數字圖像相關方法中數字散斑場的制作與應用研究
2020-08-05 11:43:48錢偉,蔣明
液晶與顯示 2020年8期
關鍵詞:實驗
錢 偉, 蔣 明
(1.蘇州科技大學 數理學院,江蘇 蘇州 215009;2.蘇州科技大學 土木學院,江蘇 蘇州 215009)
1 引 言
數字圖像相關(Digital image correlation, DIC)測量技術是通過試件表面的圖案或者紋理變化獲得其位移和應變等信息。DIC實驗需要在試樣的表面生成具有隨機灰度分布的散斑圖案,即散斑場,在不影響試件本身力學行為的基礎上散斑場能夠隨著試件表面的變形而產生相應的變化。散斑場通常采用人工噴漆方法進行制備,由于不同的人噴涂的手法和周圍環境的不同,從而導致噴漆散斑質量參差不齊。
在DIC高溫環境的測量中,許多學者對相關問題進行了系統的研究和探索。時金娜[1]等人在混凝土表面噴涂油漆,利用DIC技術,對經歷20,200,400,600 ℃后的混凝土在單軸受壓過程中的全場位移進行采集,分析了混凝土在不同溫度下、不同受力階段應變云圖的變化特征和變形參數的變化規律;吳大方[2]等人將白色的Al2O3陶瓷板表面制備成黑色,之后將白色的Al2O3粉末加入高溫陶瓷粘接劑中攪拌均勻,通過濺射方式制備出散斑場,實現了1 200 ℃高溫氧化環境下部件受熱前表面的應變測量;胡悅[3]等人利用不同顏色的高溫漆制斑,在不同的溫度節點外加不同光源及相應的濾波片,采集并觀察圖像是否具有良好的對比度,實驗結果表明:采用紫外光照明可以實現DIC在高溫環境下的測量,同時利用黑色或者藍色散斑直接噴涂在試件上有著最佳的對比度。這些采用高溫粘接劑和高溫油漆等方法制作的散斑場,不僅成本高,散斑場質量不穩定,且耐受溫度有限;張平等人[4]利用激光打標的方法在PBT材料上標刻了不同的圖案,并且在750 ℃的高溫下標刻圖案的質量均表現為優,說明了激光打標圖案能夠適應高溫環境。
運用軟件制作的數字散斑場(Digital Speckle Patterns, DSPs)能夠有效解決制斑差異大、質量不穩定等問題。采用光纖激光打標技術進行數字散斑場的轉移。將數字散斑場運用于高溫焊接實驗,在焊接的瞬間,試件表面溫度迅速升高,散斑隨著試件一起變形,且散斑場質量穩定,沒有出現高溫融化現象。
2 數字散斑場的制作及轉移
2.1 數字散斑場的制作
DIC通過識別附著在物體表面隨機分布的散斑來獲取物體的變形信息,達到測量全場變形的目的。因此,散斑作為變形信息的載體,其質量直接影響到DIC的變形測量精度和效率。
一般來說,形成散斑場的散斑點形狀可以是任意的,如三角形、正方形、多邊形和圓,但是考慮到散斑的各向同性,選擇的散斑點的形狀為圓形,采用圓點設計散斑場主要考慮3個要素:占空比ρ(一幅散斑場中散斑點的面積與整幅圖像面積的比值)、散斑直徑d和隨機度r[5-10]。本文設計的散斑場的散斑直徑相同,通過控制散斑點隨機出現的范圍來控制數字散斑場的隨機度。如圖1,在白色背景上規則地放置固定直徑的黑色圓點,形成規則分布的散斑點陣列(圖1(a));將該散斑點陣列中的第i個點添加一個隨機的擾動,使得該點在指定范圍內并且只能在該范圍內移動,如圖1(a)中的紅色方框;遍歷所有散斑點,就可以得到隨機分布的數字散斑場(圖1(b))。

圖1 軟件生成的散斑場Fig.1 Software generated DSPs
數字散斑場是通過控制斑點數量、圓心坐標和圓的半徑來設計制作。數字散斑場由下面4個公式生成:
(1)
(2)
(3)
n=ρA/(0.25·πd2),
(4)

2.2 數字散斑場的轉移

圖2 光纖激光打標機Fig.2 Fiber optic laser marking machine
目前常用的散斑場轉移方法(如水轉印[11]、絲網印刷等)制作出的散斑場不能滿足超高溫環境的測量需求。采用光纖激光打標機轉移散斑場,選擇的光纖激光打標機的激光波長為1 064 nm,功率為100 W,標刻深度為0.01~1.6 mm,重復定位精度為±0.002 mm,圖2為實驗中用到的光纖激光打標機的裝置圖。激光打標機轉移散斑場是通過高能量密度的激光燒蝕試件表面,在試件表面形成圖案,并且不改變試件的原有材質。為了不改變試件的力學性質,在標刻時選擇的標刻深度為0.01 mm,遠小于試件的厚度2 mm,所以將散斑場標刻在試件表面不會改變試件本身的力學性質,耐受溫度與試件一致。圖3為標刻完成的散斑場。
圖3 轉移的散斑場圖Fig.3 Enlarged image of transferred DSPs
3 數字散斑場精度分析
3.1 數字散斑場打印精度分析
激光打標技術轉移數字散斑場就是將制作好的散斑圖導入打標軟件中,然后調整好激光的功率和標刻的視場,通過激光燒蝕試件表面,獲得散斑場。激光打標技術理論的最小打標點為原點,但是在實際應用中,由于溫度和周圍環境的影響,可能會對散斑的大小和形狀造成影響。激光打標的精度可以從散斑的圓度和面積比兩個方面來進行分析。
3.1.1 圓度
圓度體現了散斑點的再現狀態,也體現了散斑點的保真度,圓度的表示公式如下所示:
(5)
式中,A為散斑點面積,P為散斑點周長。當散斑點的圓度為1時,散斑點處于理想狀態。散斑點圓度越接近于1,其毛細現象、羽化現象、滲透現象就越少,圖像質量就越高。首先通過Matlab軟件讀入拍攝的散斑圖(圖3)并進行二值化處理,將灰度值高于閾值大小的變為1,低于閾值大小的變為0,求解所有散斑點的周長和面積并求取圓度值,然后求出圓度的平均值。
導入的散斑場中共有1 845個散斑點,軟件識別到1 789個散斑點,識別率為96.96%,通過分析得到制作的散斑圖的平均圓度為0.978 2。
3.1.2 面積比
在實際應用中,散斑點的打印面積由激光打標機的精度決定,散斑點的指定面積是指一個方形像素在實際打印中的理論面積,它的邊長為分辨率的倒數。散斑點的理想面積指的是像素矩形外接圓的面積。散斑點的面積比如式(6)所示:


(6)
選取上述散斑圖,統計二值化之后散斑圖的所有白色點的面積,求取白色面積和整幅圖像面積的比值。最后分析得到黑色部分面積/全部面積=0.526 7,面積比=0.5/0.626 7=0.949 3。
通過圓度和面積比的分析,激光打標方法轉移數字散斑場的精度高,滿足實驗要求,而且轉移方法安全環保。
3.2 平均灰度梯度法
根據潘兵[12]等人的理論與實驗研究,平均灰度梯度可以有效評價一副散斑圖的質量,而且平均灰度梯度越大,散斑圖的質量越高,該參數的定義如下:
(7)

首先對采集到的散斑圖進行亞像素平移,每一幅散斑圖連續精確平移20次,相鄰兩幅散斑圖之間的平移量為0.05個像素,最大平移量為1個像素。圖4為不同的散斑圖以及相對應的平均灰度梯度曲線,其中圖4(a)選用的是激光打標在試件上的散斑圖,圖中的激光打標散斑場的散斑直徑為0.3 mm,占空比為0.5,隨機度為0.35。圖4(b)選取的是平時實驗中質量較好的一張噴漆散斑圖。表1為不同散斑進行數值模擬之后的平均灰度梯度值。由表格數據和平均灰度曲線圖可以看出,在相同的計算模板下數字散斑場的質量高于噴漆散斑。
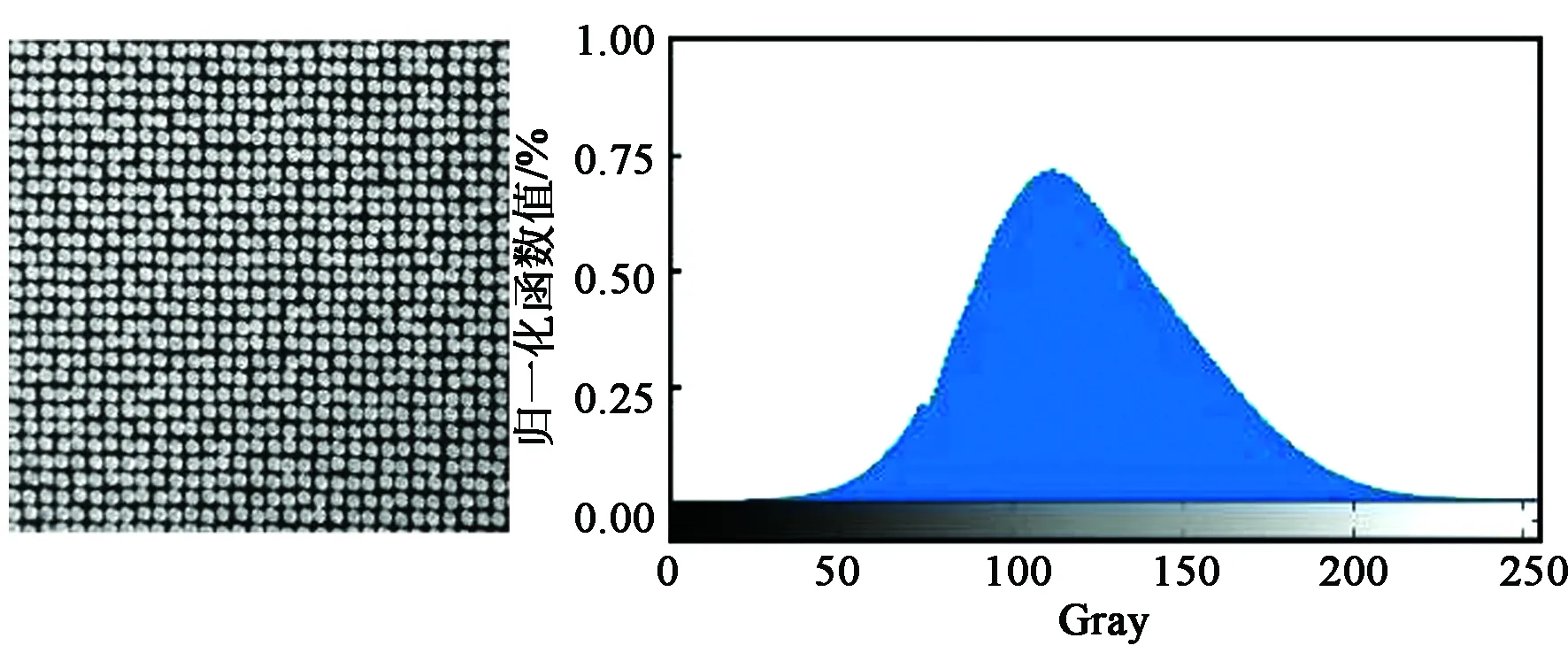
(a)激光打標散斑圖及相對應的平均灰度梯度曲線(a)Laser marking speckle patterns and the corresponding average gray gradient curve

(b)人工散斑圖及相對應的平均灰度梯度曲線(b)Speckle patterns drawn by spray painting and the corresponding average gray gradient curve圖4 不同散斑圖以及對應的平均灰度梯度曲線Fig.4 Different speckle patterns and corresponding average gray gradient curves
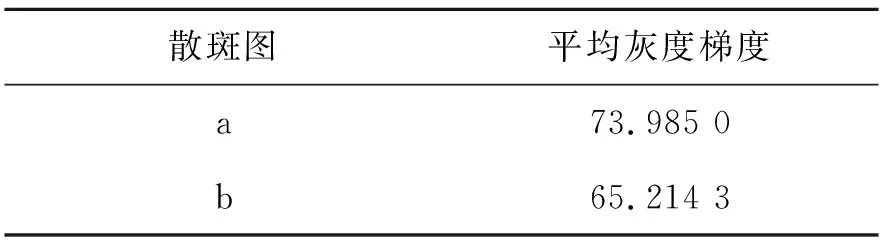
表1 兩幅不同散斑圖的平均灰度梯度Tab.1 Average gray gradient of two different DSPs
4 數字散斑的可靠性實驗
4.1 拉伸實驗

圖5 試件實際尺寸Fig.5 Actual size of test piece
拉伸實驗選擇的試件為6061T6鋁板,尺寸如圖5所示,設計板厚2 mm。數字散斑場散斑物理直徑為0.3 mm,隨機度為0.35,占空比為0.5。實驗采用3種散斑場形式:①試件全部是激光打標的數字散斑場;②試件一半采用激光打標數字散斑場,一半采用人工噴涂散斑場;③試件全部為人工噴涂散斑場,具體散斑場如圖6所示。

(a)激光打標散斑圖(a) Laser marking DSPs

(b)一半激光打標,一半噴漆散斑圖。(b) Half laser marking, half spray paint speckle patterns.
(c) 噴漆散斑圖(c) Spray paint speckle patterns圖6 試件及表面散斑制備Fig.6 Specimen and surface speckle preparation
圖7為實驗環境圖,實驗設備主要包括拉伸實驗機、ARAMIS數字圖像相關系統、兩個工業CCD(2 048 pixels×2 048 pixels)、兩個50 mm鏡頭等。實驗中先將兩個相機進行雙目立體視覺標定[14],然后采用PCIE8620數據采集卡同步控制實驗機力傳感器,實現CCD圖像與力值數據的同步采集[15]。加載方案參照《GB/T228.1-2010金屬材料拉伸實驗第一部分:室溫實驗方法》,拉伸時控制應變速率εe=0.00 025/s。CCD的采樣頻率為1幀/s,每采集一組圖像記為一個stage,記錄的第一組圖像記為stage 0,每個stage對應一個力值數據[16-17]。記錄的荷載時間曲線見圖8。開始拉伸的同時進行散斑圖的采集,當試件被拉斷之后,結束圖像采集。拉斷之后的斷裂處的局部放大圖像如圖9所示。可以看到,斷裂的過成中激光打標的數字散斑場隨著試件一起變形,由原來的圓形變成了橢圓形,而在噴漆的試件的斷口處出現了噴漆散斑局部剝落以及變模糊的現象。后處理的相關計算由德國GOM公司的3D DIC商業軟件ARAMIS完成。

圖7 實驗環境Fig.7 Lab environment
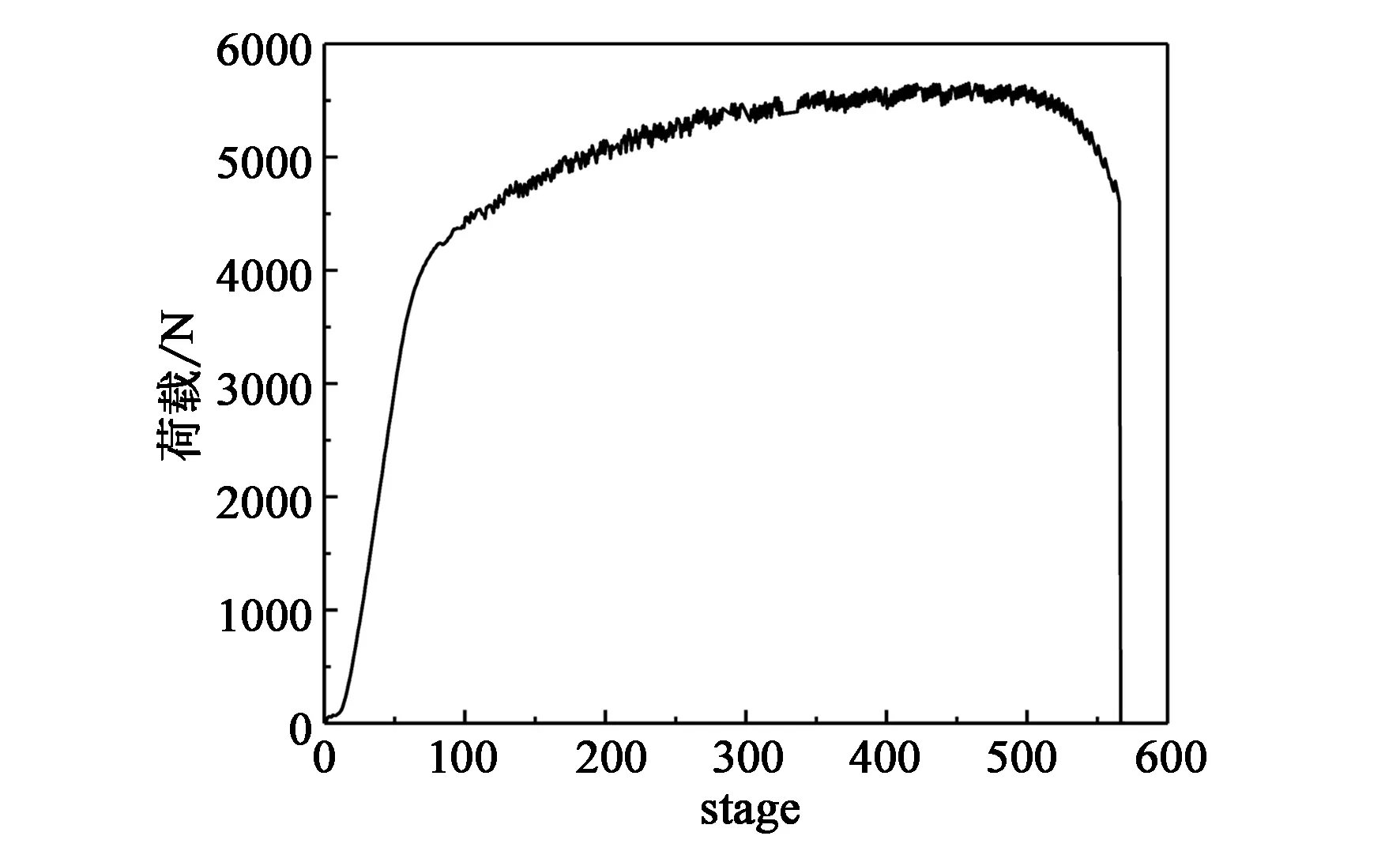
圖8 荷載時間(stage)曲線Fig.8 Load time (stage) curve
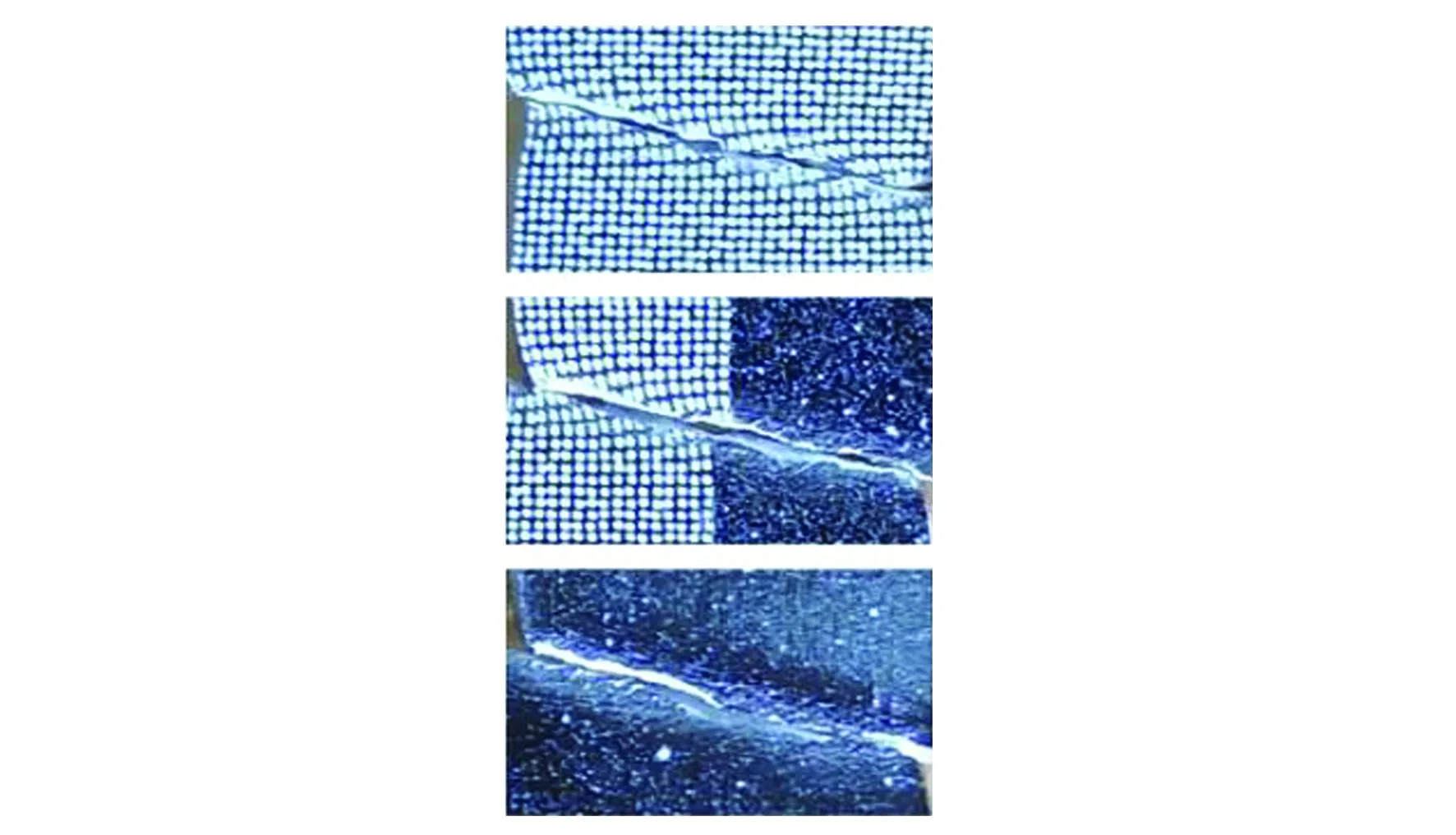
圖9 斷裂處散斑圖Fig.9 Speckle patterns at break
圖10為計算軟件計算的左右相機拍攝的拉斷處的應力云圖,通過應力云圖不難發現,由于斷裂處噴漆的掉落導致相機無法識別,應力云圖有殘缺,但是激光打標的數字散斑卻表現良好。為了避免由于試件、實驗、操作等差異造成的顯著性差異,對測試的3個試件選取了在局部頸縮階段時中間部位的豎直線,對于第二個試件則選取了兩條平行線;圖11比較了激光打標數字散斑場和傳統噴漆散斑場的差異性。在頸縮階段,由于受到人工散斑噴漆剝落的影響,第二個試件的右半部分和第三個試件的頸縮部位變形數據缺失,第一個試件和第二個試件的左半部分激光打標數字散斑場表現較好,由此可以看出激光打標數字散斑場更加適合用作金屬試件的大變形測試。
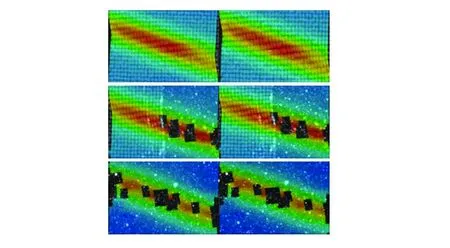
圖10 應力云圖Fig.10 Stress cloud

(a)試件1局部頸縮階段應變曲線(a)Strain curve in the local necking stage for sample 1
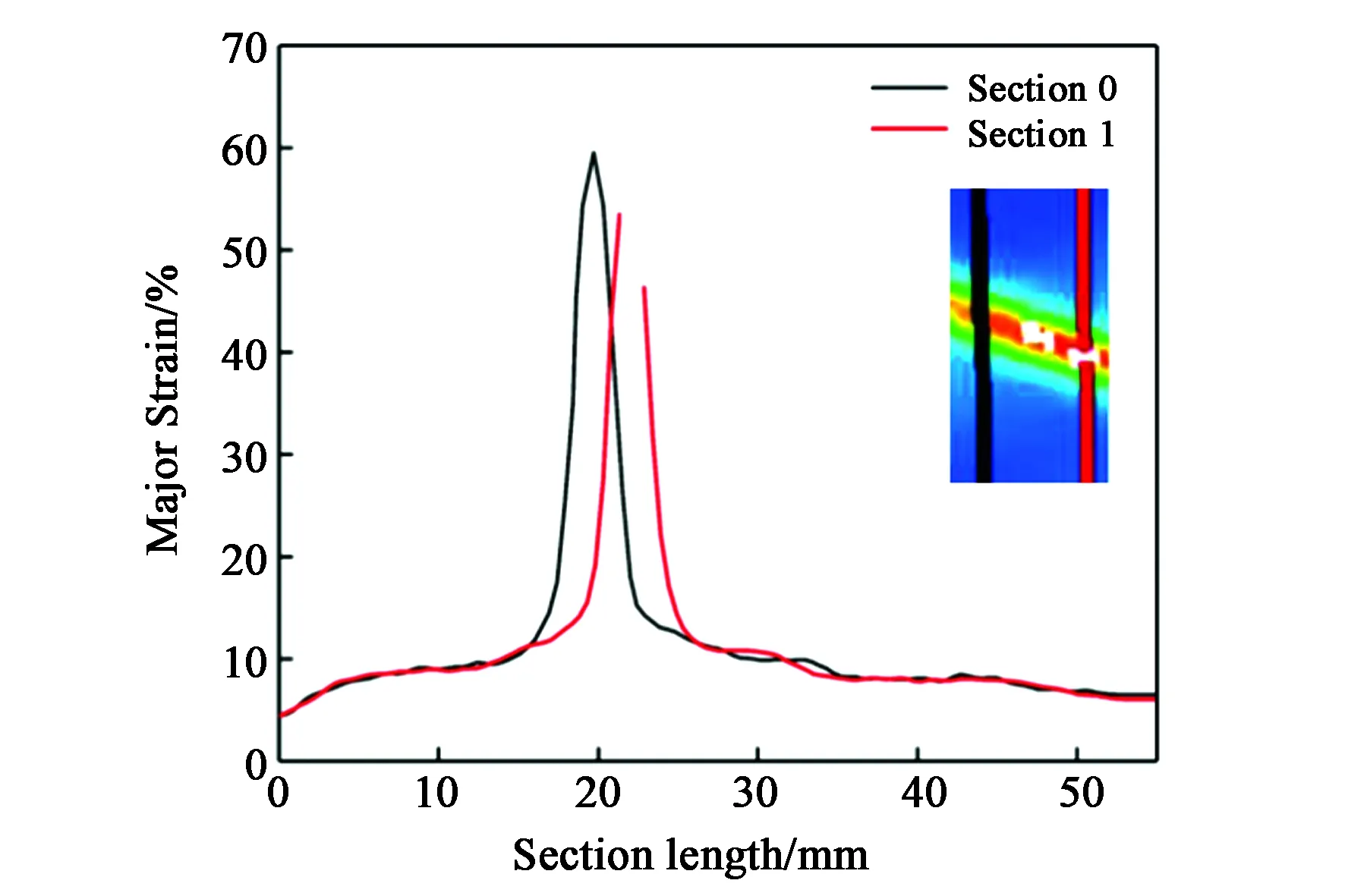
(b)試件2局部頸縮階段應變曲線(b)Strain curve in the local necking stage for sample 2
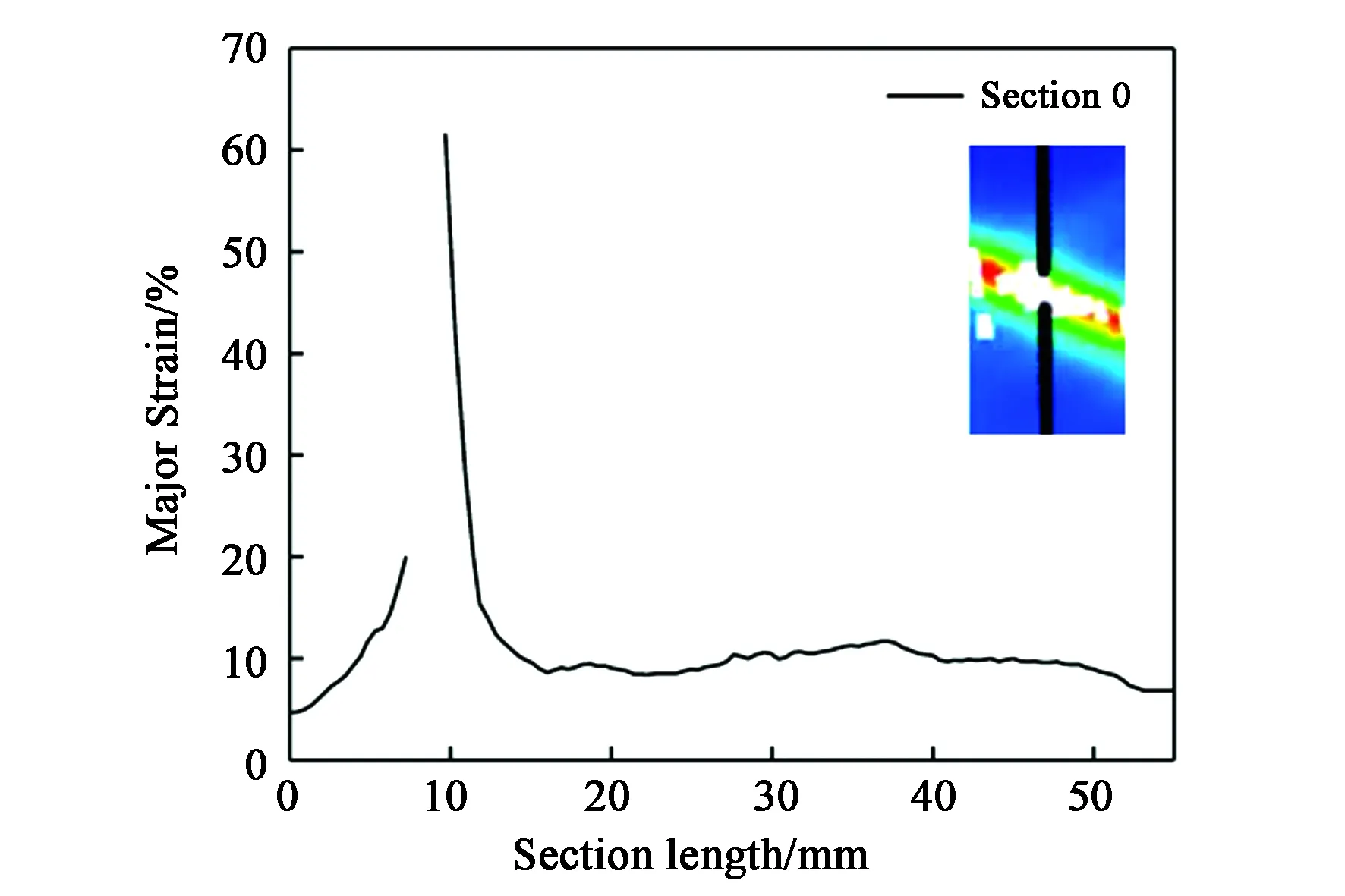
(c)試件3局部頸縮階段應變曲線(c)Strain curve in the local necking stage for sample 3圖11 局部頸縮階段的應變曲線Fig.11 Strain curve in the local necking stage
4.2 激光焊接實驗
激光焊接技術是采用偏光鏡反射激光產生的光束使其集中在聚焦裝置中產生巨大能量的光束,通過脈沖瞬間發出的激光焦點達到上千攝氏度,在幾毫秒內將金屬材料融化。
圖12 焊接試件散斑圖Fig.12 Speckle patterns of welding specimen
將兩塊304不銹鋼板采用激光焊接的技術進行T形焊接,T型焊接筋板尺寸為80 mm×50 mm×2 mm,腹板尺寸為50 mm×50 mm×2 mm,預制數字散斑場范圍為50 mm×60 mm,其表面激光轉移散斑場的散斑物理直徑為0.3 mm,隨機度為0.35,占空比為0.5,如圖12所示,激光打標之后試件表面依舊非常平滑,沒有出現凹凸不平的現象。焊接前使用丙酮除去表面油污及雜質,并且在試件周圍布置了遮光板,排除了光強對實驗結果的影響。焊接時所選焊接功率為1 500 W,速度30 mm/s[18],采用氬氣進行保護,保護氣流量為15 L/min, 焊接后自然冷卻至室溫。采用DIC系統進行測量,CCD靶面與試件表面平行,焊接方向從右向左焊,焊接開始時CCD也開始同步采集圖片,焊接過程中相機的采集頻率為40幀/s,焊接過程中共采集67組圖像;冷卻過程的采樣幀率為5幀/s,冷卻8 min共采集2 400組圖像。實驗環境如圖13所示。

圖13 實驗環境Fig.13 Lab environment
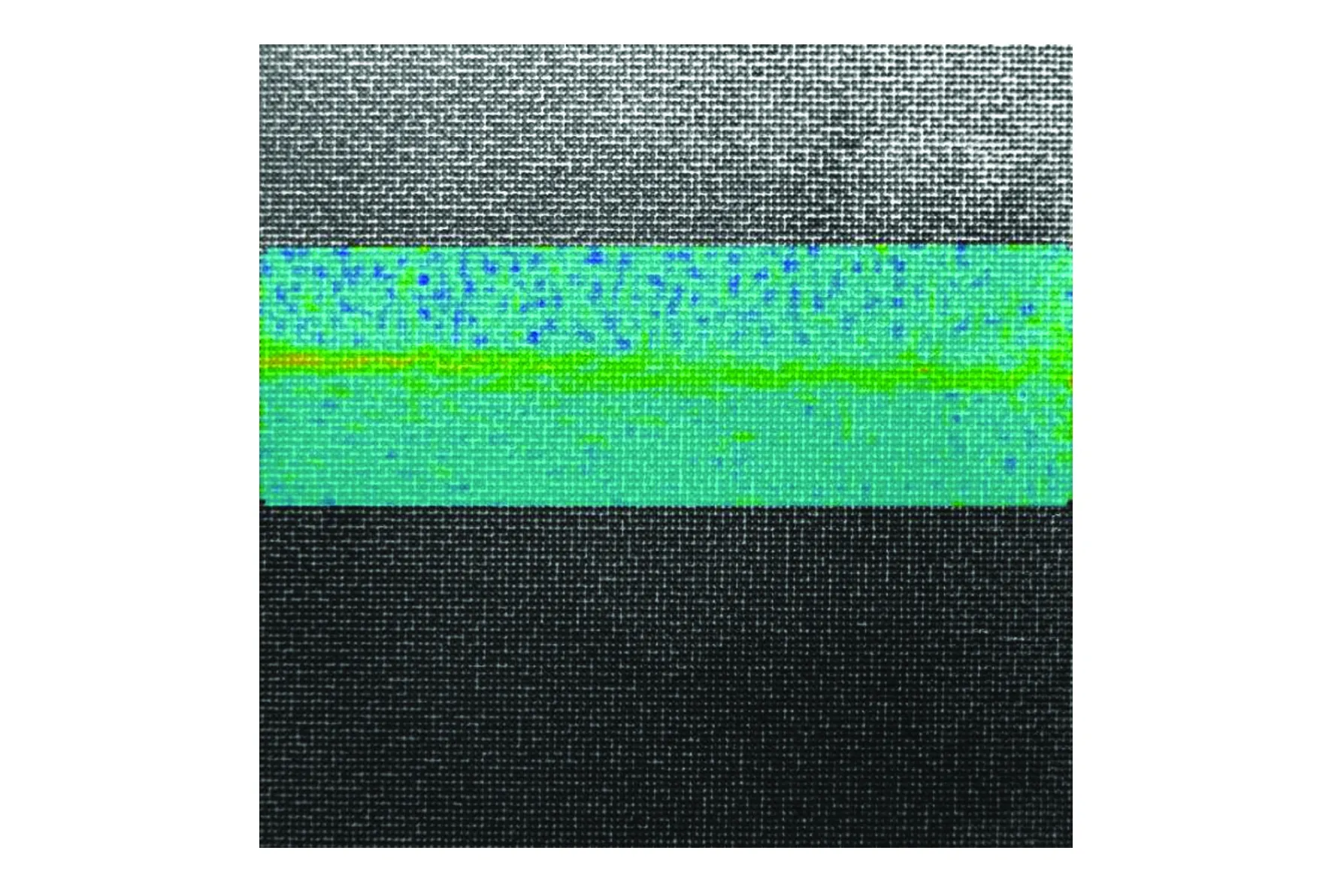
圖14 焊接之后應變云圖Fig.14 Strain cloud after welding



圖15 不同焊接時刻的應變曲線Fig.15 Strain curves at different welding moments
在試件正中間垂直于焊縫處畫一條2 cm的計算直線。圖14為焊接完冷卻8 min后CCD采集到的焊接圖片,中間淡藍色部分為應變計算區域。圖15(a)(c)為激光焊接不同階段的應變云圖以及計算直線處的應變曲線。圖15(a)為剛開始焊接時,此時還沒有焊接到試件的正中間,所以畫線處的應力趨于0;圖15(b)為焊接到紅色計算曲線時的應變曲線,此時由于焊縫處溫度的上升,局部應力增大,遠離焊縫區域未受影響,焊縫處應力出現峰值,為208 MPa;圖15(c) 為冷卻8 min之后的應變曲線,此時測出試件中間焊縫處的殘余應力為103 MPa。
5 結 論
本文提出了一種應用于高溫環境的數字散斑場,并且利用激光打標機將其標刻到試件的表面;然后通過圓度和面積比分析了轉移的數字散斑場,可以看出激光打標轉移的數字散斑場圓度和面積比分別為0.978 2和0.949 3,標刻精度高;通過分析數字散斑場和普通噴漆散斑場的平均灰度梯度值可以看出數字散斑場的質量比較高。
將數字散斑場運用到拉伸和高溫焊接實驗,實驗結果表明,激光打標機轉移的數字散斑場能夠隨著試件一起變形,并且在2 000 ℃的環境中沒有出現融化的現象,并且測出實驗中的不銹鋼試件的殘余應力為103 MPa。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55