空氣錘鉆頭破巖熱固耦合數值分析
2020-07-29 06:30:16曾其科黃志強
黑龍江工業學院學報(綜合版) 2020年5期
關鍵詞:分析
曾其科 ,黃志強
(1.四川科宏石油天然氣工程有限公司,四川 成都 610213;2.西南石油大學 機電工程學院,四川 成都 610500)
空氣鉆井技術憑借其鉆進機械鉆速高、儲層保護好,能進行隨鉆評價的優勢,在硬質地層地區有比較廣泛的應用[1],但是在利用空氣鉆井實現破巖成孔時,出現了井下燃爆的問題,不能有效的發揮出空氣鉆井的優勢,嚴重限制了空氣鉆井的應用和推廣[2]。
井下燃爆影響因素之一是鉆頭破碎巖石過程中的熱問題,分析破巖溫度有利于解釋井下燃爆問題。鉆頭破巖熱力學分析的一個重要研究內容就是關于鉆齒、巖石和巖屑的傳熱及溫度場分布。由于切削破巖中的高度非線性和溫度場之間復雜的耦合作用,對于切削巖石的熱研究仍然是不夠的深入研究,同時,鉆頭溫度變化規律,對全面探索鉆頭破損機理和提高鉆頭使用壽命有很強的實用價值。
1 鉆頭-巖石系統的生熱傳熱分析
鉆頭的溫度與巖石及其切屑密切相關,為準確分析鉆頭的溫度就需要把兩者的影響因素予以考慮,分析過程中,將鉆頭、巖石、巖屑以及鉆井循環介質看成一個封閉的熱力學系統,熱量的傳遞只發生在這四者之間[3-4]。
空氣錘鉆頭破巖方式是以沖擊為主,切削為輔。從能量角度分析,切削力和沖擊力都做功,兩者都致使鉆頭溫度升高[5-6]。鉆頭生熱的熱源主要有兩點:鉆齒侵入和切削巖體時會產生剪切變形熱;巖石與鉆頭鉆齒間的摩擦熱。而熱能的傳遞主要存在以下幾種形式:鉆頭與巖石、巖屑與鉆頭、鉆頭與循環介質、巖屑與循環介質,可以表述為公式1的平衡方程。
Q=Q牙齒+Q巖石Q巖屑Q循環介質
(1)
2 空氣錘破巖溫度場有限元模型
2.1 物理模型
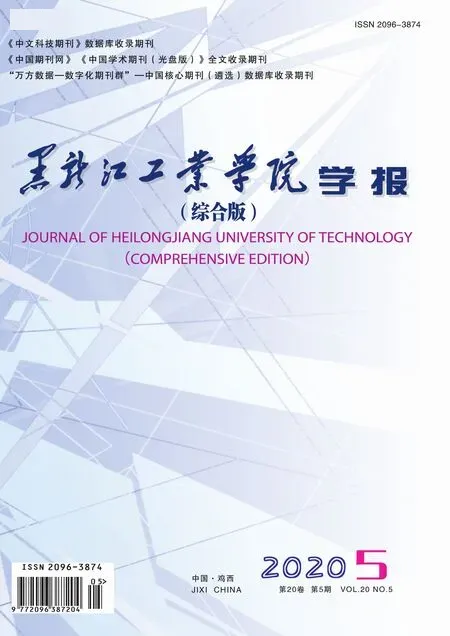
巖石采用的立方體,尺寸為400mm×400mm×120mm。鉆頭采用的是平底鉆頭,直徑為314mm,對稱布置120°的切削結構和水力結構,底面結構為三翼面,鉆齒采用的球形齒,齒半徑為10mm,考慮鉆頭的三個噴嘴及排屑槽,忽略鉆頭邊緣的小排屑槽,以及鉆頭打撈環及其以上部分結構。鉆頭與巖石的模型如圖1所示。
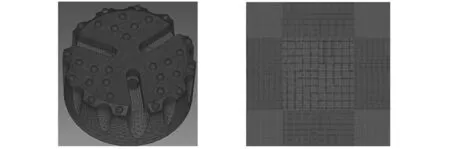
圖1 空氣錘鉆頭與巖石的物理網格模型
2.2 材料參數及單元類型
鉆頭與巖石的相關材料如表1所示。

表1 鉆頭與巖石材料相關參數
鉆頭考慮為彈性體,巖石采用的塑性模型為摩爾庫倫模型。采用材料剪切損傷失效準則,并結合單元刪除的方法來實現切屑與巖石的分離[7-8]。
鉆頭單元是四結點熱耦合四面體單元。巖石采用的是六面體網格,對系統接觸區的網格加密處理,八結點熱耦合六面體單元。
2.3 邊界條件及接觸分析
模型邊界條件如下。
應力邊界:鉆頭端面20KN的鉆壓和脈沖力,轉動速度為20r/min。
溫度邊界:井下溫度梯度為0.02℃/m,3000m井深條件下的溫度為86℃。
位移邊界:巖石底面及其四周完全位移約束。
時間邊界:仿真時間為0.01s,以分析單次鉆頭沖擊破巖過程的生熱和傳熱問題。
鉆頭與巖石的接觸屬于非線性問題,鉆頭與巖石的切削摩擦行為用庫倫摩擦公式表示:
τc=min(μp,τmax)
(2)
其中τc為臨界剪切力;μ為滑動摩擦因數;p為法向接觸壓強;τmax為摩擦應力極限,在數值計算過程中,使用罰摩擦公式在粘結與滑移狀態控制收斂問題,而滑動摩擦因數是罰摩擦公式切向行為給定的參數。
3 有限元結果分析
3.1 中心齒溫度場時程分析

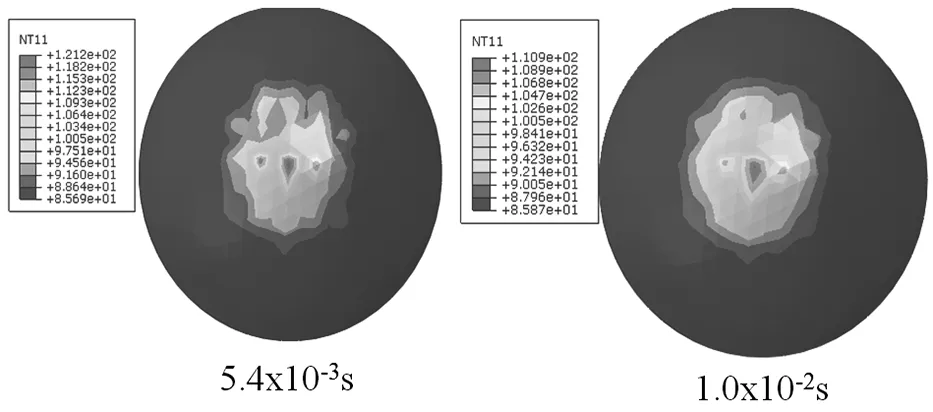
圖2 鉆齒各時刻溫度示意圖
圖2是鉆齒各時刻溫度場云圖。由圖2可知,當鉆齒沖擊巖石,此刻的升溫主要是依靠鉆齒的沖壓巖石變形擠壓形成的升溫,溫度較小。而隨著鉆頭旋轉切削巖石,鉆齒在侵入巖石后與擠壓變形后的巖石形成新的摩擦面,在沖壓剪切變形升溫的基礎上進而繼續摩擦升溫,鉆齒的溫度有較大的提升。隨著鉆頭的侵入力下降,鉆頭出現回彈現象,鉆頭與巖石分離期間,由于熱傳導作用,鉆齒溫度逐漸的擴散,溫度大幅下降。
3.2 鉆齒表面溫度梯度分布分析
圖3為鉆齒二維切面的表面溫度梯度變化圖。從圖3可以明顯看出,鉆齒頂點部位溫度最高,鉆齒圓弧兩側逐漸降低。由于鉆齒頂部最先接觸巖石,接觸區域小,造成溫度上升比較集中,隨著鉆齒逐漸的侵入巖石,鉆齒圓弧側區域開始慢慢接觸,形成新的接觸面。
圖3 鉆齒表面溫度梯度變化圖
3.3 中心齒與邊齒的溫度分析
圖4是中心齒和邊齒在相同時刻的溫度場云圖。從圖4中可以看出,中心齒上的溫度幅值和區域要明顯小于邊齒。由于鉆齒在沖擊侵入巖石后,邊齒處于鉆頭端面的邊緣,其齒的線速度相對于中心齒大,旋轉切削后升溫快,溫度梯度大,造成邊齒溫度大,由此產生的熱應力大,更容易導致齒的失效。由此說明,由于鉆齒沖擊旋轉線速度不同導致鉆齒溫度和區域不同。
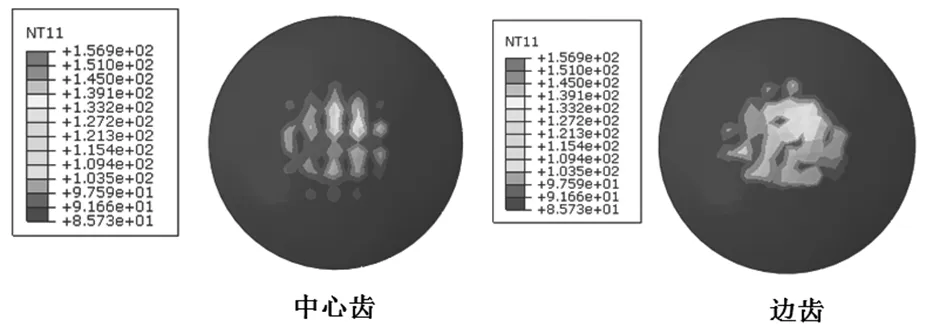
圖4 中心齒和邊齒的溫度場云圖
3.4 巖石破碎溫度分析
圖5為破碎過程的巖石溫度變化圖,當鉆齒侵入巖石時,由于接觸摩擦產生的溫度大約在118℃,而鉆齒繼續侵入后,巖石破碎后,切削面和摩擦面增大,巖石摩擦升溫也較大,切削熱溫度最高為134℃。
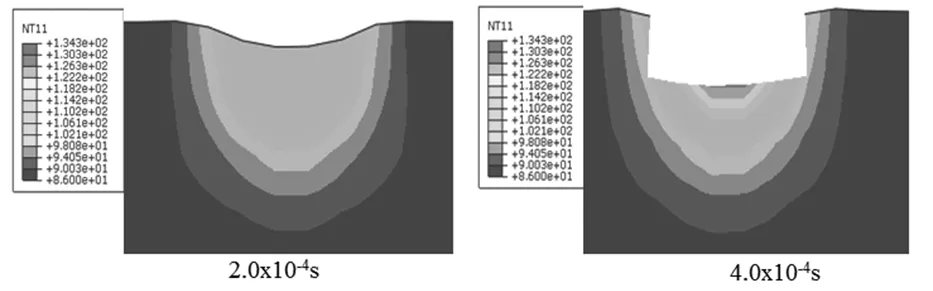
圖5 巖石溫度云圖
4 結論
根據空氣錘鉆頭破巖的實際工況,建立了鉆頭與巖石互作用模型,分析了鉆齒與巖石的溫度變化規律,鉆齒溫度主要集中在鉆齒與巖石的接觸區域,鉆齒溫度變化是升溫和熱擴散的過程。
(1)中心齒的溫度小于邊齒。邊齒相對大的線速度,增大了切削速度,導致溫度梯度大,造成邊齒產生的熱應力大,從而使得邊齒易失效。
(2)鉆齒中心部位與巖石緊密摩擦,切削溫度最高可達170℃,沿著鉆齒弧形逐漸降低,而巖石破碎最高溫度可達134℃。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06