考慮剪切效應的金屬本構關系模型及其在大型筒節軋制成形中的應用①
2020-07-24 07:11:08焦云靜董志奎孫建亮趙靜一盧明立
礦冶工程 2020年3期
焦云靜, 董志奎,, 孫建亮,3, 趙靜一, 盧明立
(1.燕山大學 機械工程學院,河北 秦皇島066004; 2.江蘇天明機械集團有限公司,江蘇 連云港2220022; 3.燕山大學 國家冷軋板帶裝備及工藝工程技術研究中心,河北 秦皇島066004)
大型筒節類零件廣泛應用于核電、石化、航空航天領域,其外徑可達8 m,寬度達2~3 m,厚度達0.3 m[1]。在大型筒節軋制過程中,軋制力的控制具有重要作用,其中變形抗力作為軋制工藝設計的最基本參數之一,是研究重點。 目前對變形抗力的研究主要集中于壓縮行為,但在筒節軋制過程中,由于軋制變形區中存在受到壓剪作用的搓軋區[2],因此要進行壓剪行為的研究,以進一步分析筒節的軋制過程并預測軋制力。
張博[3]進行了2.25Cr1Mo0.25V 鋼的壓縮行為研究并建立了變形抗力模型;李科元[4]研究了40Cr 鋼的熱變形特征并建立了變形抗力模型。 但上述研究均為單一壓縮行為研究,所得變形抗力模型不包含剪切效應的作用。 國內外主要有2 種方式來模擬剪切效應,一是利用霍普金森壓剪桿[5],二是通過設計實驗試件。 但目前主要應用于巖土材料的剪切變形方面[6-7],關于金屬的研究比較少。 Rittle[8]設計了SCS試樣以實現剪切效應,并利用有限元軟件證明,在常溫下該試件可以達到更大的應變速率和應變程度[9-10];桑德利[11]研究了高溫下金屬的壓剪變形,但選用模型為尺寸單一的難變形材料,不適用于本文所研究的內容。 孫建亮[12]等建立了一種基于條塊法的筒節軋制力計算模型,將計算結果和工廠結果進行對比,證明了模型的精度。 但其在計算剪切應力時采用了經驗公式,導致最終的軋制力計算結果與實測結果偏差較大。為進一步提高大型筒節軋制力計算結果的精度,本文建立了考慮剪切效應的變形抗力模型,并將其應用到大型筒節軋制力計算,實現軋制力的預報。
1 實驗研究
1.1 實驗方案
試件材質為2.25Cr?1Mo?0.25V 鋼,其化學成分如表1 所示。

表1 2.25Cr?1Mo?0.25V 鋼化學成分(質量分數)/%
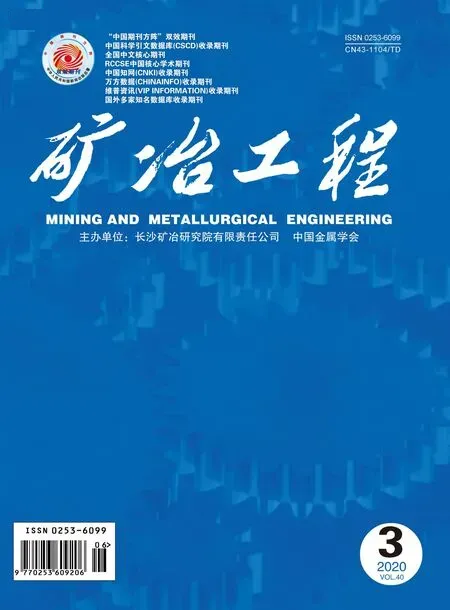
圖1 為普通圓柱形試件示意圖;圖2 為SCS 壓剪試件示意圖。 試件尺寸均為Φ10 mm × 20 mm, 上下圓形端面精車,其端面僅承受壓力P。 在SCS 壓剪試件中,與圓柱體的縱向軸線呈45°的方向上加工兩條斜槽,使得剪切帶承受壓剪復合作用。 剪切帶的尺寸由槽的寬度(w)和厚度(t)決定,t=2.5 mm,w=0.25,0.50,1.00,2.00 mm。

圖1 普通圓柱試件示意
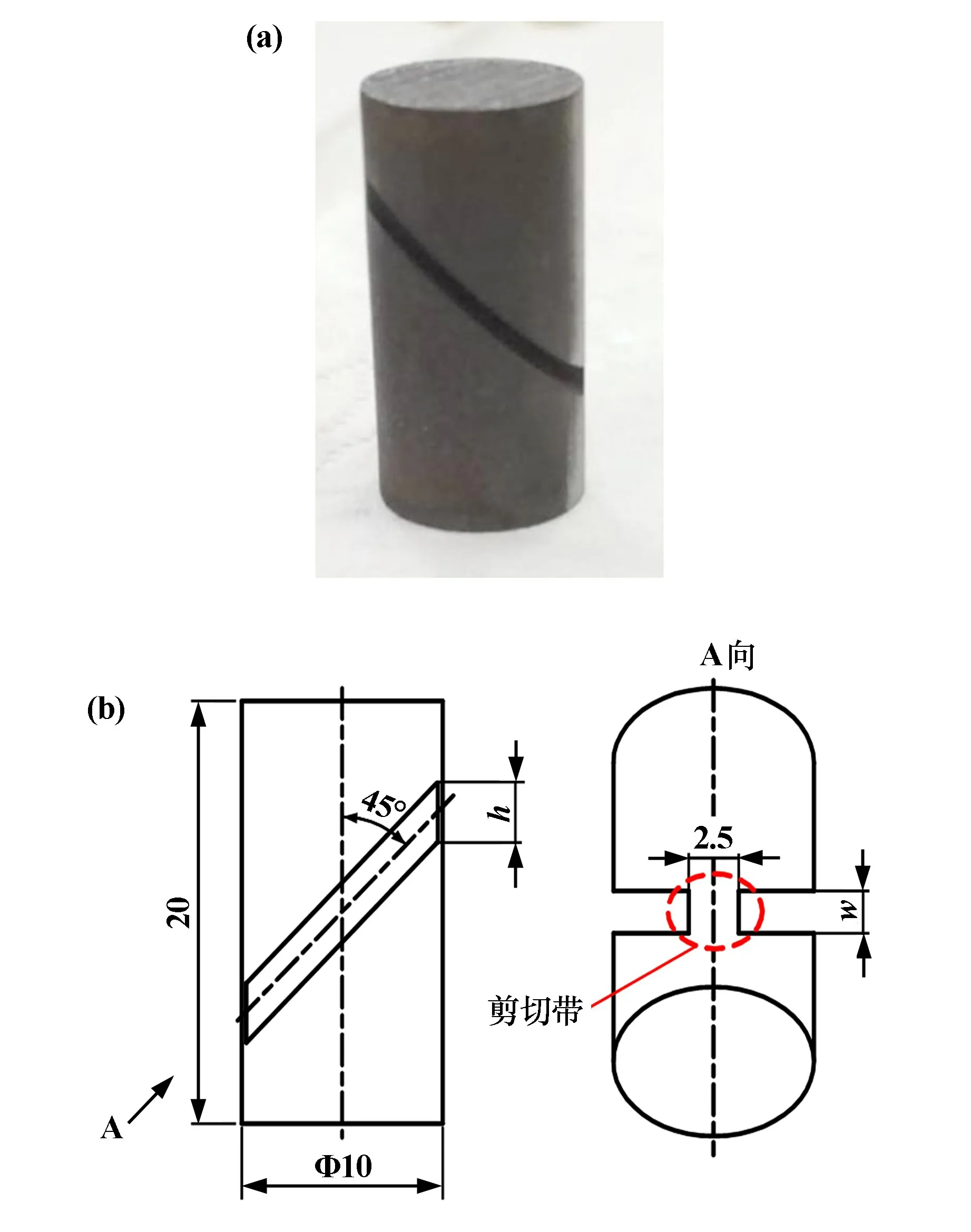
圖2 SCS 壓剪試件示意圖(單位:mm)
本次實驗采用開槽試件作為主分析模型,普通圓柱試件作為對比模型,主要對比分析試件在承受壓剪復合作用和壓縮作用下的變形特征。 實驗升溫、降溫方案如圖3 所示。 以10 ℃/s 的速度將試件加熱至1 200 ℃并保溫5 min,之后以5 ℃/s 的速度將試件溫度降至1 000 ℃并保溫2 min,最后分別以0.01,0.1,1.0 s-1的變形速率進行壓縮,壓縮變形量為20%。 由于Gleeble?3800 試驗模擬機采集的參數為電腦按照圓柱的計算方程自動給出,不適用于SCS 壓剪試件,故首先對相關參數進行處理。
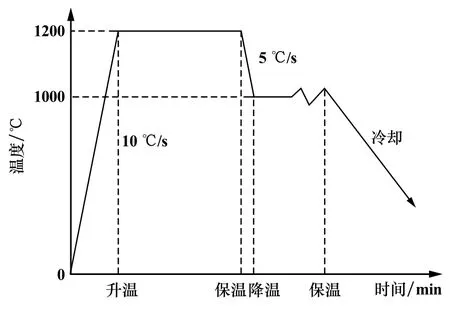
圖3 實驗升溫、降溫方案
1.2 實驗結果分析與討論
首先繪制SCS 壓剪試件的壓力(P)?位移(d)曲線,并與普通圓柱試件作對比,如圖4 所示。
圖4 壓力?位移曲線對比圖
已知SCS 壓剪試件中剪切帶承受壓剪復合作用,主要變形為剪切變形。 由圖4 可得:
1) 在不同應變速率下,普通圓柱試件受到的壓力最大,隨著開槽寬度w逐漸增加,SCS 壓剪試件受到的壓力逐漸減小。
2) 當槽寬w=0.50 mm 時,SCS 壓剪試件的合力略小于槽寬w=1.00 mm 時的合力,這是由于SCS 壓剪試件中剪切變形的存在使得剪切力隨開槽寬度增加逐漸增大,以補償逐漸減小的壓力,從而剪切帶中壓力和剪切力的復合作用使得后者受到的合力略大于前者。
根據式(1)~(2)將P?d(壓力?位移)關系進行轉化[9-10](D為試件直徑),得到SCS 壓剪試件的應力和應變數據,將SCS 壓剪試件的應力?應變關系和普通圓柱試件的應力?應變關系進行對比,結果如圖5 所示。
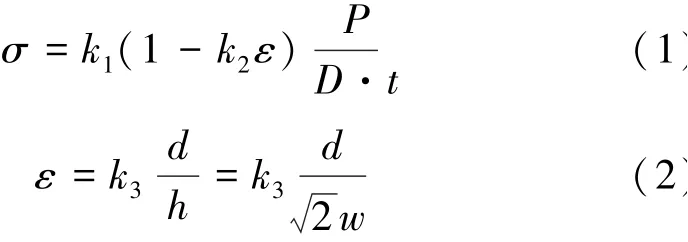
式中k1、k2、k3分別為相關回歸系數。

圖5 普通圓柱試件和SCS 壓剪試件應力?應變曲線對比圖
由圖5 可知:
1) 在一定的應變速率下,隨著金屬應變程度增加,應力逐漸增加,當變形程度達到一定值后,應力的增大趨勢減緩。
2) 在變形溫度和變形速率不變的前提下,隨金屬應變程度增加,槽寬w越大,SCS 壓剪試件的應力越小。
3) 在同等條件下,與普通圓柱試件相比,SCS 壓剪試件能夠達到更大的應變。
4) 在變形溫度和應變程度不變的前提下,變形抗力隨應變速率升高而升高。
通過分析,得到筒節材料的變形抗力模型:
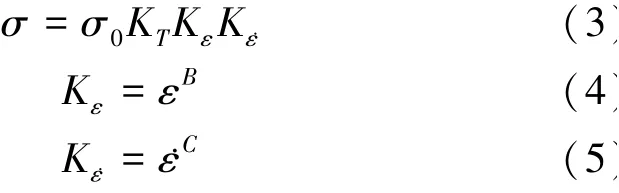
式中σ0為一定變形條件下的應力,MPa;KT為與變形溫度相關的系數;Kε為與變形程度相關的系數;K?ε為與變形速率相關的系數;B、C分別為與金屬材料相關的系數。
因為本文主要研究剪切變形對金屬變形抗力的影響,因此將溫度對變形抗力影響系數暫設為1,對應力?應變曲線進行回歸,得到其變形抗力數學模型如表2 所示。
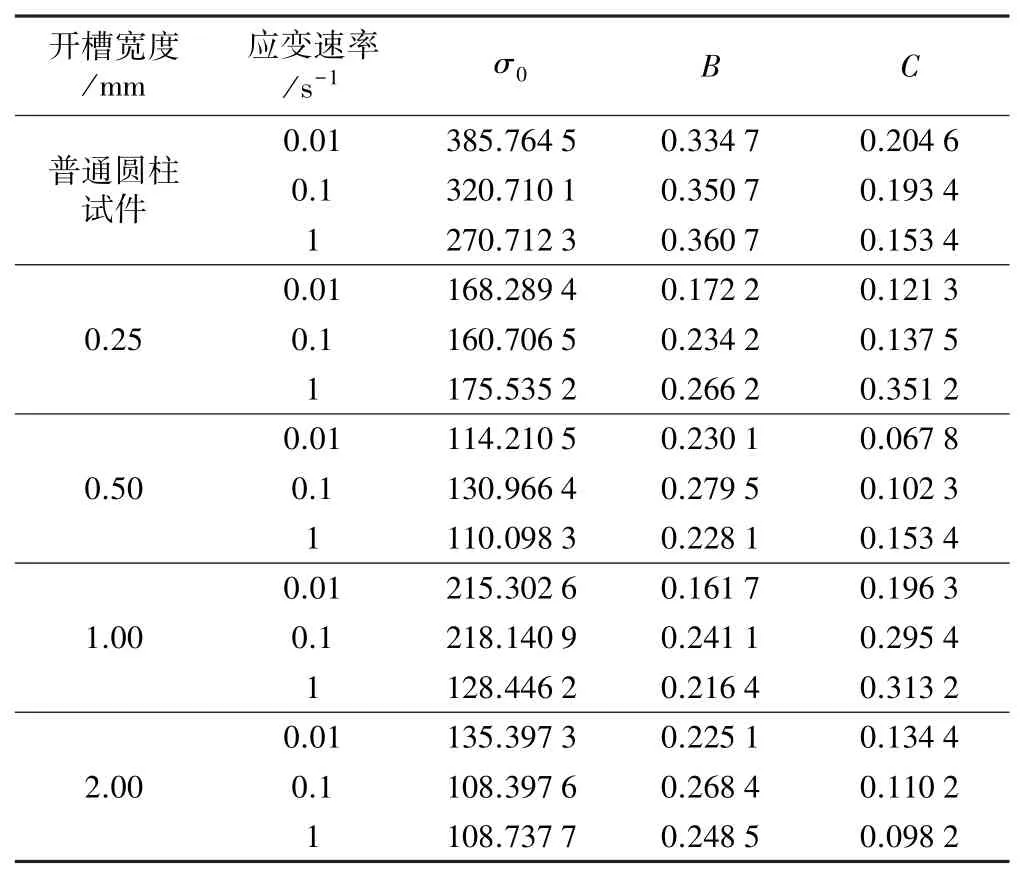
表2 筒節材料2.25Cr?1Mo?0.25V 合金鋼的變形抗力數學模型
2 考慮剪切效應的軋制力分析
2.1 筒節軋制力理論計算模型
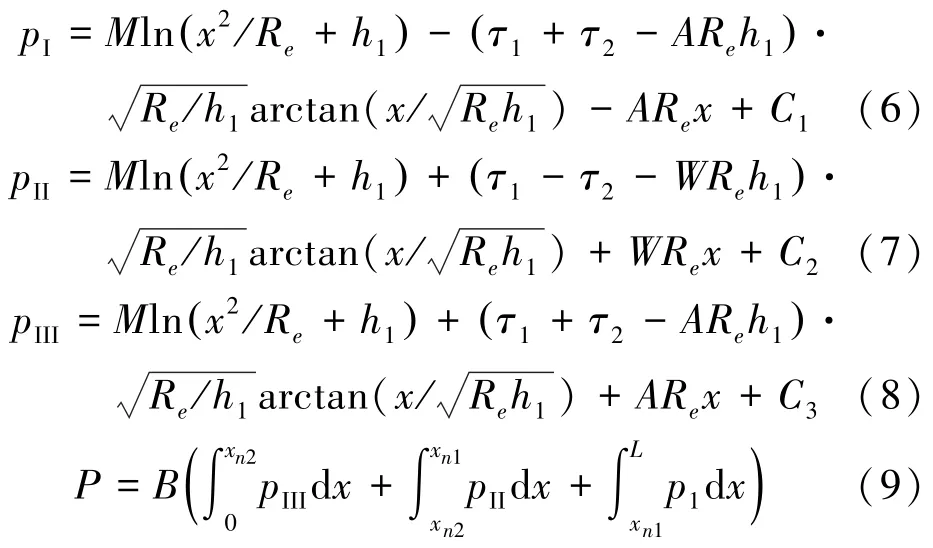
筒節軋制力的理論計算采用如下模型[13]:式中pI,pII,pIII分別為筒節軋制過程中后滑區、搓軋區、前滑區的單位軋制力,MPa;B為筒節寬度,mm;P為筒節軋制總軋制力,N。
上述的軋制力數學模型中剪切應力計算采用如式(10)的經驗公式,而本文中τ 的計算采用前文中建立的數學模型。

式中m為摩擦因數;k為筒節軋制接觸表面的剪切變形抗力
本文采用的大型筒節軋制工藝參數如表3 所示。
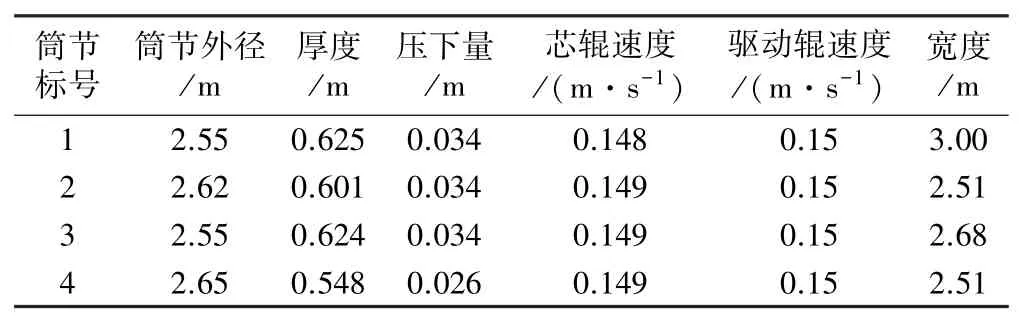
表3 軋制工藝參數
大型筒節應變速率和應變程度采用下式計算:
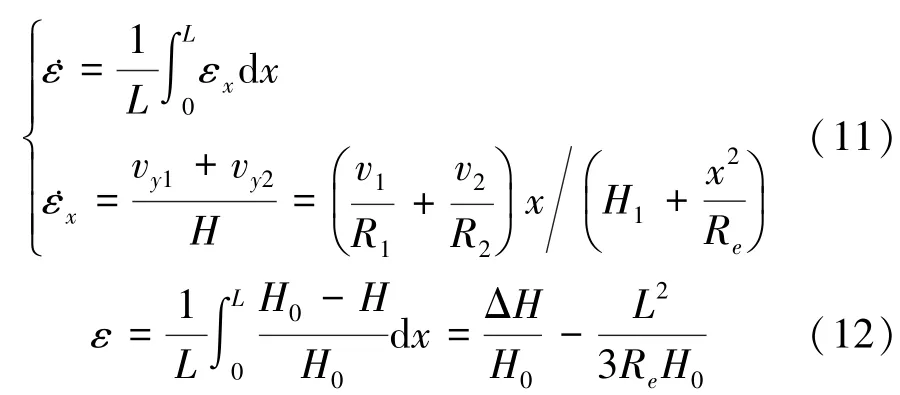
式中具體參數含義參照文獻[13]。
2.2 筒節軋制有限元模型
按照表3 所示的大型筒節實際軋制工藝參數,采用ABAQUS 有限元軟件建立大型筒節軋制三維剛塑性有限元模型,如圖6 所示。
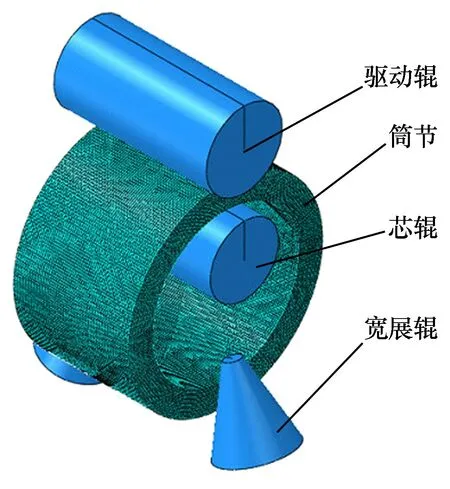
圖6 筒節軋制三維剛塑性有限元模型
模型具有如下主要特征:將驅動輥和芯輥設置為剛體,驅動輥和芯輥均圍繞自身軸線轉動,筒節設置為剛塑性體,利用Python 語言自定義設置筒節的本構關系模型,以符合前文建立的復雜變形狀態;軋輥與軋件之間的摩擦為庫倫摩擦類型,驅動輥和芯輥與筒節內外表面摩擦因數設定為0.5;定義工件的初始溫度為1 000 ℃,軋輥的溫度均設定為30 ℃,環境溫度為30 ℃。筒節與軋輥的接觸換熱系數設定為10 N/(s·mm·℃),熱輻射系數設定為0.8 N/(s·mm·℃),塑性變形中功熱轉化系數設定為0.9。
2.3 大型筒節軋制力計算結果分析
以往的學者在計算軋制力的時候使用剪切應力τ的經驗公式,而非考慮剪切變形的數學模型,由此得到筒節的理論計算軋制力[2],本文中通過建立的考慮剪切效應的數學模型來計算軋制力,本文模型、不考慮剪切效應的模型和工廠實測軋制力及有限元結果對比如表4 所示。
由表4 可知:
1) 采用本文建立的變形抗力模型計算軋制變形區的剪切力,所得結果與工廠實測軋制力相對誤差更小,相對誤差在8%以內,相對其他方法精度更高。
2) 有限元模型計算的軋制力與工廠實測軋制力相比,相對誤差在范圍要求內,本文建立的模型在有限元層面得到驗證。
上述分析說明理論計算筒節軋制力時,筒節軋制變形區中的剪切效應不容忽視,應用考慮剪切效應的變形抗力模型可以提高筒節軋制力的計算精度。
3 結 論
1) 設計了不同的SCS 壓剪試件,基于SCS 壓剪試件的實驗數據得到了SCS 壓剪試件的應力應變數據,從而建立了考慮剪切效應的金屬塑性變形抗力數學模型,并與普通圓柱試件結果進行對比,發現在相同的變形條件下,SCS 壓剪試件受到的變形抗力更小;隨著槽寬逐漸增加,SCS 壓剪試件受到的壓力和變形抗力逐漸減小。
2) 將建立的考慮剪切效應的變形抗力模型應用到筒節軋制中,理論計算軋制力和實測軋制力結果吻合,相對誤差在8%以內,與以往采用經驗公式計算的筒節軋制力相比,應用考慮剪切效應的模型達到的精度更高。
3) 建立了筒節軋制過程的三維熱力耦合有限元模型,將有限元計算的軋制力與理論計算軋制力、工廠實測軋制力進行對比,得到的相對誤差同樣滿足要求。
猜你喜歡
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18