KR系列電焊機(jī)電氣工作原理及故障維修
2020-08-11 21:59:23王忠偉
中國(guó)電氣工程學(xué)報(bào) 2020年4期
王忠偉
摘要:KR系列二氧化碳?xì)怏w保護(hù)焊機(jī)以其先進(jìn)的控制技術(shù)、良好的焊接性能以及高可靠性得到了眾多用戶的認(rèn)可,但是二氧化碳?xì)怏w保護(hù)焊相對(duì)于手工電弧焊又比較復(fù)雜,因此在使用過(guò)程中出現(xiàn)一些問(wèn)題是在所難免的,維修人員要根據(jù)操作人員的故障現(xiàn)象描述以及自身專業(yè)知識(shí)對(duì)焊機(jī)故障做出合理判斷,通過(guò)檢查測(cè)試找出故障點(diǎn)用合格的元件更換損壞件。
關(guān)鍵詞:氣體保護(hù)焊機(jī);控制技術(shù);焊接性能;電弧焊;故障;元件
一、 簡(jiǎn)介
KR500氣體保護(hù)焊的電流密度大,電弧熱量集中,焊絲的融敷大,遠(yuǎn)大于焊條電弧焊,其生產(chǎn)率是焊條電弧焊的1至4倍;電弧熱能利用率高實(shí)心焊絲基本沒(méi)有焊渣或焊劑消耗能量,焊接成本低,其成本只有埋弧焊、焊條電弧焊40-50%,因此氣體保護(hù)焊是目前較為廉價(jià)的焊接方法;氣體保護(hù)焊的熱量集中,加熱面積小,并且氣體從噴嘴噴向焊件,可以帶走一些焊件的熱量,從而使焊接熱影響區(qū)減小,焊接變形明顯減小,角變形為千分之五,不平度只有千分之三,尤其在焊接薄板時(shí)更為突出;氣體保護(hù)焊對(duì)鐵銹和水分的敏感性比埋弧焊和氬弧焊低,對(duì)工件品質(zhì)和環(huán)境要求相對(duì)較低;氣體保護(hù)焊的焊縫抗裂性能高,焊縫低氫且含氮量也較少,焊接飛濺小,當(dāng)采用超低碳合金焊絲或藥芯焊絲,或在CO2中加入Ar,都可以降低焊接飛濺;因此KRⅡ500氣體保護(hù)焊機(jī)在中車齊齊哈爾車輛有限公司得到了廣泛應(yīng)用[1]。
二、 電氣工作原理
KR500氣體保護(hù)焊機(jī)電氣系統(tǒng)主要由電源主回路、程序控制電路、控制電路、觸發(fā)電路和送絲機(jī)控制電路等組成。各個(gè)電路組合成一個(gè)整體,是實(shí)現(xiàn)焊機(jī)優(yōu)良性能不可或缺的一部分[2]。其主要作用如下:
1. 焊機(jī)電源是焊機(jī)的核心部分,是為焊接電弧提供焊接能量的專用設(shè)備。
2. 程序控制電路實(shí)現(xiàn)了收弧選擇、焊接控制、提前送氣以及報(bào)警等功能,集成模塊的使用減少了分離元件從而提高了焊機(jī)的可靠性。
3. 控制電路控制著焊槍開關(guān)和點(diǎn)動(dòng)開關(guān)、焊接電壓電流基準(zhǔn)信號(hào)以及運(yùn)算、電流檢測(cè)和過(guò)流保護(hù)以及穩(wěn)壓等工作,各種復(fù)雜的運(yùn)算保證了焊接的順利進(jìn)行。
4. 觸發(fā)電路的作用是產(chǎn)生觸發(fā)脈沖來(lái)觸發(fā)主晶閘管,并且通過(guò)對(duì)觸發(fā)脈沖相位的控制來(lái)控制主晶閘管的導(dǎo)通角,來(lái)調(diào)節(jié)焊接電壓的大小。
5. 送絲機(jī)控制電路可以調(diào)節(jié)送絲速度,從而調(diào)節(jié)焊接電流,還可以實(shí)現(xiàn)平穩(wěn)送絲和制動(dòng)等功能。
三、 常見故障分析
1. 電源主電路常見故障及處理方法
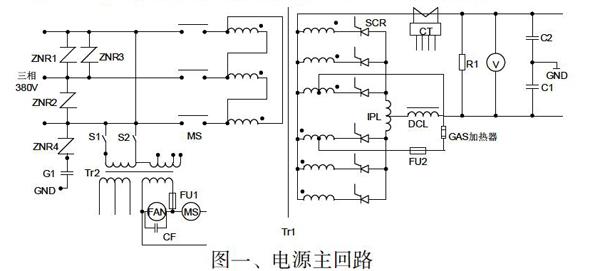
電源主回路的作用是提供焊接所需能量。電路圖如下:
1.1KR500焊機(jī)主回路的特點(diǎn):
KR500系列焊機(jī)主回路采用雙反星形帶平衡電抗器的晶閘管整流電路。電路主要由主變壓器Tr1、六個(gè)主回路晶閘管SCR1-SCR6和平衡電抗器IPL及濾波電抗器DCL等組成。其主要特點(diǎn)如下:
(1)主變壓器次級(jí)接晶閘管陰極,這樣既便于安裝,又能減少觸發(fā)信號(hào)彼此間的影響,從而保證輸出波形的穩(wěn)定性。
(2)變壓器的兩個(gè)次級(jí)線圈極性相反,消除了變壓器中的直流安匝,從而減少鐵芯體積。
(3)采用了平衡電抗器。這種電路中,兩組整流電路的整流電壓平均值相等,但其瞬時(shí)值并不相等、采用平衡電抗器后,兩組整流電壓瞬時(shí)值相差的部分由平衡電抗器承受,但兩組整流電路互不干擾。普通六相半波整流電路,每只晶閘管導(dǎo)電時(shí)間短(60度)。電流峰值ID較高,變壓器利用率低,采用平衡電抗器后,可有兩只晶閘管同時(shí)導(dǎo)通,導(dǎo)電時(shí)間均為120度。每只管子的峰值電流僅為1/2ID,提高了變壓器的利用率。
1.2 KR500焊機(jī)主回路常見故障及處理方法
(1)接觸器“MS”不全吸和或者吸合不嚴(yán)就會(huì)造成焊機(jī)缺相,故障體現(xiàn)為當(dāng)按下焊接開關(guān)時(shí)空載電壓低。排除方法:在焊機(jī)后面板輸入電源接線端子處測(cè)量三相輸入電壓,確定不是電源問(wèn)題之后切斷電源檢查接觸器觸點(diǎn)閉合情況。空載電壓低還有一種是由于主變一次側(cè)與接觸器斷線導(dǎo)致缺相造成。
(2)送電后風(fēng)扇不轉(zhuǎn)導(dǎo)致主變過(guò)熱報(bào)警停止工作。此時(shí)應(yīng)該拆開焊機(jī)右側(cè)板,目測(cè)控變是否因?yàn)榇渭?jí)線圈短路而出現(xiàn)燒痕,如果目測(cè)無(wú)問(wèn)題接下來(lái)斷開控變負(fù)載檢查次級(jí)各繞組的輸出電壓,若數(shù)值正常說(shuō)明控變無(wú)故障。冷卻風(fēng)扇繞組短路或者因機(jī)械問(wèn)題導(dǎo)致負(fù)載過(guò)重也會(huì)引起保險(xiǎn)“FU1”燒毀,必要時(shí)將其斷開進(jìn)行判斷。
(3)焊接時(shí)電流小導(dǎo)致引弧困難主變震動(dòng)。這種情況很有可能是可控硅損壞導(dǎo)致,檢查并更換可控硅即可。
2. 控制電路焊接基準(zhǔn)信號(hào)電路常見故障及處理辦法
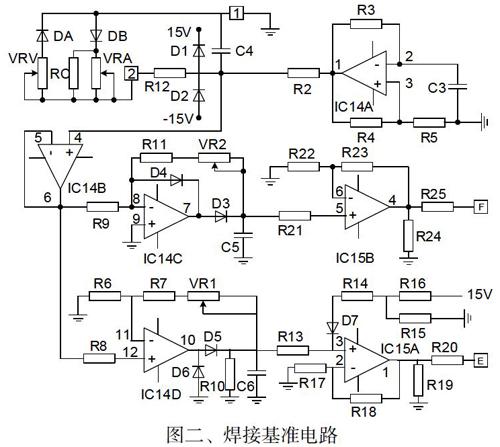
2.1焊接基準(zhǔn)電路如下圖所示:
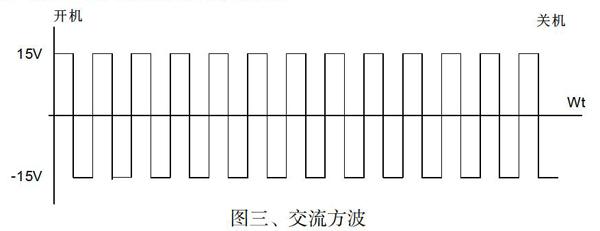
這個(gè)電路中,由IC14A、C3、R3、R4、R5組成的振蕩電路產(chǎn)生頻率為1KHz的交流方波,此交流方波電壓經(jīng)分壓輸出后作為電壓電流運(yùn)算的基準(zhǔn)信號(hào),此交流方波如下圖所示。
(1)IC14A1腳產(chǎn)生交流方波信號(hào)經(jīng)電阻R2和電阻R12由2點(diǎn)輸出到焊接電壓調(diào)節(jié)電位器VRV和焊接電流調(diào)節(jié)電位器VRA。此時(shí)電壓處于正半波時(shí),二極管 DA導(dǎo)通,由電阻R12和焊接電壓調(diào)節(jié)電位器VRV對(duì)其分壓后,經(jīng)電壓跟隨器IC14B分別輸入到IC14C的反向端和IC14D的同向端。調(diào)節(jié)VRV既可調(diào)節(jié)輸入電壓的大小,此時(shí)IC14C的7腳輸出為負(fù)電壓,二極管D3截止,這一路無(wú)輸出。而IC14D的10腳輸出為正電壓,二極管D5導(dǎo)通,此電壓經(jīng)過(guò)D5,VR1、R7形成反饋,調(diào)節(jié)VR1即可以調(diào)節(jié)放大倍數(shù),IC14D10腳的電壓由D5輸出,經(jīng)電容濾波后及電阻分壓后輸入到IC15A同向端,由E點(diǎn)輸出電壓基準(zhǔn)信號(hào),此信號(hào)的大小受VRV控制(見圖四)。
(2)當(dāng)交流方波電壓處于負(fù)半波時(shí),二極管DB導(dǎo)通,此時(shí)由電阻R12、焊接電流調(diào)節(jié)電位器VRA和RC對(duì)其分壓后,輸出電壓值的大小由VRA來(lái)調(diào)節(jié)。此時(shí),IC14C的7腳輸出為正電壓,二極管D3導(dǎo)通,此電壓經(jīng)過(guò)D3,VR2、R11形成反饋,調(diào)節(jié)VR2即可以調(diào)節(jié)放大倍數(shù),IC14C7腳的電壓由D3輸出,經(jīng)電容C5濾波平滑后,由R21輸入到IC15B的同相端5腳,放大后的F點(diǎn)輸出電流基準(zhǔn)信號(hào),此信號(hào)的大小受VRA控制(見圖四)。而IC14D的10腳輸出電壓為負(fù)電壓,二極管D5截止,所以此時(shí)這一路無(wú)輸出。
圖四、VRV和VRA波形
四、 KR500焊機(jī)減少故障率的措施
對(duì)外部環(huán)境的要求:嚴(yán)格控制電網(wǎng)電壓質(zhì)量,使焊機(jī)在額定電壓允許的波動(dòng)范圍內(nèi)工作;工作場(chǎng)所要干燥避免雨林,盡量不要在灰塵較大或高溫場(chǎng)所應(yīng)用,還要避免焊機(jī)周圍存在干擾的高頻信號(hào)。對(duì)維修人員的要求:焊機(jī)要做到定期檢修,發(fā)現(xiàn)P板上有元?dú)饧p壞時(shí),在未查出原因及排除前,不能換上好的P板或者保險(xiǎn)就立即通電試驗(yàn),避免因盲目通電造成二次損壞。對(duì)操作者的要求:在使用時(shí)如果發(fā)現(xiàn)焊機(jī)冒煙、打火、異味、異常過(guò)熱、異常聲音等現(xiàn)象時(shí)應(yīng)立即關(guān)機(jī),找維修人員進(jìn)行故障處理。
五、 參考文獻(xiàn)
[1]史耀武.焊接技術(shù)手冊(cè)[M].福州:福建科學(xué)技術(shù)出版社,2005.
[2]松下電器(中國(guó))焊接學(xué)校. KR500CO2氣體保護(hù)系列焊機(jī)工作原理與維修.
猜你喜歡
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
建材發(fā)展導(dǎo)向(2019年13期)2019-08-24 06:37:40
電子制作(2019年7期)2019-04-25 13:16:50
上海大中型電機(jī)(2017年4期)2017-02-06 05:27:06
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
照明工程學(xué)報(bào)(2016年3期)2016-06-01 12:17:56
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34
汽車維護(hù)與修理(2015年2期)2015-02-28 12:15:39