減少VE風送裝置對煙絲質量的影響
2020-07-31 09:40:16宋衛校郭軍俠
中國電氣工程學報 2020年3期
宋衛校 郭軍俠
摘要:在卷煙的卷接生產過程中,VE供絲設備通過負壓吸絲管道將煙絲吸入風送裝置進行裝料,風送裝置的裝料操作應當最大限度地利用風送裝制的容量,同時又不擠壓煙絲。
關鍵詞:VE風送裝置、煙絲質量、整絲率、碎絲率、接近開關、
前言: ?ZJ17卷煙機組是卷煙生產的高速煙支卷接設備,煙絲作為卷煙卷接生產的主要原料,通過負壓風送管道,由貯絲設備及相關供絲設備吸入ZJ17卷煙機組VE供絲機的風送裝置,用篩網把煙絲和負壓空氣分開,負壓管道上裝有截斷閥,打開時即可向風送裝置裝料。當料裝滿時觸發料位滿檢測接近開關,風送管道上控制閥門關閉,停止裝料。
調查分析
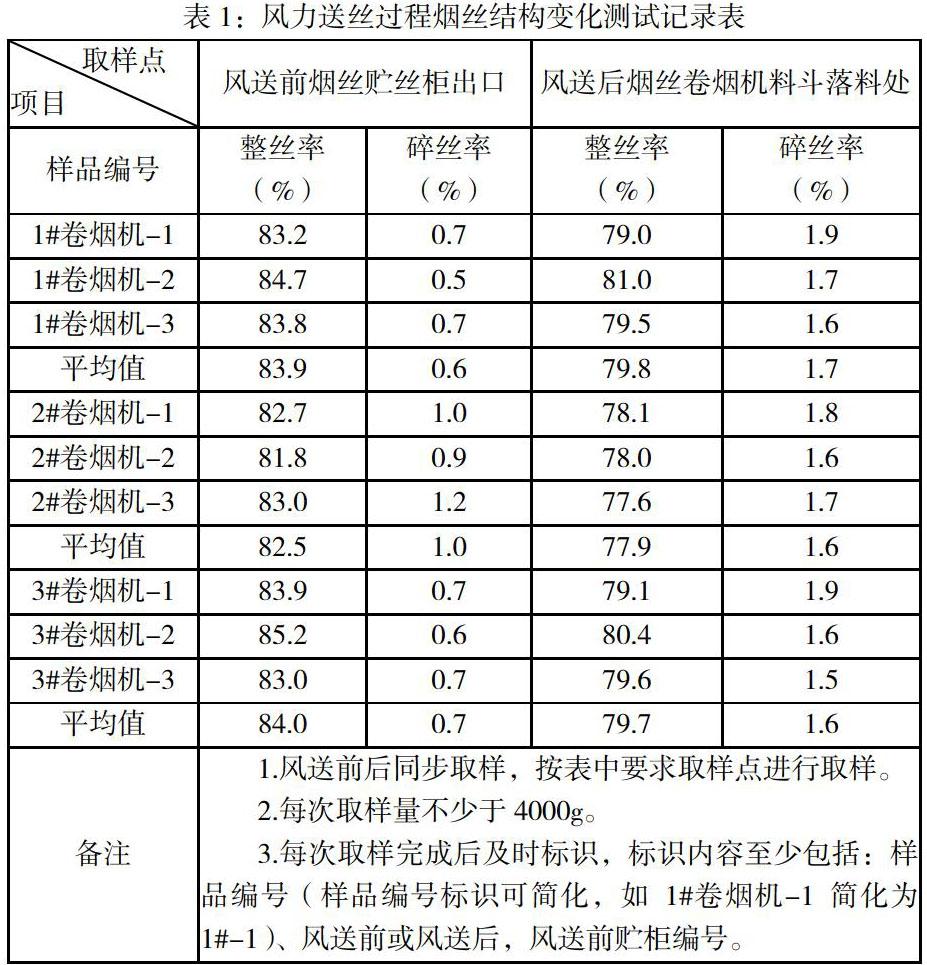
工藝質量部門在對VE供絲機煙絲貯料區中的煙絲進行檢測后,通過和制絲車間貯絲柜中的煙絲質量檢測對比,整絲率和碎絲率統計結果如下表:
通過上表得出整絲率下降平均值為4.3%,碎絲率增大平均值為0.9%為了降低VE供絲機煙絲貯料區煙絲的碎絲率,提高整絲率,通過分析認為,從風送裝置入手來展開調查分析:
1. VE卷煙煙絲成型機的煙絲供給是通過負壓風力管道將煙絲從儲絲柜吸取輸送到VE設備的,那么在煙絲輸送過程中,風送管道的負壓風速的大小會影響煙絲的結構。
2. 風送裝置煙絲料位的過滿,會造成煙絲的過度擠壓也有可能影響煙絲結構。風送裝置料位滿的檢測裝置是一個固定在煙絲腔玻璃板上的接近開關,當檢測到煙絲料位滿時,接近開關將觸發信號傳送給PLC程序中,PLC經過程序處理后將信號傳送到風送管道上的裝料控制機構的電磁閥,關閉閥門,停止裝料。
改進措施
1、調整優化風送裝置裝料負壓吸絲管道風速,負壓管道風速不能過小,如果過小,風速管道吸絲過程中易發生供絲不足或管道堵塞,引發設備運行停機故障,并且管道堵塞故障處理過程比較麻煩,費時費力。因此風送管道負壓風速要根據實際,比如管道的直徑、管道的長度、管道管路方向的變化等都會影響到吸絲的工作狀況。調整到最佳風速,既要煙絲供絲充足,又要不能易發生管道堵塞,通過反復的風速調整測試,調整到最佳風速被固定下來,吸絲管道速度為20m/s上下,回絲管道速度為14m/s上下,這些數值在VE機身上可以顯示出來,調整好的負壓風速一般不會變動。
2、調整風送裝置煙絲料位檢測接近開關的靈敏度,在裝料過程中,當煙絲料位到達接近開關時,接近開關應能立即檢測到煙絲,這時接近開關上的觸發信號指示燈亮,將煙絲滿觸發信號傳送到PLC系統,經過處理后的控制信號再被傳送到風送管道上的截止閥控制機構,電磁閥得電,關閉閥門,停止供絲。
3、調整好風送裝置料位檢測接近開關的靈敏度后接下來就是調整接近開關的位置,接近開關的出廠有三個不同的位置,先后調整三個位置,并進行循環多次煙絲裝料,同時經過相應次數的煙絲碎絲率的檢測,比對結果后,發現當接近開關處在中間位置時,煙絲碎絲率為最佳結果。
結果分析
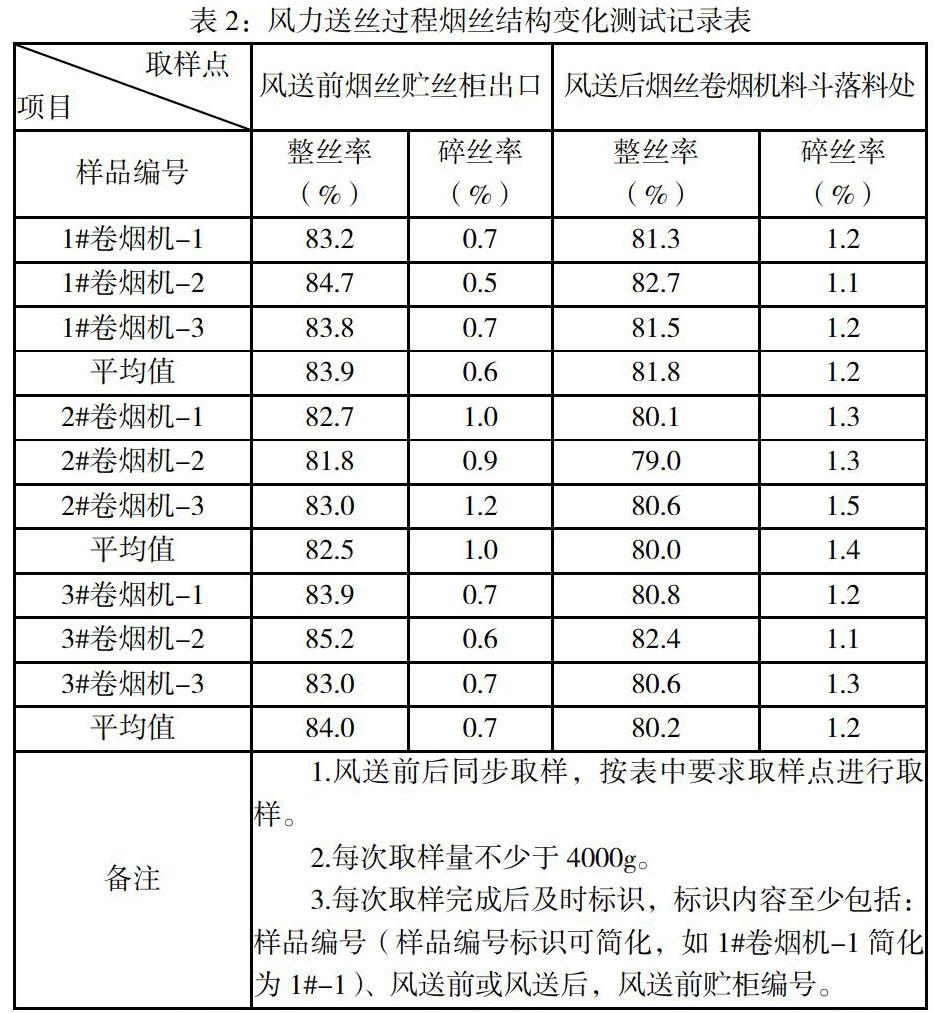
通過措施實施后,對煙絲的結構變化再次進行檢驗測試結果如表2
通過上表計算得出整絲率下降平均值為2.8%,碎絲率增大平均值為0.5%。
由此可以得出,通過措施實施后,整絲率平均值提升了1.5%,碎絲率平均值減少了0.4%,優化風送管道風速,有效改變了煙絲在風送裝置煙絲腔內的過度擠壓,同時滿足風送管道不發生堵塞現象。調整煙絲腔煙絲滿接近開關的位置,既最大限度地利用風送裝置煙絲腔的容量,同時也防止過度擠壓煙絲而造成煙絲整絲率的下降和碎絲率的增大,有效降低了卷煙生產過程中VE供絲結構風送裝置對煙絲結構造成更大的傷害,減少了VE風送裝置對煙絲質量的影響,達到了本次項目改進的目的。
參考文獻
[1] 國家煙草專賣局.卷煙工藝規范[M].北京中央文獻出版社,2009.
[2] 賈會志,白瑞民ZJ17卷接機組培訓教材—電氣維修 鄭州:河南人民出版社,2010.3.
[3] ZJ17卷接機組操作手冊,常德煙草機械有限責任公司.