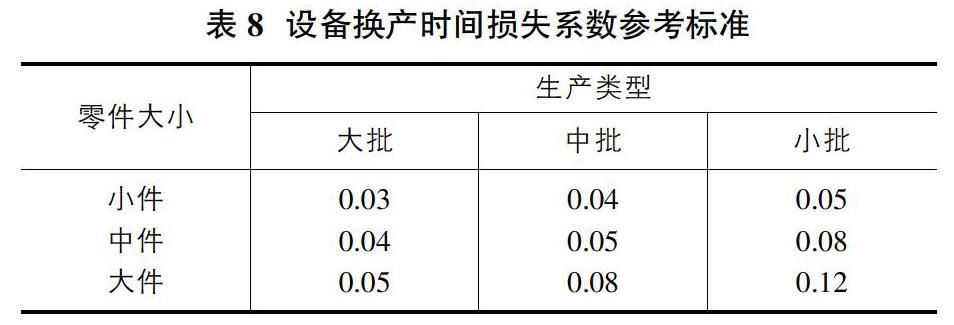
鑒于目前缺少“經濟批量”公式中的相應數據,本文將采用“最小批量”法來確定目前公司各個產品的生產批量。其中,設備換產時間損失系數可根據表8查得。
根據該表,該線盒生產系統的設備換產時間損失系數應為0.08,由此便可根據公式(2)和公式(4)計算出改善前后的最小生產批量:
最后,根據均衡生產排產順序確定的根本原則,即優先生產相互之間換產時間短的產品;對于兩組換產時間相同的產品,優先考慮需求量比較大的產品,可以得到改善前后企業的不同排產方式。
改善前排產方式為:80C40B30A120C60B45A
改善后排產方式為:40C20A15B40C20A15B40C20A15B40C20A15B40C20A15B
顯然,改善后的排產方式更均衡,而且循環周期更短。
6? 總結
本文通過分析線盒生產系統現存的問題,找到了問題根源,即生產不均衡,為了使生產均衡化,筆者借助SMED對生產流程中的瓶頸工序——車工進行了重點改善,通過快速換產,將車工的換產停機時間從58′31″減小到29′51″,減幅達49%,大大減少了換產停機浪費。在此基礎上,筆者參照均衡生產的原則對產線進行了重新排產,將最小生產批量從30降低到15,并改善了排產計劃,從而使生產更均衡,循環周期更短。
參考文獻:
[1]焦泳銓,黃麗,童小龍,周真丙.基于精益生產方式的快速換模技術在S公司F生產線的提升研究[J].價值工程,2019,38(36):284-286.
[2]盛垚.快速換型技術在江南某公司裝配線的應用[J].內燃機與配件,2019(13):197-200.
[3]黃東杏.快速換模(SMED)在TM彈簧制造公司的應用研究[D].華南理工大學,2015.
[4]陳志祥,李麗.生產運作與管理[M].北京:機械工業出版社,2012.
[5]丹尼斯P.霍布斯.精益生產實踐——任何規模企業實施完全寶典[M].周海鵬,柴邦衡,譯.北京:機械工業出版社,2009.
[6]杰弗瑞.萊克.豐田模式——精益制造的14項管理原則[M].李芳齡,譯.北京:機械工業出版社,2011.
[7]詹姆斯P.沃麥克,丹尼爾T.瓊斯.精益思想[M].沈希瑾,張文杰,李京生,譯.北京:機械工業出版社,2011.
[8]董楨.推進均衡生產方法的探討[C].深圳:2013年中國航空學會管理科學分會學術會議論文集,2013.
[9]王麗亞,陳友玲.生產計劃與控制[M].北京:清華大學出版社,2007.