基于FDM 3D打印懸空部位缺陷的模型優(yōu)化處理
2020-07-18 03:30:06郭志冬
◎陳 濤 郭志冬
(三門峽職業(yè)技術(shù)學(xué)院智能制造學(xué)院,河南三門峽472000)
FDM(Fused Deposition Modeling)又稱為熔融沉積制造工藝[1],于1988年研制成功。FDM 3D打印時(shí),F(xiàn)DM材料在噴頭內(nèi)被加熱熔化。噴頭沿零件截面輪廓和填充軌跡運(yùn)動(dòng),同時(shí)將熔化的材料擠出,材料迅速凝固,并與周圍的材料凝結(jié),從而形成整個(gè)原型或零件。
1 FDM 3D原理介紹
FDM 3D打印工作原理是熔融沉積成型原理,是逐層熔化塑料3D打印耗材線圈堆積成型三維物體實(shí)物,由成型程序指令控制噴頭逐幀打印。對(duì)于桌面級(jí)的FDM 3D打印機(jī)而言,噴頭是材料擠出成型的重要部件。打印三維立體實(shí)物,需要用到ABS、PAL等熱塑性聚合物材料的3D打印材料,通常是主要用PAL 3D打印材料。目前最常用的桌面級(jí)FDM打印機(jī),是采用熱熔融成型技術(shù),將條狀成卷的材料,在噴頭部件里用180℃左右的溫度熔化后擠出來(lái),附著在底板或者下一層材料上并且冷卻凝固成型。
FDM 3D打印工作過(guò)程為:先使用3D軟件設(shè)計(jì)建模模型,比如動(dòng)漫、人物、藝術(shù)玩具、模具零部件等。把3D設(shè)計(jì)圖生成STL格式,用3D切片軟件轉(zhuǎn)換成打印格式,然后保存3D打印機(jī)中,設(shè)置好打印機(jī)后,打印機(jī)就把耗材在噴頭中加熱熔融成絲,采用控制熱噴頭運(yùn)動(dòng)軌跡的方法,使其按照CAD分層數(shù)據(jù)控制的路徑沿著模型截面圖形運(yùn)動(dòng),同時(shí)擠出半流動(dòng)狀態(tài)的材料,使其擠壓在指定位置,逐層沉積,凝固后形成整個(gè)原型或零件[2]。FDM 3D打印的優(yōu)點(diǎn)一是操作簡(jiǎn)便,僅僅在溫度、層高、速度、壁厚等幾個(gè)方面進(jìn)行簡(jiǎn)單設(shè)置即可;二是材料成本低,適合初學(xué)者操作訓(xùn)練及學(xué)生進(jìn)行創(chuàng)新創(chuàng)意作品3D打印的普及;三是無(wú)污染,打印過(guò)程沒(méi)有氣味、粉塵等有害的物質(zhì)產(chǎn)生,可以安全地運(yùn)用于辦公場(chǎng)所,適合進(jìn)行各種設(shè)計(jì)建模并對(duì)其形狀和功能進(jìn)行測(cè)試。
2 FDM 3D打印的缺陷
FDM 3D打印也有其先天的缺陷,當(dāng)模型上有懸空部位時(shí),打印的模型的背面會(huì)出現(xiàn)表面疏松、粗糙甚至是掉絲現(xiàn)象,圖1所示為打印模型正面和背面懸空部位的打印質(zhì)量對(duì)比。
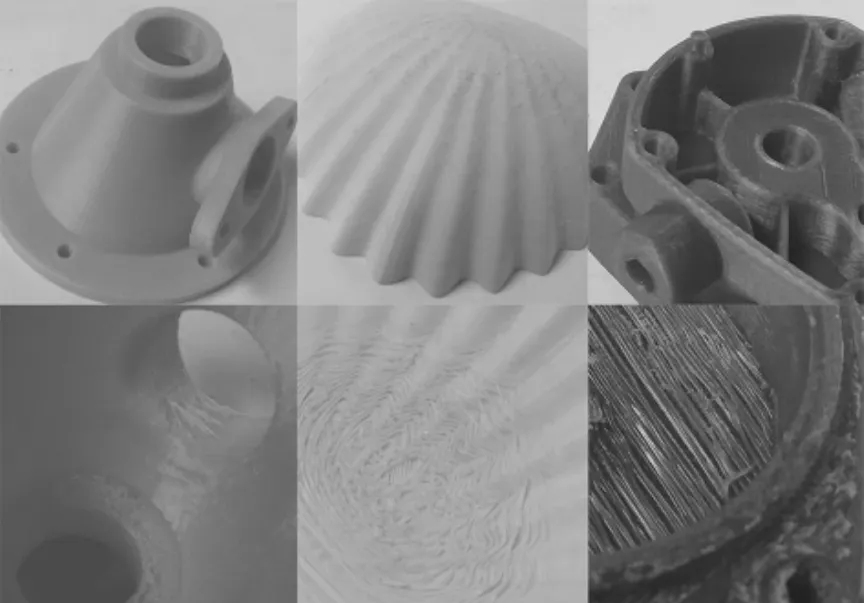
圖1 模型正面與背面懸空部位打印效果對(duì)比
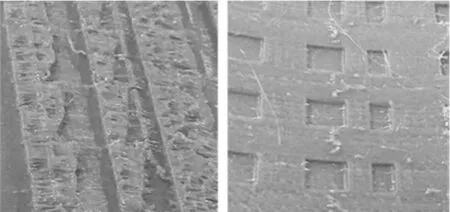
圖2 去除支撐產(chǎn)生的瑕疵
另外,當(dāng)模型上有懸空面時(shí),F(xiàn)DM 3D打印切片軟件都具有自動(dòng)添加支撐的功能,會(huì)在模型懸空部位添加支撐,來(lái)保證懸空部分不至于脫落,有支撐的打印面表面粗糙,而且支撐往往和模型粘接在一起,去除較難,還會(huì)在模型上留下瑕疵,如圖2所示。
3 缺陷產(chǎn)生的原因及打印對(duì)比分析
FDM 3D打印是利用了逐層堆疊的原理[3],上層材料是以下層為基礎(chǔ)和支撐,筆者以0.4mm直徑的常規(guī)熱噴頭為例,層高選擇默認(rèn)值0.2mm,打印豎直面時(shí),兩層之間的熔絲有重合部位,經(jīng)過(guò)熱噴頭的擠壓作用,會(huì)形成如圖3所示的層狀結(jié)構(gòu)。
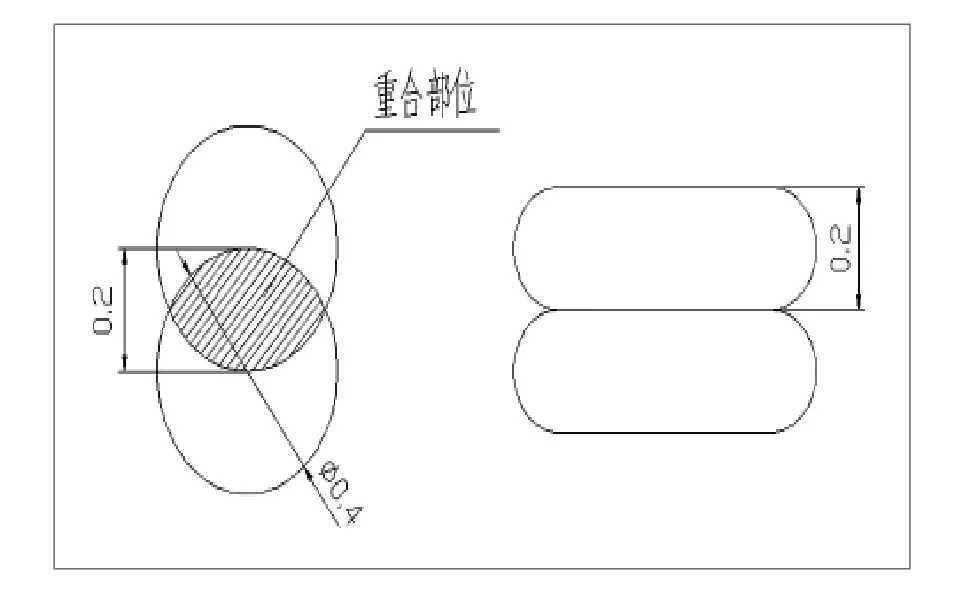
圖3 豎直面打印

圖4 傾斜面打印
當(dāng)打印面與豎直方向成一定夾角傾斜時(shí),如圖4所示,在模型的背面,傾斜角越大,上下兩層熔絲間的重合區(qū)域越小,當(dāng)角度大于60°時(shí),上下層熔絲之間分離,沒(méi)有重合區(qū)域,上層熔絲由于得不到下層的支撐而呈現(xiàn)懸空狀態(tài)。
隨著傾斜角度的增大,熔絲間距離增大,熱噴頭的擠壓作用也減小,模型的背面也由于熔絲的稀疏而顯得粗糙,上下層熔絲分離時(shí),會(huì)出現(xiàn)掉絲現(xiàn)象,為了檢驗(yàn)不同傾斜角的打印模型背面質(zhì)量,分別設(shè)置了不同傾斜角度的平面和回轉(zhuǎn)面模型進(jìn)行打印比較,傾斜面與豎直方向的夾角從45°到 70°變化,間隔為 5°,模型如圖 5 所示,打印質(zhì)量對(duì)比如下表所示。懸空面均采用無(wú)支撐打印,打印質(zhì)量對(duì)比如下表所示。
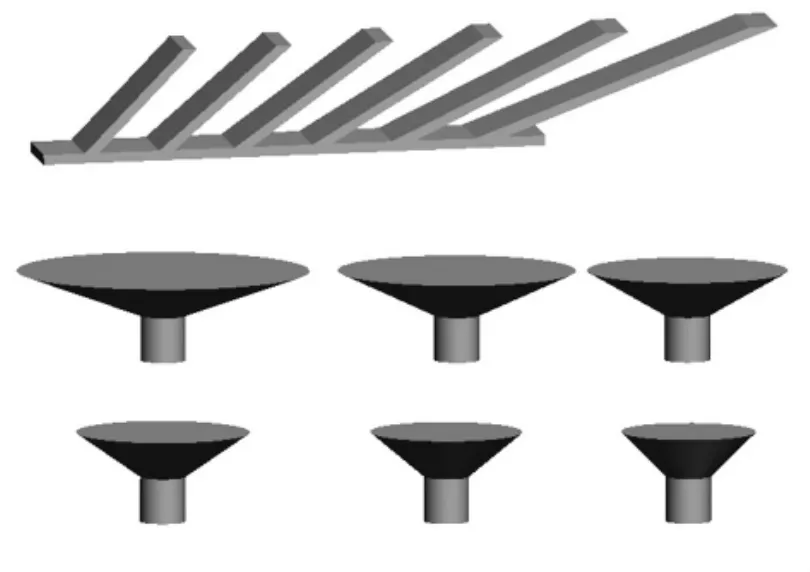
圖5 設(shè)置不同傾斜角度的打印模型
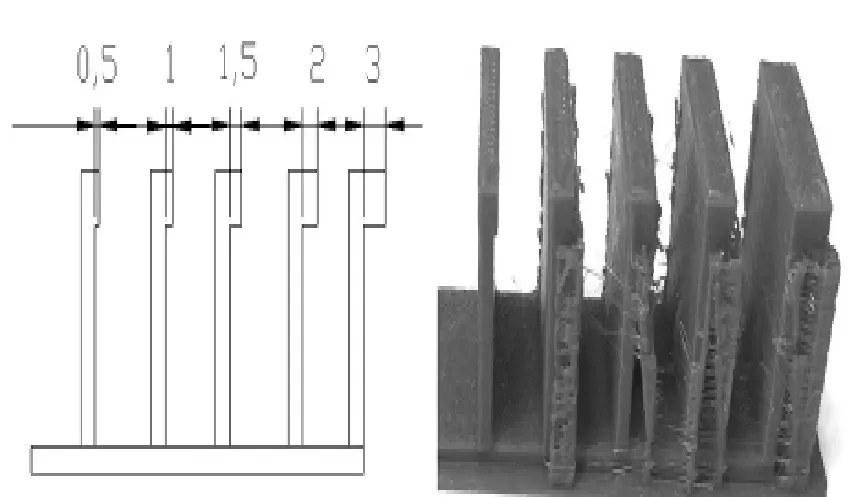
圖6 懸空部位產(chǎn)生支撐情況對(duì)比
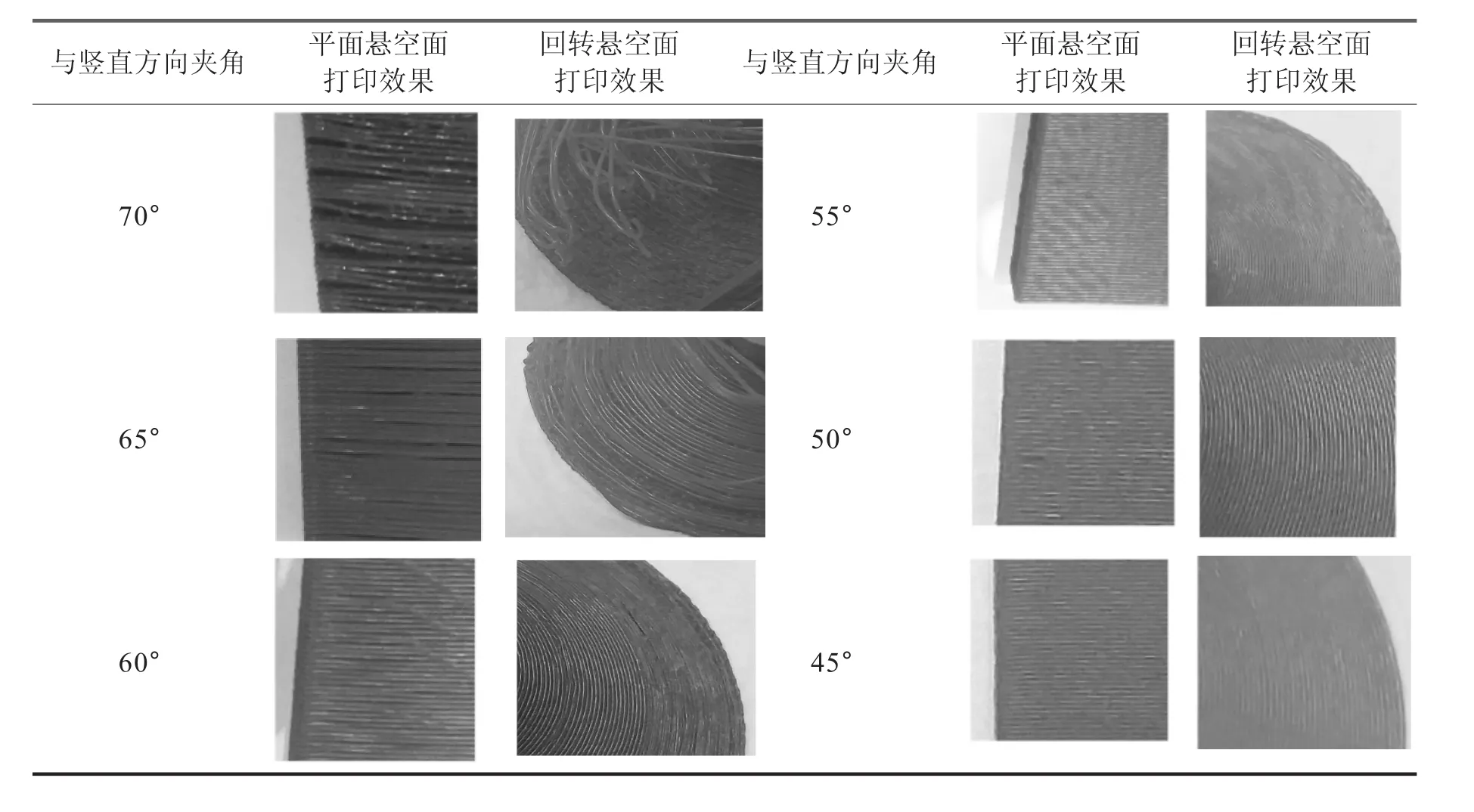
表1 不同傾斜角度的懸空面打印質(zhì)量對(duì)比與豎直方向夾角
從打印結(jié)果來(lái)看,懸空面與豎直方向成70°和65°夾角時(shí)熔絲已從表面脫落,回轉(zhuǎn)面已產(chǎn)生掉絲現(xiàn)象,平面模型由于兩邊緣的拉力作用,熔絲沒(méi)有掉落,但明顯已脫離模型表面而懸空,60°夾角基本沒(méi)有產(chǎn)生熔絲脫落現(xiàn)象,但絲線間的間隙較大,表面粗糙,55°夾角時(shí)打印面已基本符合打印質(zhì)量的要求,從 55°夾角到 50°、45°,打印的表面越來(lái)越平整、致密,45°夾角表面質(zhì)量最好,我們可以把55°夾角在以內(nèi)的角度稱為優(yōu)化打印角度。
懸空部位的支撐去除時(shí),由于熔絲的粘連會(huì)產(chǎn)生瑕疵,這也是影響打印模型質(zhì)量的重要因素,筆者設(shè)置了不同尺寸的懸空部位,檢測(cè)打印切片軟件的支撐設(shè)置情況,如圖6所示,從圖中可知,當(dāng)懸空長(zhǎng)度在3mm、2mm、1.5mm、1mm時(shí),軟件都會(huì)自動(dòng)添加支撐,在0.5mm以下是沒(méi)有添加支撐。為了避免支撐,將懸空部位添加一個(gè)倒圓角,然后做切片打印,結(jié)果沒(méi)有產(chǎn)生支撐,如圖7所示。
懸空部位添加一個(gè)倒圓角后雖然不會(huì)產(chǎn)生支撐,但是由于過(guò)渡不平滑,還會(huì)產(chǎn)生熔絲脫落現(xiàn)象,如圖8所示,改進(jìn)的辦法是再添加一個(gè)內(nèi)倒圓角,打印結(jié)果顯示,改進(jìn)后的打印模型過(guò)渡平滑。
4 模型的優(yōu)化處理
根據(jù)以上的分析,模型的優(yōu)化處理從幾個(gè)方面入手:第一是減小懸空面與豎直方向的夾角,從而縮小打印缺陷部分的面積。例如,圖9是宇航員模型,模型直立打印時(shí),手臂和背包下表面是主要的懸空部位,需要添加支撐,由于支撐的高度較大,極易產(chǎn)生打印錯(cuò)誤,優(yōu)化方案是設(shè)置如圖所示的打印基準(zhǔn)平面,用手工的方法添加支撐結(jié)構(gòu),優(yōu)化結(jié)果:身體的傾斜角度大約是45°左右,背包的角度和身體一致,手臂幾乎成豎直狀態(tài),這樣一來(lái),模型的軀干、腿部、手臂和背包等主要部分的傾斜度都處于優(yōu)化打印角度55°以內(nèi),占總表面積的95%左右,打印質(zhì)量?jī)?yōu)良。
第二是在不影響精度和外觀尺寸要求的情況下,利用圓角結(jié)構(gòu)使懸空部位平滑過(guò)渡,從而減少打印的支撐部位。例如圖1的建筑物模型的門窗部分有小尺寸的懸空,打印時(shí)需要添加支撐,去除支撐后表面留有瑕疵,將模型懸空部位進(jìn)行如圖8所示的圓角優(yōu)化處理,則無(wú)須添加支撐,打印出的模型表面光潔無(wú)瑕疵,如圖10所示。
第三是對(duì)于有面積較大的懸空部位的模型,可采用拆分模型的方式分別打印,打印完成再進(jìn)行黏合,如圖11所示。
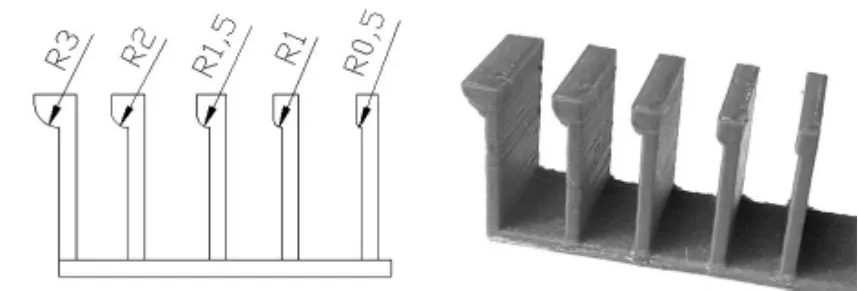
圖7 懸空部位添加倒圓角后的打印效果
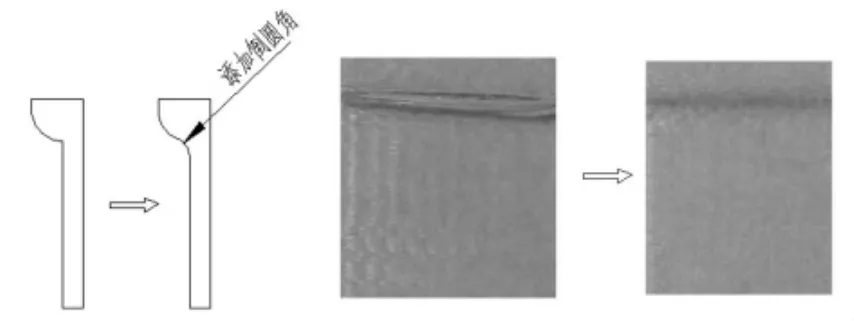
圖8 添加內(nèi)倒圓角后的打印效果對(duì)比
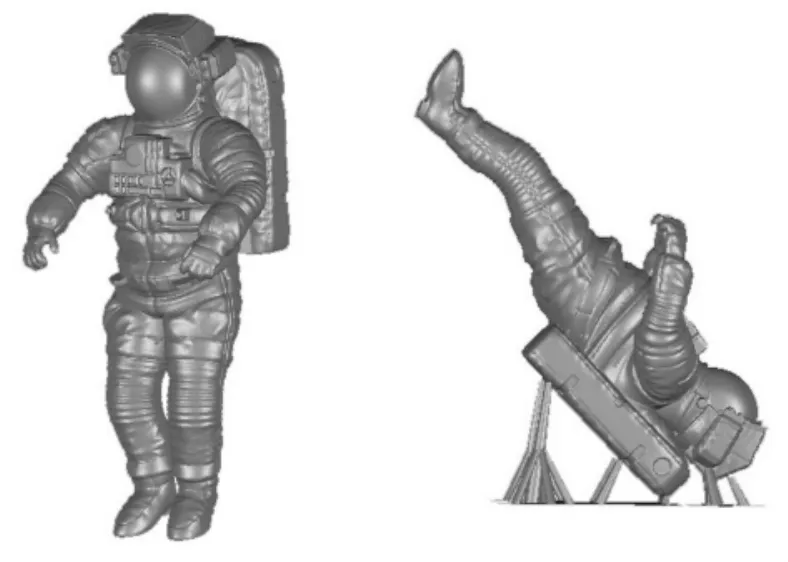
圖9 打印模型的優(yōu)化處理(一)
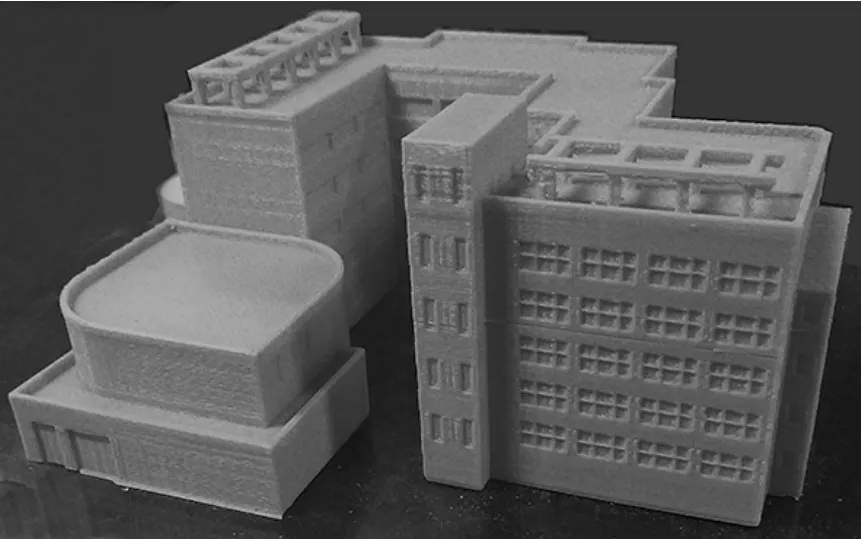
圖10 打印模型的優(yōu)化處理(二)
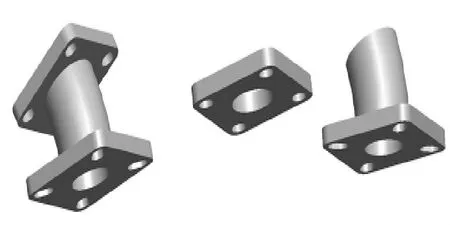
圖11 打印模型的拆分
5 結(jié)語(yǔ)
FDM 3D打印由于其逐層堆疊的原理,其懸空部位產(chǎn)生的打印缺陷難以避免,筆者從模型懸空部位的角度和尺寸入手,通過(guò)對(duì)比分析和打印測(cè)試確定了易產(chǎn)生打印缺陷的傾斜角度和尺寸,以此為依據(jù)提出了打印模型的優(yōu)化方法,為進(jìn)行FDM 3D打印的模型設(shè)計(jì)提供了參考。
猜你喜歡
童話王國(guó)·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03