ZJ116A型卷接機組搓接自動清潔裝置研制
2020-07-26 08:49:32潘恒樂馮雄偉
食品與機械 2020年6期
關鍵詞:設備
潘恒樂 馮雄偉 王 俊
(常德煙草機械有限責任公司,湖南 常德 415000)
ZJ116A型卷接機組是以ZJ116型卷接機組[1]為技術平臺研制出具有自主知識產權的超高速卷接機組(最高運行速度14 000 Cig/min),該機型運行平穩可靠、產品質量優、操作快捷方便[2]。煙支搓接部分是ZJ116A型卷接機組的重要組成部分,主要由搓煙輪和搓板組成[3],研究[4]表明,搓煙輪和搓板表面的清潔度會直接影響到卷煙的搓接效果,如不及時清理其表面異物,會影響煙支的搓接質量和設備的穩定性。近年來,針對搓接部分的清潔已有一些研究,姜冬子等[5]通過PLC控制銅刷和壓縮空氣,實現了對ZJ112型卷接機組搓板的自動清潔;王治偉[6]采用高精度壓差傳感器和外置剔除閥,優化了清潔過程,減少了ZJ19型卷接機組的搓板堵塞次數,提高了設備的運行效率。但這兩種方式不適用于超高速運行的ZJ116A型機組。研究擬設計一種針對ZJ116A型機組搓接部分的自動清潔裝置,以期降低維保工作量,提高設備運行穩定性。
1 問題分析
卷接機組的煙支搓接工藝是以乳膠為黏接劑,通過搓板與搓煙輪將無嘴煙條、濾嘴和接裝紙搓接在一起[7]。如圖1所示,ZJ116A型卷接機組的搓接裝置主要由搓板4、啟動軌3、搓煙輪2以及歸位輪5組成。搓煙輪2從靠攏輪處接收粘有接裝紙紙片的組煙1(帶有接裝紙片的煙條段和雙倍長濾嘴組成),并將其吸入煙槽中。組煙1隨著鼓輪轉動到達啟動軌處,進入搓接工作位置,隨后啟動軌將組煙1撥出煙槽,在搓煙輪2圓弧面與搓板4之間滾動,從而使接裝紙片將組煙1緊密包裹粘合而形成雙倍長度濾嘴煙支,最后在歸位輪5的帶動下落入煙槽中。從組煙被啟動軌撥出煙槽開始,到滾出搓板,卷煙一直受到擠壓,乳膠很容易溢出粘在搓板或搓煙輪表面上。溢出的膠水容易沾染上煙沫、紙屑、粉塵等,經長時間運行后,會在搓板和搓煙輪表面形成膠垢,影響后續煙支的搓接,導致煙支泡皺、空頭等,甚至造成掉煙,使機組停機,影響卷煙的生產質量和生產效率[8-9]。

1. 組煙 2. 搓煙輪 3. 啟動軌 4. 搓板 5. 歸位輪
如圖2所示,ZJ116A型卷接機組的搓煙輪1上方設有一個鏟刀裝置2,但只能對體積較大的雜物進行鏟削清潔,而且鏟刀裝置和搓煙輪之間有一定的間隙,清潔效果不理想,有時反而將粘到搓煙輪表面的濾棒或水松紙片壓實到鼓輪表面,且無法鏟除,而搓板沒有針對性地設計清潔裝置。為清理搓接部分的膠垢和雜物,企業在每個班次交接班時至少需人工清理一次,維保工作費時繁瑣,影響設備的運行效率。

1. 搓煙輪 2. 鏟刀 3. 電機 4. 毛刷 5. 切紙輪
2 設計方案
2.1 搓煙輪清潔機構
在ZJ116A機組中,電機3驅動毛刷4轉動,對切紙輪5表面進行清潔(見圖2),結合目前的布局,搓煙輪1上方還有較大的閑置空間,對原切紙輪自動清潔裝置進行改進,使電機同時驅動兩個毛刷轉動,以實現切紙輪和搓煙輪表面的自動清潔。
采用CREO軟件參數化設計[10],得到改進后的毛刷清潔裝置模型,見圖3。設備運行時,電機3驅動帶輪11轉動,通過兩個同步帶7和8帶動同步帶輪9和12轉動,使兩個毛刷2和4轉動,實現同時清潔切紙輪和搓煙輪表面的目的。新型毛刷清潔裝置因其自帶動力,與搓煙輪相對速度可變,能更徹底地刷除搓煙輪的表面雜物,達到更好的清潔效果。同時還將毛刷4的法蘭安裝孔設計成腰形槽,用于調節毛刷相對搓煙輪的距離,當毛刷磨損難以有效清潔搓煙輪表面時,可以調整其與搓煙輪之間的位置,來保證毛刷對搓煙輪的壓力,使毛刷能夠繼續使用,提高毛刷的使用壽命。
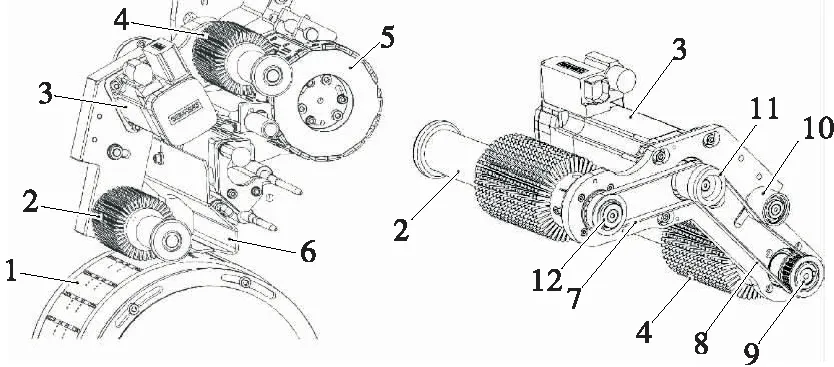
1. 搓煙輪 2、4. 毛刷 3. 電機 5. 切紙輪 6. 鏟刀 7、8. 同步帶 9、11、12. 帶輪 10. 張緊輪
2.2 同步帶的選型
為同時驅動2個毛刷,電機輸出的帶輪11相對于原帶輪進行了加寬,便于同時安裝2個同步帶,其中帶輪9、帶輪11以及帶輪12的齒數Z=22,節距P=5.08 mm。
根據分度圓直徑計算公式[式(1)],求得d=35.57 mm。計算公式:
(1)
式中:
d——帶輪分度圓直徑,mm;
P——帶輪節距,mm;
Z——帶輪齒數。
通過CREO軟件建模,模擬同步帶8被張緊到極限位置時情況,如圖4所示,得到帶輪11到帶輪9的中心距L1=157 mm以及同步帶8的節線長的最大值Lmax=441.6 mm。
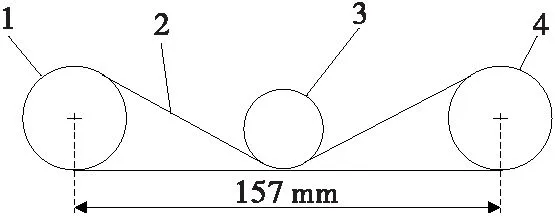
1. 帶輪11 2. 同步帶 3. 張緊輪 4. 帶輪9
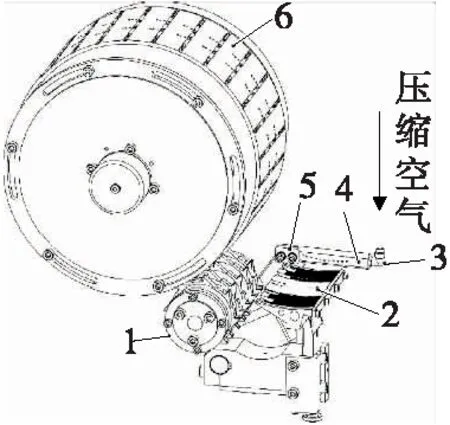
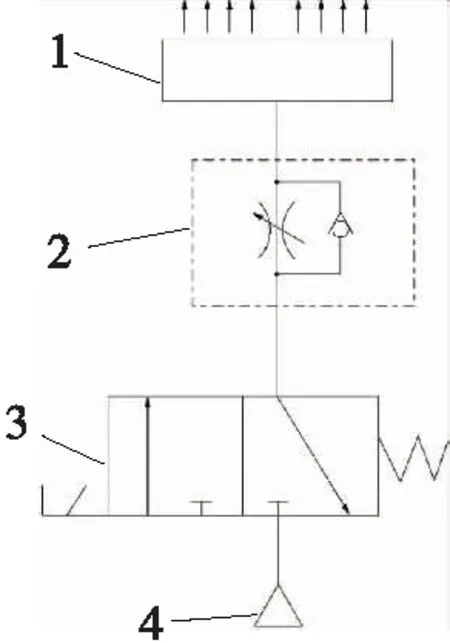
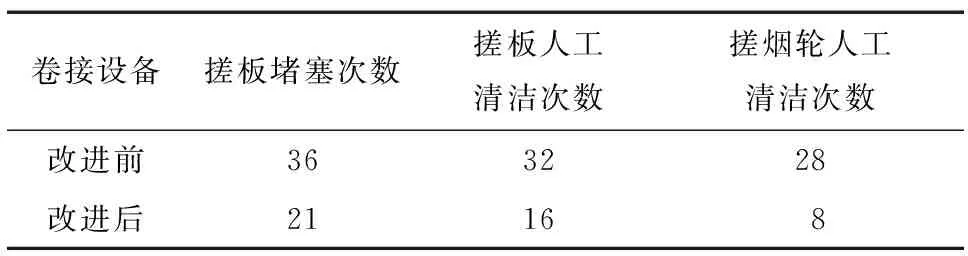
同步帶8的節線長的最小值為Lmin=πd+2L1≈425.7 mm。根據計算結果,選擇了型號為170XL037的同步帶(德國Optibelt公司),該同步帶的節線長L=431.8 mm,則Lmin 在搓接裝置的右側設計了一套搓板自動清潔裝置,該裝置包括機械部分、氣動部分和電氣控制部分。其結構如圖5所示,機械部分主要由射流器4、支架5、管接頭3 等組成。管接頭3裝于射流器4右側,另一頭連接氣管,射流器4通過支架5安裝在搓板裝置上,射流器4上有一排弧形氣孔,當搓板處于非工作狀態時,吹氣管上弧形布局的氣孔正好與搓板表面重合。 1. 歸位輪 2. 搓板 3. 管接頭 4. 射流器 5. 支架 6. 搓煙輪 氣動部分主要由一個兩位三通電磁閥和單向節流閥組成,電磁閥可以選用設備上的備用閥島,氣路示意圖如圖6所示。電磁閥控制氣源的通斷,當需要清潔搓板表面,電磁閥連通氣路,壓縮空氣經過節流閥到射流器,再通過弧形布局的氣孔清潔搓板表面的雜物。 1. 射流器 2. 單向節流閥 3. 兩位三通電磁閥 4. 氣源 ZJ116A型卷接機組的電控系統采用德國Beckhoff公司的IPC控制技術[11-12],所以利用IPC編寫控制模塊來控制清潔風運行。其控制流程見圖7,設備運行時,光電開關B24M識別到10個連續的空槽,發出報警信號,設備停止運行,搓板轉到非工作位置,此時接近開關B23M檢測到搓板并發出信號,兩位三通電磁閥通電后換向,從而使壓縮空氣進入到射流器中,清潔搓板表面的雜物,清潔2 s后,兩位三通電磁閥失電,在彈簧作用下,電磁閥復位,阻斷了壓縮空氣的流通,射流器停止對搓板進行吹氣清潔。或在設備運行前,壓紙桿會提前將水松紙壓到膠輥上,接近開關B67M檢測到壓紙桿并發出信號,電磁閥通電換向,壓縮空氣清潔搓板表面2 s,然后電磁閥失電復位,射流器停止吹風。該控制系統能使搓板在設備運行之前和運行之后都能被清潔一次,盡可能地保證搓板工作表面的清潔。 圖7 控制流程 為驗證改進效果,對常德煙草機械有限責任公司實驗室1組ZJ116A型卷接機組進行改進及對比測試。 3.1.1 材料與設備 白沙(硬)牌卷煙配套煙絲及輔料:長沙卷煙廠; 卷接機組:ZJ116A型,常德煙草機械有限責任公司。 3.1.2 方法 將ZJ116A型卷接機組的運行速度設定為14 000 Cig/min,每天運行6 h,分別統計改進前后設備出現搓板堵塞次數,統計周期為30 d。發生搓板堵塞后,若搓板和搓煙輪表面沾附紙片、煙條等明顯異物時,則分別對兩者進行人工清潔,并統計清潔次數。 如表1所示,改進后的ZJ116A型卷接機組,其搓板堵塞由36次/月降低到21次/月,人工清理搓板的次數由32次/月減少到16次/月,人工清潔搓煙輪的次數由28次/月降低到8次/月,提高設備有效作業率,降低了維保強度。 表1 改進前后的搓板堵塞和人工清潔次數統計 通過電機驅動毛刷清潔搓煙輪,采用設備IPC系統編寫控制模塊來控制壓縮空氣清潔搓板的工作面等方法,實現了對ZJ116A型卷接機組搓接的自動清潔,有效地清除了搓煙輪和搓板上的膠垢和異物。通過對改進前后的ZJ116A型卷接機組進行對比測試,結果表明:改進后提高了設備運行效率,降低了維保強度。但由于該裝置巧妙利用了ZJ116A型機組的布局,只可在ZJ116系列機型上推廣,無法直接應用于其他機型。實際運行過程中,影響煙支搓接的因素較多,雖然不能完全依靠該裝置取代人工清潔,但該方法仍可有效降低清潔次數,提高設備運行的穩定性。2.3 搓板清潔機構

3 應用效果
3.1 設計試驗
3.2 數據分析
4 結論
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
