180 汽缸蓋鑄造工藝設計
2020-08-02 09:14:48呂宇靖王哲夫錢寅通
中國鑄造裝備與技術 2020年4期
關鍵詞:工藝
呂宇靖,王哲夫,錢寅通,時 光
(中國中車集團大連機車車輛有限公司,遼寧大連 116000)
180 汽缸蓋是國內某主力戰艦動力系統的核心部件,主要作用為定時地開啟和關閉汽缸的進、排氣門,以保證新鮮可燃混合氣和空氣得以及時進入汽缸并把燃燒后生成的廢氣及時排出汽缸,因此產品結構復雜,使用環境惡劣,對鑄件材質和尺寸精度要求很高。180 汽缸蓋尤其對于氣閥座要求很高,我車間在以往生產同類產品時,高壓面氣閥座處只需給出加工量,加工后鑲缸套使用即可,而180 汽缸蓋則要求氣閥座處加工后直接使用,不鑲缸套,這對氣閥座處的縮松缺陷控制及材料的致密性提出了很高的要求,既要能保證強度,滿足其正常使用過程中的磨損,又要保證后續加工的可行性,防止鑄件出現白口組織,影響使用性能。本文旨在通過對汽缸蓋結構分析、模型結構設計、鑄造及熔煉工藝措施方面進行論述,使鑄件達到使用要求。
1 180 汽缸蓋結構特征和技術要求分析
1.1 結構特點
180 汽缸蓋是一個由平面和孔系組成的復雜箱體類鑄件,結構緊湊,內部布置進、排氣道、冷卻水腔、滑油腔、貫穿螺孔(8 個)、噴油器孔等(圖1、2 所示)。水腔內部結構復雜,筋板多且薄,并將水腔整體分割成6 個區域,每個區域間僅靠厚度為8mm 筋板相連接,同時尺寸精度和車間以往生產的同類鑄件相比較也是非常嚴格,主要壁厚尺寸公差都只有-0.5mm、+1.0mm。此外缸蓋加工后的檢驗標準及其嚴格,不僅水腔、油道要經過水試,而且各個部位要進行氣試,保證鑄件不能有漏水、滲水現象,這些都對缸蓋的強度及材料的致密度提出更高的要求。所以要想保證鑄件質量達到使用要求,不僅要提高外觀質量,更重要的是保證內在質量,才能生產出優質的鑄件。
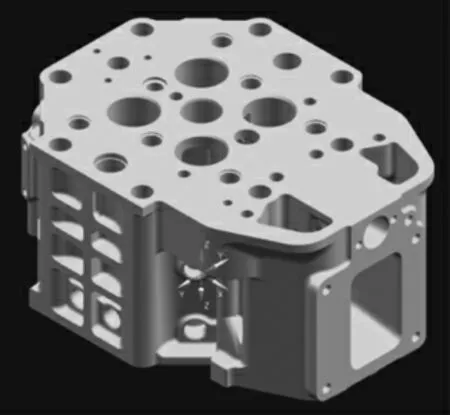
圖1 180 缸蓋外形圖
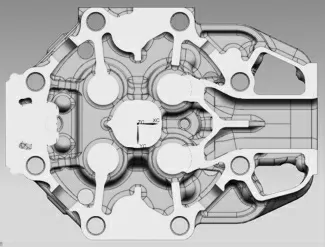
圖2 缸蓋內部結構圖
1.2 主要參數:
缸蓋外形尺寸:460mm×344mm×215mm;
重量:凈重105kg,毛重:120kg。
1.3 缸蓋的技術要求
180 汽缸蓋技術要求可以歸納為三個方面。
(1)外觀及尺寸精度:鑄件非加工面粗糙度要求為Ra12.5~50μm,冷卻水腔內不允許有>1mm的金屬氧化物,并采用“石灰乳法”或“紅色滲透劑法”檢驗表面裂紋等缺陷。鑄件主要壁厚及公差要求為一般尺寸公差要求為DIN1686-GTB15級。
(2)內在質量:鑄件內部不允許有縮松、夾渣、氣孔等鑄造缺陷,并進行強度和密封性試驗,水腔和滑油腔液體試驗壓力為0.6MPa 和0.8MPa,歷時15min;水腔、進排氣道、燃油腔、減壓腔和啟動腔在溫度60~80℃的水中進行空氣壓力試驗,試驗壓力為0.1MPa,歷時5min。
(3)材質及機械性能要求見表1,檢測位置見圖3。
本體硬度在缸蓋氣門座之間進行,檢查率100%,每100 個缸蓋解剖1 件,檢驗本體機械性能和金相組織。
2 鑄造工藝設計
2.1 分型面的選擇
鑄造分型面是指鑄型組元間的接合面,分型面的選取應遵從以下原則。
(1)盡可能將鑄件的全部或大部分放置在同一箱內,以減少因錯型造成的尺寸偏差;(2)應盡量把鑄件的加工定位面和主要加工面放在同一箱內,以減少加工定位的尺寸偏差;(3)應減少砂芯的數量;(4)為方便起模,分型面應選在鑄件的最大截面處。
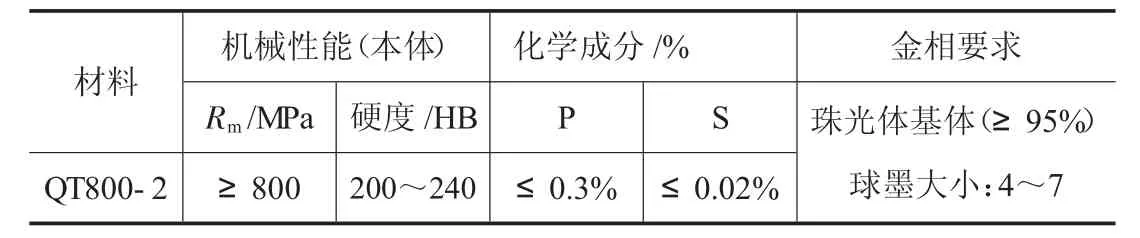
表1 缸蓋材質及機械性能表

圖3 硬度檢測要求
通過上文對180 汽缸蓋鑄件結構的分析可知,鑄件整體為箱型結構,主要加工平面有燃燒室面、低壓面及進排氣道的密封面,內部還要進行如噴油器孔、螺栓孔、檢爆閥孔等多個孔系的加工,且尺寸公差等級要求很高。因此為保證鑄件尺寸精度,分型面的選擇應將鑄件全部放置到下箱中,而且由于燃燒室面受沖擊較大,特將燃燒室面朝下,上箱放置出氣冒口或冒口。
2.2 澆注系統的設定
2.2.1 澆注系統的方式選擇
澆注系統設計應充分考慮到金屬液的引流平穩、流動方向和速度的可控、具有擋渣能力、調節鑄型腔內的溫度分布有利于強度鑄件補縮等因素。180 汽缸蓋型腔內部結構復雜,主要壁厚為6mm,材質為QT800-2,鐵水流動性較差,因此采用半封閉式澆注系統,既能夠保證鐵水可以較為平穩的充型,也具有一定的擋渣能力,且由于分型面的選取方式將鑄件全部放置在下箱中,內部砂芯眾多,尤其以水腔砂芯結構最為復雜,因此內澆道的引入位置不能直接沖擊砂芯,以免造成砂芯破損導致鑄件缺陷;同時上下水腔砂芯在鐵水澆注過程中,完全包裹在鐵水中,砂芯的排氣全部依賴于芯頭處的工藝孔,因此對于澆注系統的引入應充分考慮砂芯排氣的問題。綜上所述,澆注系統采用半封閉底返式。
2.2.2 澆注系統的尺寸設計
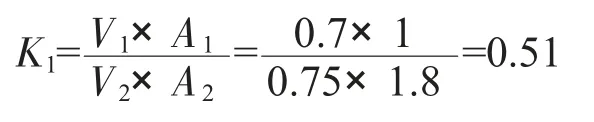
(1)選取澆注截面比為1:1.8:1.2,取V1=0.7,V2=0.75,V3=0.7,直澆道有效高度H=300+120=420(mm)[1];
計算K1,K2;
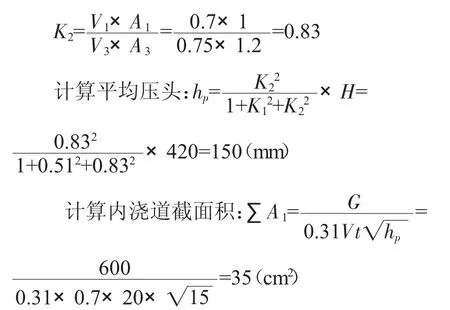
(2)確定澆注系統截面積
內澆道:?30 單位陶管3 道;
橫澆道:60cm2;
直澆道:?60 單位陶管。
2.3 冒口與冷鐵設計
2.3.1 冒口設計
冒口設計原理基于鑄件的均衡凝固理論,即遵循球墨鑄鐵件可以充分利用其液態收縮和石墨化膨脹疊加的自補縮和澆冒口的外補縮來獲得合格鑄件原則。鑄件經冷卻模擬分析,內部缺陷主要集中在噴油器孔、檢爆閥及啟動閥三處,其中噴油器孔屬于獨立結構不與水腔相連,鑄出后噴油器外壁與油管孔及上、下水腔隔壁相交形成熱節導致縮松,縮松位置為水腔砂芯所分割,無法有效激冷或補縮,經過分析后決定將噴油器孔鑄死,并設置一個補縮冒口,其余熱節處各設置一個保溫冒口即可,如圖4 所示。
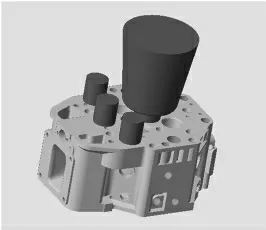
圖4 冒口放置
2.3.2 冷鐵設計
180 汽缸蓋爆發面厚度為25mm,閥座處熱節圓?25mm,結合車間以往生產其他種類汽缸蓋產品經驗,外冷鐵厚度可按照B=(0.8~1.2)T 選取,T=16~24mm,考慮到爆發面要求晶粒細化,硬度要求高,因此選取冷鐵厚度為20mm,冷鐵布置如圖5 所示。
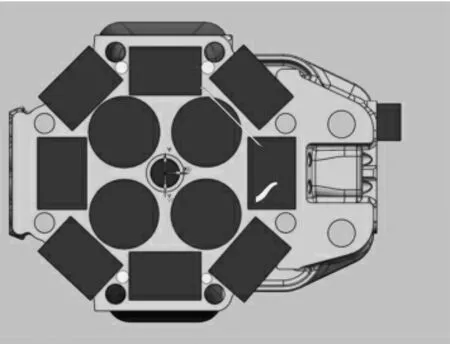
圖5 冷鐵放置
2.4 鑄造工藝參數的確定
工藝參數的選定對保證鑄件尺寸、質量、提高生產率和節省原材料都具有很大的作用。選擇時,一般都根據現場具體情況靈活應用。
2.4.1 鑄件縮尺的確定
180 汽缸蓋屬于復雜箱體類鑄件,內部砂芯眾多,在凝固過程中阻礙金屬收縮,根據我公司生產同類產品的經驗,縮尺選擇8‰。
2.4.2 工藝補正量
技術條件中規定主要壁厚公差+1/-0.5mm,考慮在澆注過程中存在砂芯上浮及砂芯表面氣模的影響,模具壁厚按照上公差,此外根據經驗,單側涂料層厚度約0.5~0.75mm,考慮以上因素,模具壁厚定為7.75mm(圖紙尺寸6mm)。
2.4.3 機械加工余量
根據GB/T 6414-1999 及實際經驗選擇加工余量如下:低壓面8mm;高壓面5mm;水腔工藝孔3mm;油管孔3mm。
2.5 造型方法的選擇
由于分型面的選擇,鑄件整體被放置在下箱中,因此需采用從下至上的疊芯方式進行吊芯。鑄件內部設有水腔、氣道等結構,其中尤其以水腔砂芯結構最為復雜,各個獨立區域僅靠8mm 厚筋板相連,且水腔與氣道間壁厚尺寸精度要求很高,這對于砂芯的強度及排氣都提出了很高的要求。按照以往生產模式,若采用手工陶粒砂制芯,一則在制芯時,由于水腔砂芯筋板壁厚較薄,放置芯鐵后舂砂會導致芯鐵位置偏移,最終漏出砂芯表面而導致后續會出現粘砂缺陷;二則手工制芯無法控制砂芯尺寸的精確度,從而對于180 汽缸蓋尺寸精度的可控性無法提供保障;三則陶粒砂的硬化速度受環境溫度影響較大,冬季生產時,硬化速度慢,批量生產會影響進度。而覆膜砂具有強度高、發氣量低、潰散性好等特點,適合制作復雜薄壁的砂芯,而且使用覆膜砂熱芯盒射芯,不受環境影響,在保證砂芯質量的同時提高生產效率。因此,綜上所述,砂芯采用覆膜砂熱芯盒射芯,而外型整體為長方體結構,造型時無特殊難點,故采用呋喃樹脂砂造型。
3 熔煉工藝設計
3.1 化學成分的選定
3.1.1 基本元素的選定
(1)碳和硅
由于球狀石墨對基體的削弱作用很小,故球墨鑄鐵中石墨數量多少,對力學性能的影響不顯著,在確定球墨鑄鐵的碳硅含量時,主要從保證鑄造性能考慮,當碳當量過低時,鑄件易產生縮松和裂紋;碳當量過高時,易產生石墨漂浮,使鑄鐵中的夾雜物數量增多,降低鑄鐵性能。因此,在選擇碳硅含量時,應按照高碳低硅的原則,由于180 汽缸蓋材質要求為珠光體球墨鑄鐵,特選擇碳含量3.6%~3.8%,硅含量為1.5%~1.6%。
(2)錳
錳元素在鑄鐵中可以強化鐵素體和穩定珠光體的同時,還能減小硫的危害作用,但錳有正偏析傾向,可能富集于共晶團晶界處,促使形成晶間碳化物,降低球墨鑄鐵的韌性。因此,對于材質為珠光體球墨鑄鐵的180 汽缸蓋而言,需將錳含量控制在0.6%~0.8%之間。
(3)磷
磷在球墨鑄鐵中有嚴重的偏析傾向,易在晶界處形成磷共晶,嚴重降低球墨鑄鐵的韌性,同時磷還增大球墨鑄鐵的縮松傾向,易造成縮松缺陷。因此應將磷含量控制在0.3%以內。
(4)硫
球墨鑄鐵中的硫與球化元素有很強的化合能力,生成硫化物或硫氧化物,不僅消耗球化劑,造成球化不穩定,而且還使夾雜物數量增多,導致鑄件產生缺陷,此外還會使球化衰退速度加快,故在球化處理前應對原鐵液的含硫量加以控制,保證硫含量在0.02%以內[2]。
3.1.2 合金元素
(1)鉬
由于180 汽缸蓋抗拉強度要求高,鐵液中加入少許鉬可以提高球墨鑄鐵強度,但鉬含量過高時,在鑄鐵結晶過程中,會導致共晶團內有較大的正偏析傾向,容易促進共晶團邊界形成富鉬的四元磷共晶或鉬的碳化物等脆性相,影響鑄件整體強度,故將鉬的含量選定為0.1%~0.2%。
(2)鉻
鉻用于珠光體球墨鑄鐵中,可起到穩定珠光體及強化力學性能的作用,但同時加入量過多會易形成鐵鉻碳化物,故將加入量定為0.2%~0.3%。
(3)鎳
鎳具有穩定珠光體的作用,同時鎳作為合金元素的優點是其在共晶團內部分布比較均勻,不會因偏析而使共晶團邊界脆化,但鎳為比較貴重的金屬,故加入量分別為0.4%~0.5%。
綜上所述,鐵水化學成分控制范圍詳見表2。
3.2 球化處理
3.2.1 球化劑的選擇
國內生鐵一般均含有球化干擾元素,在鎂系球化劑中需要含有一定量的稀土元素來中和這些元素。國內最常用的球化劑是稀土鎂硅鐵合金。現選用牌號為FeSiMg7RE1 的稀土鎂硅鐵作球化劑。

表2 缸蓋鐵水化學成分要求
3.2.2 球化處理工藝
采用沖入法進行球化處理,首先將球化劑裝入堤壩一側,上面覆蓋硅鐵合金,稍加緊實,然后再覆蓋無銹鐵屑等覆蓋劑。鐵液溫度過高時蓋鋼板。處理時,應盡可能地將鐵液一次沖入鐵液包的另一側,一般先注入鐵液總量的2/3 或3/4,等反應基本結束后,再補加余量鐵液,然后將渣扒除。
3.3 孕育處理
180 汽缸蓋共進行兩次孕育,一次孕育采用包內孕育,在采用沖入法球化時,把孕育劑全部蓋在澆包的球化劑之上,待沖入鐵液進行球化處理時,同時發生孕育作用;二次孕育采用隨流孕育,在鐵水向水口箱澆注過程中,將孕育劑通過手持容器均勻的隨著鐵水流入水口箱內進行孕育處理。
4 模擬結果分析
按照上文所述的工藝對鑄件進行計算機凝固模擬,結果如下圖所示。
由充型分析結果可見,充型過程中液面平穩上升,無紊流、飛濺現象,可以有效避免卷氣與二次渣的形成,內水口位置避開砂芯,充型過程不會對砂芯產生嚴重的沖刷作用。
由凝固分析結果可見,冒口與冷鐵使用,使鑄件主要熱節區域形成局部的順序凝固,完成補縮。
5 試驗驗證
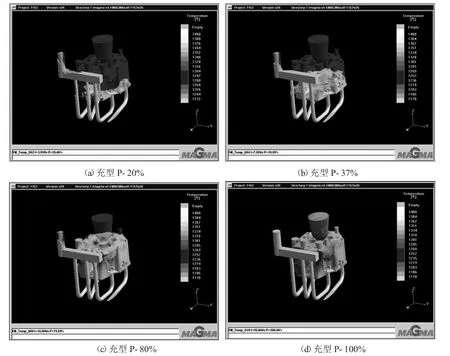
圖6 充型過程模擬
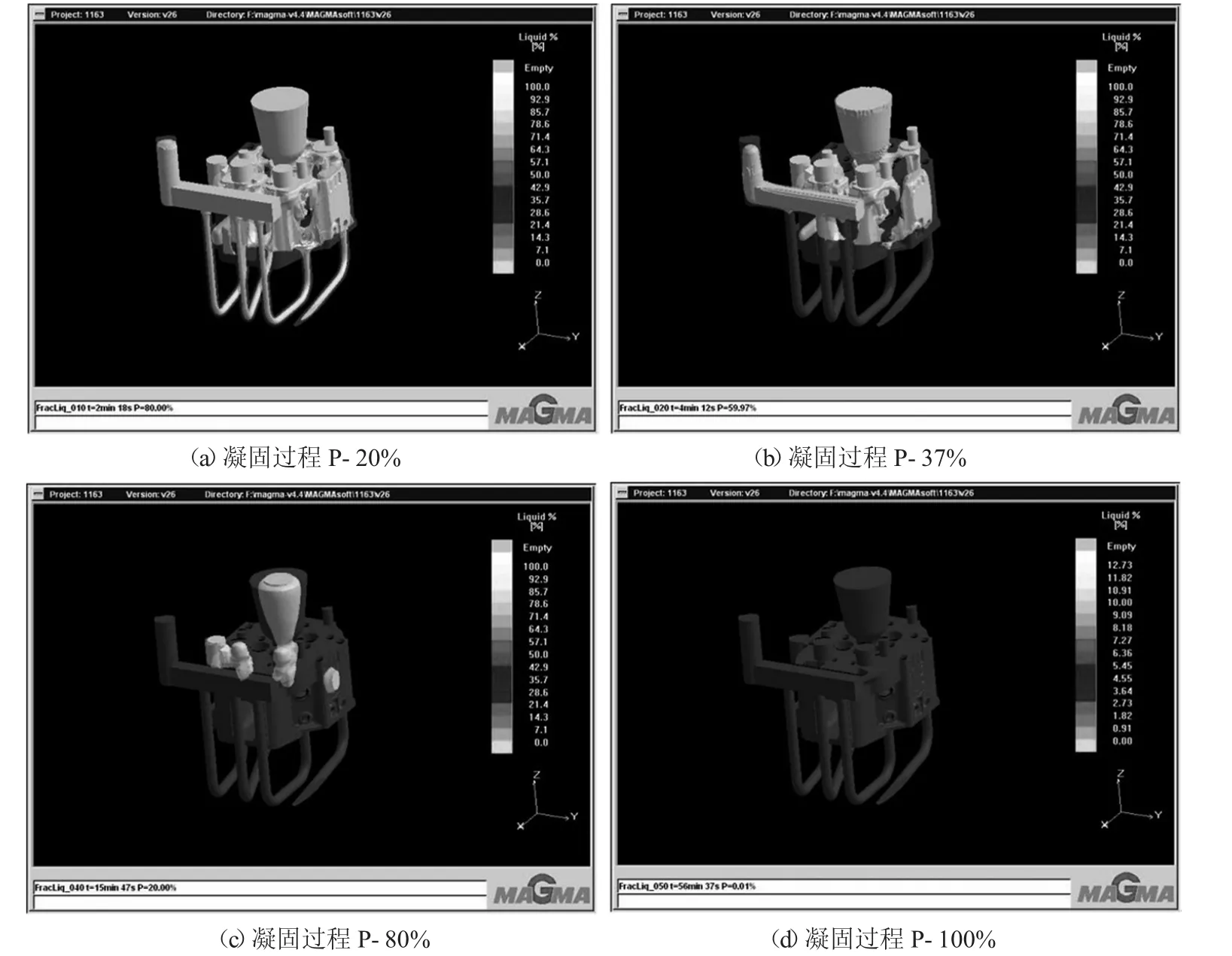
圖7 凝固過程模擬
根據模擬結果,按照設計的鑄造工藝進行鑄件的實際生產驗證,實際生產出的鑄件在經過超聲波探傷檢驗后,沒有發現超標的縮松、縮孔缺陷,鑄件經過解剖著色探傷后顯示內部組織致密,檢測結果證明了該鑄造工藝方案的合理性和可行性。
6 結論

圖8 缸蓋解剖滲透探傷
(1)通過系統研究180 汽缸蓋的鑄造工藝、工裝,采用MAGMA 軟件進行模擬分析,制定最佳的鑄造工藝;通過熔煉工藝試驗,確定最佳的熔煉工藝,完成了180 汽缸蓋工藝制定及生產試制。
(2)解決了合金鑄鐵材質性能、金相組織、鑄件密封性試驗等關鍵技術,達成預期目標。
(3)該試制180 汽缸蓋的完成,實現了操作工藝可控,檢驗控制有效。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
