西選智能化改造技術與應用
2020-07-31 11:43:02吳鵬
中國化工貿易·中旬刊 2020年4期
關鍵詞:網絡平臺
摘 要:根據企業管理和智能管理的思想研究,設計廠區智能管理系統模型,結合工廠網絡和信息平臺,利用信息技術和智能技術提高企業管理水平,描述了模塊區域和管理操作流程之間的相互關系,包括管理功能分區、信息收集和存儲、信息處理和分析、知識庫、綜合評估以及其他模塊。論述了各模塊之間的相互關系和管理操作流程,為廠區智能化管理系統的建設提供了依據。
關鍵詞:選煤廠;網絡平臺;智能化系統
1 項目概況
廠區集控系統使用年代較長,已經到達產品的使用生命周期,且各個車間、生產控制部分為多版本、多系統存在,各系統及分站數據沒有統一關系,處于集控信息孤島狀態。本次對儲運車間、運銷車間、煤泥水車間等進行統一智能化升級改造。同時建立全廠的數據中心、生產調度指揮中心利用一體化管控平臺,對全廠所有數據進行統一管理,建成高自動化、高智能化、高可靠性、安全高效的智能化廠區。
2 智能化網絡平臺架構
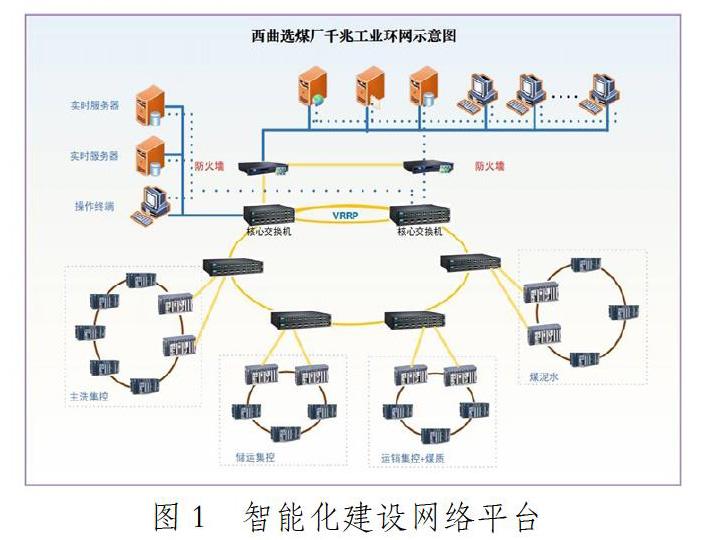
本次改造設計將主洗、儲運、運銷、煤泥水作為全廠自控系統的四大塊,每一塊配置各自的PLC主站,分站與主站連接,通過GE自身數據冗余功能實現冗余。再由主站通過光纖上聯至廠區千兆工業以太環網,與廠生產調度指揮中心、數據中心實現高帶寬網絡數據傳輸、采集、控制管理的目的。此網絡方案為三層網絡結構:核心層、匯聚層、接入層。
2.1 核心層
采用2臺高性能三層工業以太網交換機SICOM3028GPT,
采用千兆端口聚合方式,將兩臺設備級聯,實現雙機熱備,并配置VRRP實現路由冗余,保證數據可靠的傳輸。
2.2 匯聚層
采用6臺高性能二層工業以太網交換機SICOM3024P,通過千兆光纖組成環形網絡,配置IEC62439-6標準協議DRP,當網絡中某一個節點發生故障時,網絡可以在小于20ms內,自動實現拓撲改變切換到總線型,從而保證網絡持續性和穩定性;環網中節點交換機分別通過千兆光纖上連至核心交換機1與核心交換機2上,通過在節點交換機上啟用DHP,實現上連冗余傳輸,保證數據有效可靠傳輸。
2.3 接入層
采用統一GE品牌,統一系列PLC產品,利用GE品牌自有的冗余傳輸及自成數據環形網絡的結構完成前端數據的采集、控制、管理等可實現工業控制網絡與企業信息網絡和數據中心的連接,形成企業級管控一體化的全開放網絡(見圖1)。
3 智能化改造方案
全廠選用統一品牌系列的GE品牌的PLC產品,數據庫、及數據中心設備,便于在主洗、儲運、煤泥水和運銷等部門新建PLC控制系統,組成全廠自動化生產集控系統,實現生產系統自動化集控,監測、控制、管理全廠設備和系統的運行狀態。建立全廠自動化生產集控平臺。
3.1 主洗車間
主洗車間改造內容包括:TBS分選系統、煤泥回收系統、刮板機及皮帶運輸機的保護、螺桿式壓風機遠程控制、一、二、四層的除塵器集控、循環水泵系統集控接入等。
控制系統的實現:重介分選系統:將皮帶機頭調整一、二系統原煤量閘板的控制信號接入到集控,通過集控控制的方式調整閘板的開度,及時保證一、二系統的加煤量處于均勻狀態;在沖水槽處安裝沖水計量表,監測到水量低于設定值自動報警并停止皮帶運轉;在集控平臺增加對旋流器壓力值波動較大時進行報警的功能;將合介分流閥進行更換,使用電控調節閥門開度,通過集控中心隨時調整合介分流量,保證重介分選密度的穩定;更換泵出料密度計;中煤脫介篩和矸石脫介篩重新安裝集控系統接入廠集控平臺,使集控能夠有效的控制設備的啟停;對二系統磁選機的集控重新安裝集控系統接入廠集控平臺,使集控能夠控制二系統磁選機的啟停;各生產泵實現集控開停車,可根據需要選擇集控或就地方式。
TBS分選系統:對TBS工作參數調整納入到集控控制,沖水閥門改用電控,通過集控可遠程調整TBS的分選密度、沖水量的大小以及排料閥開度。高頻篩、離心機實現自動化集控平臺控制設備的啟停。將刮板與高頻篩以及TBS的排料閥實現閉鎖,當刮板停止時,高頻篩自動停止運轉,同時TBS排料閥也處于關閉狀態。對高頻篩的出料槽安裝堆煤保護。
3.2 運銷車間
運銷車間改造內容包括:集控中心改造、車皮車號自動識別系統、車皮位置識別系統、軌道衡計量數據采集系統和皮帶保護集控系統等。
控制系統的實現:設備有就地單機控制和集中連鎖控制兩種運行方式。由地銷磅房切換。就地方式用于檢修和調試,使用就地控制箱上的按鈕來控制設(下轉第100頁)(上接第98頁)備的開停。集控方式用于正常生產裝車作業,由磅房的控制臺控制。就地操作人員若發現問題,可按下就地控制箱上的禁起按鈕,終止起車過程。無論在哪種方式下,就地操作人員發現問題,按下急停按鈕,能使所有設備立即停止運行。集控方式下,能選擇流程、煤種、選擇給煤機,起停不同的設備隊列,實現不同方式的起車。
3.3 儲運車間
儲運車間改造內容包括:集控系統改造、空壓機遠程控制改造、自動注油系統、智能照明系統、智能視頻監控采集系統、智能巡檢機器人、智能識別除雜系統、現場開關箱更換及皮帶保護集控系統等。
控制系統的實現:通過PLC控制系統對儲運系統的啟、停車,給煤機的調頻進行集中控制。實現生產過程報警與生產報警視頻聯動;通過平臺APP將運行信息反饋給各級管理人員。
3.4 煤泥水
煤泥水車間改造內容包括:集控系統改造、移動監控管理、循環用水系統、快開壓濾機系統、水倉超聲波液位系統、自動加藥檢測系統設備狀態和物料運行狀態監測系統、配電系統及皮帶保護集控系統等。
控制系統的實現:對現場設備運行情況和工藝流程進行監控,對電機進行軸承溫度、電壓電流大小、振動的參數采集,對刮板進行跳鏈、斷鏈檢測,對皮帶進行跑偏、撕裂、堆煤檢測,對濃縮池、水池、煤泥桶加液位計、料位計和密度計,對泵加流量計,皮帶秤等自動監測監控設備進行PLC集中監控,利用廠工業以太環網將實現數據上傳至數字中心,在生產調度組態畫面中動態顯示實時數據及相應預報警信息及畫面。
3.5 煤質科
煤質科化驗改造實現監測、檢驗、分析等自控設備的遠程狀態及數據管理。實現無紙化數據記錄及數據實時上傳。將分析天平和電腦連接,煤樣前后重量和計算結果電腦自動生成報表。可實現無紙化數據記錄,數據實時上傳至廠集控平臺數據中心。通過改造,實現實驗數據數字化,大幅度減少各項化驗記錄繁多數據量大,職工勞動強度大的問題。
4 結論
本次通過升級改造主洗車間、運銷車間、儲運車間、煤泥水車間、構筑生產自動化網絡平臺,初步建成智能綜合管理平臺,大幅提升自動化、智能化水平。完善生產數據接入系統、完善數據庫建設,實現了生產數據的統一管理分析、生產過程控制、移動終端集控管理、生產精細化管理。本次改造實現了企業管理從傳統方法向自動化和智能方法的飛躍,實現全面、協調、可持續的發展,為智能化廠區的全面建設奠定了堅實而可靠的基礎。
參考文獻:
[1]王碧清,高赟,苗彥平,等.選煤廠智能化管理系統研究[J].技術與創新管理,2018(2):211-214.
[2]郭佐寧,高赟,薛忠新,等.張家峁選煤廠智能化建設架構設計研究[J].煤炭工程,2018,50(2):37-39.
[3]匡亞莉.智能化選煤廠建設的內涵與框架[J].選煤技術, 2018(01):85-91.
[4]馮嬋.選煤廠控制自動化技術分析[J].山東工業技術,2014 (18):49-85.
作者簡介:
吳鵬(1989- ),男,漢族,山西大同人,本科,2019年畢業于太原理工大學采礦工程專業,機電助理工程師。
猜你喜歡
甘肅教育(2021年12期)2021-11-02 06:30:06
裝備制造技術(2021年1期)2021-05-21 07:55:08
福建基礎教育研究(2019年6期)2019-05-28 17:48:32
石油化工自動化(2018年5期)2018-11-14 02:34:18
人大建設(2017年11期)2017-04-20 08:22:46
長春中醫藥大學學報(2017年1期)2017-04-16 05:56:52
學周刊(2016年23期)2016-09-08 08:56:58
新疆醫科大學學報(2015年10期)2015-12-26 12:33:32
衛生職業教育(2014年20期)2014-05-16 03:17:38
中國工程咨詢(2012年12期)2012-02-13 02:46:38