高速連退平整機自動過焊縫技術以及優化過程
2020-07-19 05:21:26常生財
設備管理與維修 2020年13期
關鍵詞:焊縫
劉 醒,孫 抗,常生財,馬 平
(首鋼京唐鋼鐵聯合有限責任公司,河北唐山 063200)
0 引言
平整機過焊縫的實現過程非常復雜,涉及到速度、軋制力、延伸率控制模式、張力等多個方面的內容。其中對速度的要求為焊縫到達平整機前的指定位置時必須實現自動降低到設定值速度,這就要求實際開始降速的時間點需要根據目前的速度自動調節;對軋制力的要求為過焊縫時一機架軋制力≤2.2 MN(二次壓下模式時2.5 MN)、二機架軋制力≤2 MN,同樣需要自動調節,當焊縫過完平整機后需要軋制力自動回升到二級值;對延伸率控制模式的要求為過焊縫前自動關閉延伸率控制,過完焊縫后再自動打開;對張力的要求為過焊縫前自動降低張力到當前值的20%,過完焊縫后再自動恢復到二級張力值。綜上可以看出,焊縫通過的過程對自動控制的要求非常嚴格,涉及到多個參數的自動變化過程。
1 平整機過焊縫的實現方式
1.1 軋制力的變化過程
焊縫通過平整機時,必須使用一個較小的軋制力進行軋制,這樣才能保證焊縫的安全通過,但是軋制力也不能太小,太小的軋制力會導致帶鋼兩側由于受到的壓力較小而變形量過小,容易出現邊裂,嚴重的會導致斷帶。目前使用的過焊縫軋制力一機架為2.2 MN,二機架為2.0 MN。焊縫通過平整機前的自動降軋制力以及通過后的軋制力回升通過自動方式實現。
焊縫通過機架前需要將軋制力降低到設定值,若提前降軋制力會造成大量帶鋼性能不合格,因此需要精確計算開始降軋制力的時間,計算公式:

式中 Fact——當前的軋制力值,MN
Fset——過焊縫時的軋制力設定值,MN
Vrollforce——軋制力的變化速率,0.8 MN/s
VMR1——當前平整機區域的主速度,m/s
Loffset——偏移量的附加值,m
公式(1)計算出的結果即為軋制力降到過焊縫設定值需要的帶鋼米數,該數值等于物料跟蹤功能(MTR)計算出來的焊縫到達一機架輥縫距離時開始按照一定的斜率自動降低軋制力。
如圖1 數據所示,第一項為平整機的主速度,過焊縫時速度降低到1 m/s。第二項為MTR 計算出來的楔形因數,過焊縫時該數值從0 逐漸變為1,其中該數值為0.5 時焊縫正好在一機架輥縫處。第三項為一機架的軋制力,從圖中可以看出,過焊縫之前軋制力降為2.2 MN,過完焊縫后再升回一個較大的數值,該數值為二級提供的軋制力。
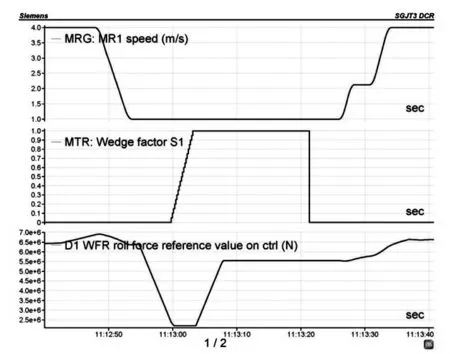
圖1 過焊縫時的速度、軋制力參數
1.2 速度的變化過程
焊縫是以較低的速度經過平整機的,該速度范圍為60~120 m/min,操作人員可以在畫面上設置具體的速度值,該連退平整機一般使用60 m/min 的速度過焊縫。在焊縫快要到達平整機時,系統必須計算出從當前速度降低到過焊縫速度需要的帶鋼長度,當焊縫距離機架的距離快要等于計算出的長度時,啟動自動降速功能。計算公式:

式中 Vt——當前平整機速度,m/min
V0——焊縫經過平整機時的速度,一般為60 m/min
a——加速度,過焊縫時的加速度為0.6 m/s2。
由式(2)可以計算出在當前速度下降低到過焊縫速度時的帶鋼長度,再加上一定的偏移量,即為降速需要的帶鋼米數,當焊縫距離機架的位置與計算得出的帶鋼米數相等時,啟動自動降速功能。
1.3 延伸率控制模式的變化過程
延伸率控制模式在焊縫快要到達平整機時需要關閉,在焊縫經過后再自動投用,如圖2 第四項所示,第五項內容為延伸率控制器的輸出,當延伸率模式關閉時該控制器的輸出清零。
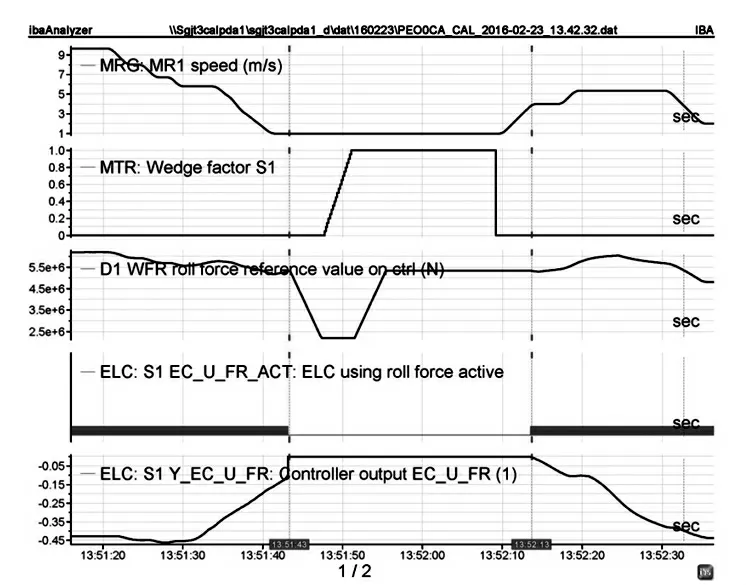
圖2 延伸率控制模式的變化過程
2 過焊縫自動降張力功能的實現
在某連退產線生產初期,焊縫經過平整機3 個區間段的張力不做調整,平整機入口張力約20 kN,機架中間約25 kN,出口約20 kN。若出現焊縫質量太差,或者平整機其他參數設置異常時,大張力過焊縫容易導致斷帶。為預防該類問題的出現,要求過焊縫時手動降低3 個區間段的張力,保證以小張力過焊縫。
為了方便操作,同時避免忘記操作,經過一系列的摸索后,實現了過焊縫自動降張力的功能(圖3)。
目前系統設置的自動降張力過程為:當焊縫距離平整機機架50 m 時開始自動降張力,斜率為3 kN/s,降低幅值為當前設定值的20%,當焊縫過完平整機后再逐漸恢復到二級值設定的張力值。
綜上所述,影響連退平整機過焊縫時的參數包括速度、延伸率模式、軋制力、張力等,各種功能正常協同工作才能保證焊縫穩定、平穩的通過平整機,從而保證連退產線的順穩生產。各參數的變化過程如圖4 所示。
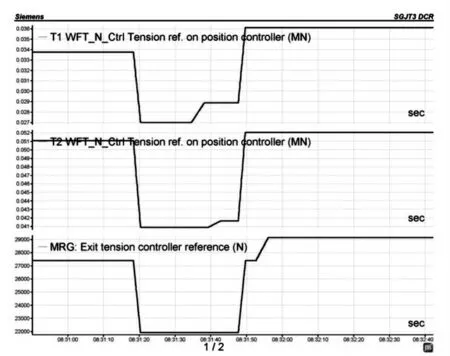
圖3 張力自動變化過程

圖4 多個參數過焊縫時的變化量
3 結語
平整機自動過焊縫技術保證了焊縫能夠穩定正常的通過平整機,為保證高速連退產線穩定生產起到了至關重要的作用。尤其在連退產線速度高、帶鋼薄(最薄帶鋼達到0.12 mm)的情況下,對焊縫自動通過平整機技術提出了更高的要求,因此對該技術進行不斷的研究和改進具有非常重要的現實意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
