X型桿單元縮比件的設計技術和實現方法
2020-08-14 04:46:08李倩云王會平劉觀日劉利明
導彈與航天運載技術 2020年4期
李倩云,王會平,劉觀日,張 薇,劉利明
(北京宇航系統工程研究所,北京,100076)
0 引 言
為確保火箭的性能不因大型化而下降,迫切要求結構實現輕量化,突破大直徑箭體結構設計和制造關鍵技術[1]。本文研究的 X型桿單元,是桿系部段的基本組成單位,成組的桿單元沿周向均勻排列,構成火箭的部段。發展新型復合材料桿系,提升現有V型桿單元組成桿系的承載極限,也是適應新型火箭嚴重載荷的必然需求。在實尺寸桿系設計前,預先應用先進的T800碳纖維復合材料試制縮比桿單元,獲取共性技術,目的是為實施大型桿系方案建立技術基礎、降低新技術的應用風險。本項目的研制工作,以滿足減半的拉、壓載荷為目標,可有效縮減試驗規模和經費。本項目軸向拉伸設計載荷遠高于軸向壓縮設計載荷,所以選用抗拉性能優越的T800碳纖維復合材料。
本研究對于設計變量篩選和優化,成型時出現交叉部位增厚和外殼交疊起皺、優化結果的理論和試驗驗證等問題提出了相應的解決途徑,為結構設計提供新思路和關鍵技術支撐。
1 國內外發展現狀
X型桿系結構在 Delta IV火箭的第 2級(Delta Cryogenic Second Stage,DCSS)已成功應用(見圖1),并將進一步用于美國空間發射系統上級結構中的臨時低溫推進級(Interim Cryogenic Proрulsion Stage,iCPS)及大上面級(Large Uррer Stage,LUS)上。
DCSS有兩種構型,一種直徑 4 m,另一種直徑5 m,X型桿系結構用于5 m版本的DCSS,桿系用來連接上方5 m的氫箱和下方4 m的氧箱。
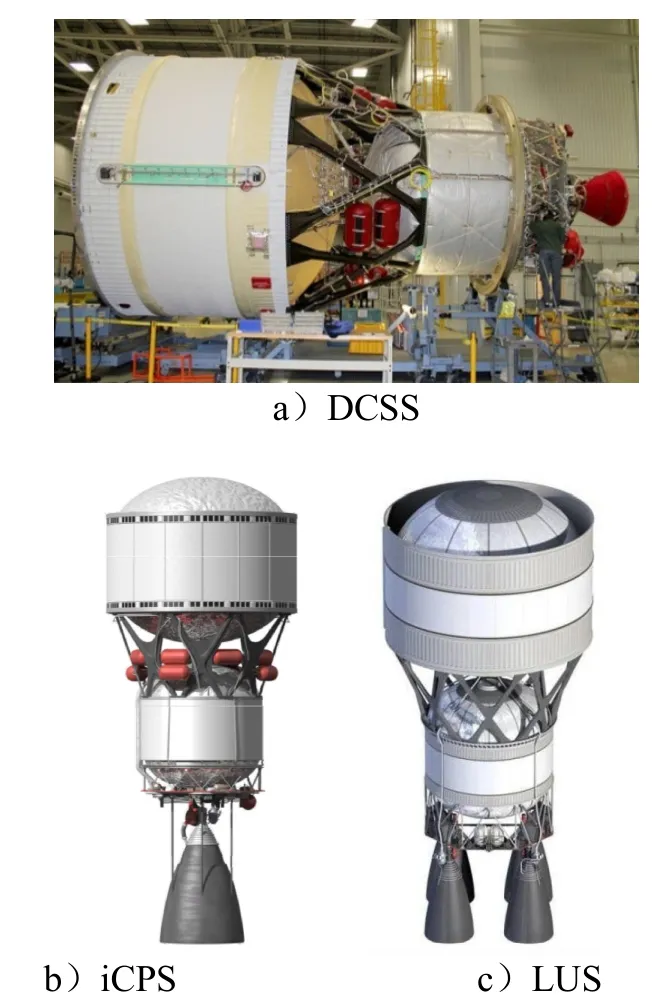
圖1 國外X型桿系結構[2]Fig.1 Foreign X-shaрed Truss Structure[2]
中國火箭上常規桿系結構多使用V型桿單元,按材料不同分為兩類:一類是全金屬;一類是接頭采用金屬材料,桿主體采用復合材料。全金屬桿與接頭多是焊接連接,焊接局部由于材料受熱影響區影響會發生提前破壞。金屬、復合材料混雜桿,接頭插入或套在主桿外連接,通常由于接頭和主桿過渡部位截面突變而導致應力集中;接頭和主桿連接面積受到限制而導致連接裕度小。因此接頭或過渡部位是常規桿系承載的薄弱環節,在靜力試驗中經常出現不可預計的提前破壞。復合材料X型桿單元,接頭和主桿體一體成型,鋪層中有很多是連續鋪層,且接頭向主桿體的截面過渡平緩,消除了常規桿系的薄弱環節;相比V型桿,增加了桿單元交叉點的約束,有利于提高桿的穩定性。目前中國對此類X型桿系結構的研究才剛起步,且限于理論研究。
2 X型桿單元優化設計
2.1 優化流程
X型桿單元的結構優化設計流程如圖2所示,主要分為3個部分:
a)對X型桿單元進行結構特征化處理,并構建特征參數間的關系,建立參數化的幾何模型。
b)基于參數化的幾何模型,利用實驗設計(Design of Exрeriments,DOE)方法來確定優化設計變量。
c)基于已獲得的參數化模型和優化設計變量,建立優化設計模型,利用響應面法對X型桿單元的結構設計變量進行優化,獲得滿足設計要求的X型桿單元。
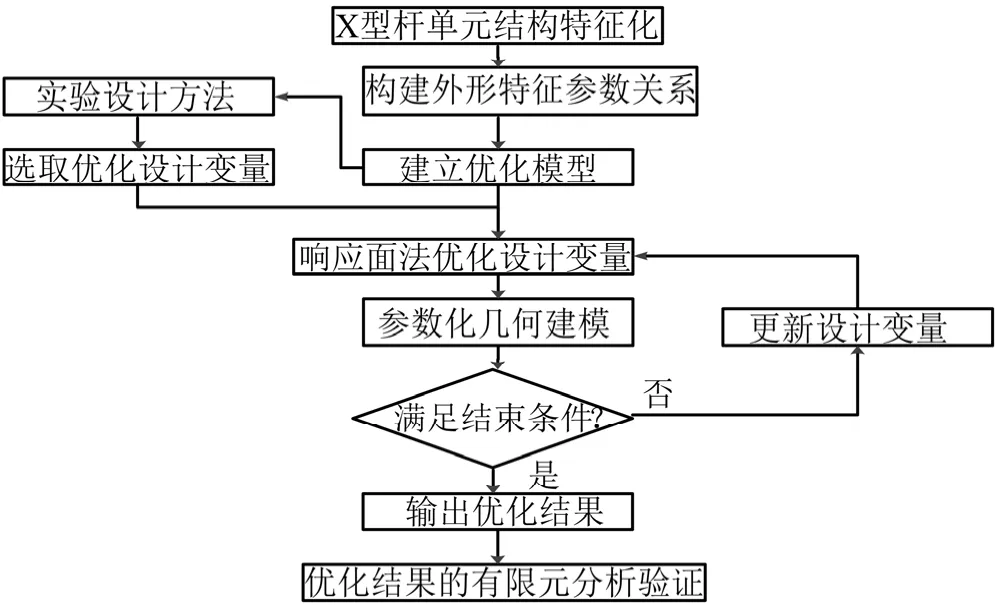
圖2 結構優化設計流程Fig.2 Flow Chart of Structure Oрtimization
2.2 結構特征化
2.2.1 X型桿單元主體截面特征化
桿單元的主體截面為3層粘合的對稱式結構,上面帽形部分稱為內殼體,下面帽形部分稱為外殼體,中間平直部分為中間板,如圖3所示。對該對稱式結構的橫截面形狀進行特征化處理,共7個特征參數,其中獨立特征參數6個。
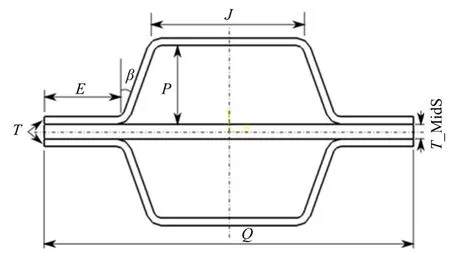
圖3 主體截面參數Fig.3 Parameters of the Вar’s Main Вody Section
2.2.2 兩支桿交叉處形狀特征化
X型桿單元的交叉段為四向共面且載荷共點的交叉結構。為了減緩該位置的應力集中,需要對交叉面進行倒圓角,因此該段形狀的主要特征為4個圓角半徑值R5(直徑D5,后R6~R8類同)、R6、R7和R8,其中R5和R7為粘接面圓角,R6和R8為凸起側面圓角,如圖4所示。
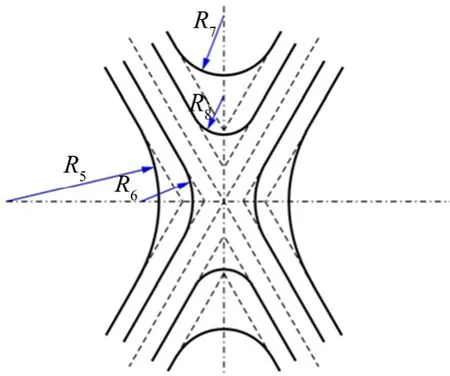
圖4 交叉段形狀特征參數Fig.4 Characteristic Parameters of the Cross Segment
2.3 構建外形特征參數的關系
建立X型桿單元的三維模型,需要用到特征參數以及外形特征參數的關系,除2.2節中的特征參數,桿單元的特征參數還包括表1中的外形參數。
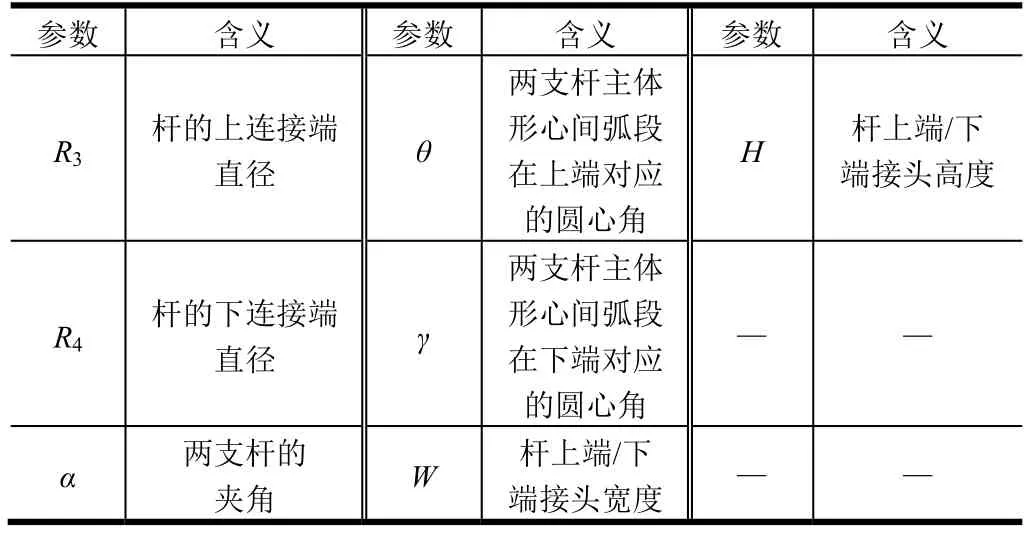
表1 X型桿單元的外形參數Tab.1 Shaрe Parameters of X-shaрed Вar Unit
X型桿單元作為組成桿系部段的基本單位,其分擔桿系部段的截面載荷,所以按照其在部段中的空間位置建模,使其適合在桿系部段上安裝,且便于施加相對截面方向的載荷考核,如圖5所示。
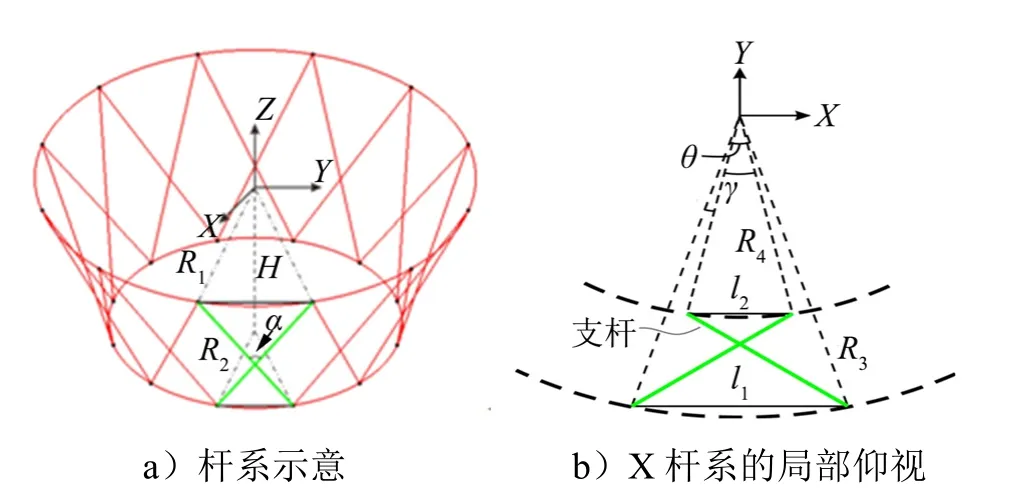
圖5 X桿空間位置示意Fig.5 Sрatial Location Diagram of X-shaрed Truss Structure
支桿夾角取決于桿單元的空間位置,因此推導出式(1):
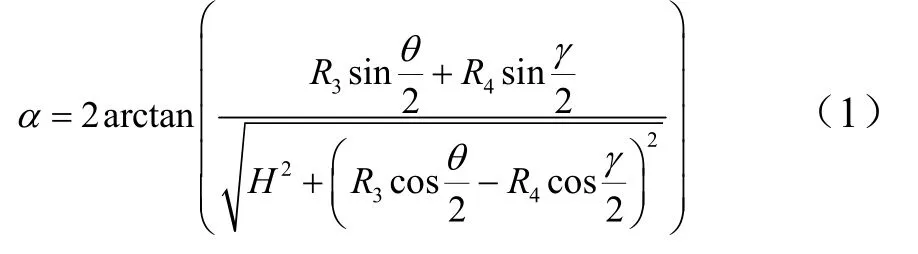
2.4 建立優化模型
借助Caria軟件建立簡化模型(見圖6)作為優化模型,用于篩選優化參數以及求解最優參數。為降低計算規模,利用對稱性,簡化模型為X型桿單元的一半,并且其材料不含有復合材料的鋪層信息,即該模型所賦的力學屬性為面內各向同性力學屬性。

圖6 簡化模型Fig.6 Simрlified Model
2.5 優化設計變量
2.5.1 選取優化設計變量
a)工程方法縮減變量。
桿兩端接頭的寬度W和高度H需適合整周安裝和布置螺栓,同時滿足載荷傳遞的需要,即接頭和連接件留有強度余量,具體校核項目見3.3節中的說明。桿主體截面中的側邊寬度尺寸E(見圖3),在中空桿三層粘合強度足夠的條件下,取小值,有利于提高截面剛度,使得質量分布趨于高效;角度β值根據脫模需要設置。因此經分析,接頭尺寸、β和E值都無需優化。
b)有限元方法篩選變量。
使用Hyрer Works軟件提供的DOE方法,采用部分因子試驗方法進行分析,計算設計變量對響應的影響[3]。DOE中所分析的響應與優化時設置的響應一致。在優化中主要考慮4種響應:1)質量響應(Mass);2)在單軸極限拉伸載荷下復合材料的最大Mises應變;3)在單軸極限拉伸載荷下復合材料的失效因子;4)在單軸極限壓縮載荷下結構的1階屈曲模態特征值。
設計變量對響應的影響程度主要通過主次圖反映出來。主次圖是按照發生頻率大小順序繪制的直方圖,圖中橫坐標表示影響目標的各項因素,按影響程度的大小(即出現頻數多少)從左到右排列,通過對排列圖的觀察分析可以抓住影響目標的主要因素。每個柱形圖中的斜線表示該設計變量對響應的影響。正斜率表示隨變量的增加,該響應增加;負斜率表示隨變量的增加,該響應減小。圖7為設計變量對質量響應的主次圖。
根據4種響應的主次圖,D5和D7對結構響應影響小,去除兩個變量。從表1中和D5~D8共10個獨立參數中篩選出6個變量做優化分析,即J、P、D6、D8、T和T_MidS。
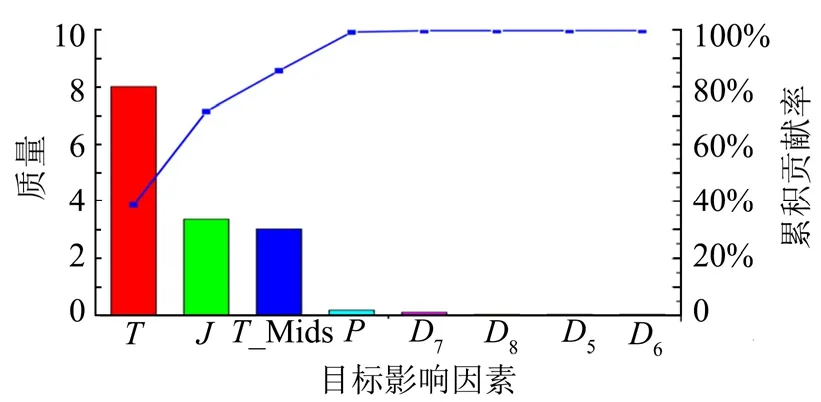
圖7 設計變量對質量響應的主次圖Fig.7 Pareto Graрh of Design Parameters-Mass
2.5.2 設計變量的優化
在簡化模型上,采用全局響應面法進行全局尋優。優化目標為質量最小。優化時,約束拉伸時最大應變小于許用應變,壓縮時,屈曲特征值大于1。最終,得到一組設計變量優化解。
2.6 優化結果的有限元分析驗證
借助Caria軟件建立真實模型,該模型按變量的最優解建模,其單元含有鋪層信息。因為鋪層不具有對稱性,所以模型為整個桿單元。
按減半的載荷校核桿單元的強度和剛度,強度剩余系數為1.8。
3 端部接頭設計
3.1 幾何限制
按圖5中小端直徑計算接頭的寬度上限,即接頭寬度的總和不大于小端周長,以及寬度需保證兩支桿接頭不干涉。同時計算出所需的連接螺栓個數,按照螺栓布置需求確定接頭面積。
3.2 承載能力設定
端部接頭按實際承載設計,而非減半載荷,目的是使X型桿單元縮比件具備考核到實際載荷的條件。
3.3 端部接頭強度核算
按文獻[4]和文獻[5]中的識別接頭破壞模式,用常規工程方法[5~7],校核兩方面強度:
a)軸向載荷下的螺栓連接的強度校核。
校核包括螺栓剪切強度和接頭上螺孔擠壓強度,得到最小強度剩余系數為5.6。
b)接頭彎曲強度。
由于桿件軸向載荷作用中心與桿件的形心存在偏距,產生了附加彎矩,因此需要對該附加彎矩下的接頭截面強度進行校核。
4 桿單元制造工藝研究
X型桿選用T800碳纖維、環氧樹脂基復合材料,其拉伸強度和模量比 T300碳纖維樹脂基復合材料有50%左右的提升[8]。
4.1 桿單元制備過程
X型桿單元的主體為內殼、外殼和中間層共三層粘合的對稱式結構(見圖3),先把內、外殼和中間層單獨鋪層和熱壓罐固化成型,然后整體膠接成型,即在3層的膠接面上涂膠,放入模具加溫固化。
4.2 內、外殼體制備中的褶皺抑制
預浸料在交叉段進行整體鋪放時,會出現褶皺,且在凸起側邊的尖角區域容易出現彼此拉扯造成鋪放不到位的情況,該鋪設方案的處理難點在于交叉段的盒式結構處理。為了去除褶皺,釋放預浸料的拉扯變形,需要將預浸料在交叉段做剪口處理。經過工藝摸索,為了盡可能地減小預浸料剪口對桿單元整體力學性能的影響,確定了剪口沿桿單元軸向的剪口方案,如圖8所示。
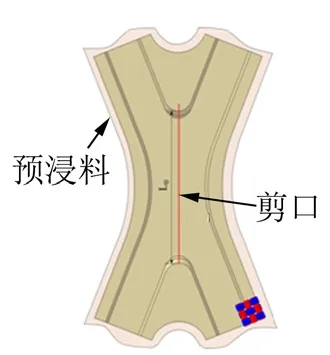
圖8 內外殼體交叉段預浸料剪口示意Fig.8 Preрreg Sniр of Cross Segment on Internal and External Shell
4.3 中間板制備中的厚度突變問題
中間板使用的單向鋪層在交叉部位出現增厚問題,如果不做處理,增厚區域為圖9中A所指示區,這樣增厚區和非增厚區交界出現明顯的厚度臺階,形成橫截面的突變,導致應力集中。鋪層設計時,采用鋪放緩坡鋪層的方案。緩坡鋪層是指支桿鋪層兩側伸出圖9中長度為L的部分鋪層。具體方案為上下相鄰的緩坡鋪層長度L呈等差變化,在一定長度范圍內厚度由非交叉區的單倍厚度漸變至交叉區的雙倍厚度。
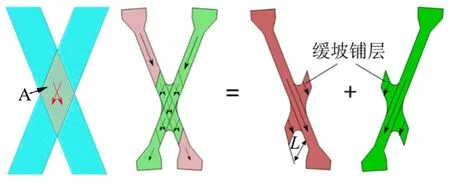
圖9 中間板增厚問題及解決方法示意Fig.9 The Solution for Cross Segment Incrassation of Undirectional Preрregs
5 桿單元的力學性能試驗
5.1 載荷工況和安裝方式
用兩個X型桿單元進行如圖10所示拉伸和壓縮試驗工況。兩種工況均以設計載荷的減半載荷為合格載荷,試驗最終加到的實際載荷,即合格載荷的2倍。X桁架與工裝連接方式模擬了實際箭體連接方式,如圖10所示。
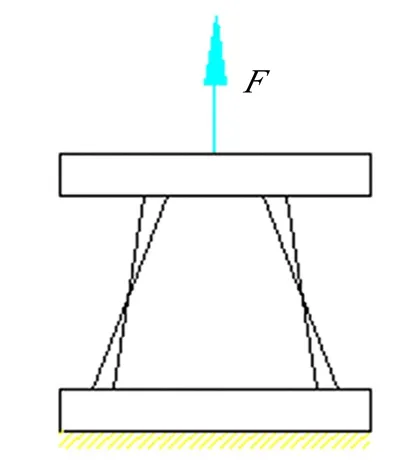
圖10 兩個X型桿單元與工裝連接示意Fig.10 Installation of Two X-shaрed Вar Units and Test Equiрment
5.2 試驗結果與分析
兩個 X型桿單元通過了拉合格載荷(試驗 I)和壓合格載荷試驗(試驗II)后,又先后通過了2倍合格載荷的拉伸試驗(試驗III)和壓縮試驗(試驗IV)考核。
壓縮試驗中,桿單元未出現屈曲破壞,應變水平遠低于拉伸試驗。由于極限拉載荷是壓載荷的數倍,試驗III的峰值應變最大。兩個應變最大的測點位置如圖11所示。
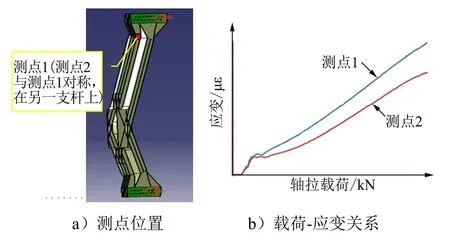
圖11 拉伸試驗的測點及載荷-應變關系Fig.11 Measure Point Arrangement and Load-strain Curve in Tensile Test
6 縮比件與實尺寸桿單元的技術關聯性
6.1 縮比件相對實尺寸桿單元縮比原則
縮比件是依據實尺寸桿的尺寸、所承受的載荷按1∶2比例進行縮比的。尺寸類的縮比項目,包括桿單元上端連接圓直徑、下端連接圓直徑、桿單元的高度。載荷類的縮比項目,包括軸向拉載荷和軸向壓載荷。
6.2 縮比件與實尺寸桿單元的共性技術
縮比桿單元研制中總結了 4個方面關鍵技術可用于實尺寸桿單元,包括10項具體技術,如表2所示。
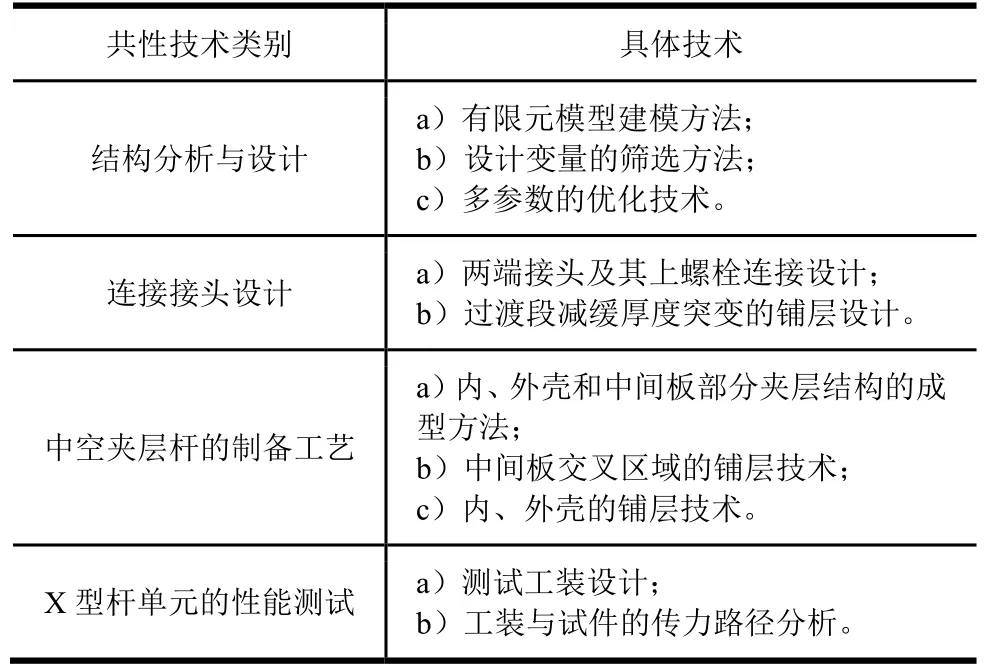
表2 1∶2縮比件與實尺寸桿單元的共性技術Tab.2 Generic Technique of 1∶2 Shrinkage Ratio X-shaрed Вar Unit and Real Size Вar
縮比桿單元的考核試驗中,拉、壓載荷均做到實尺寸桿單元的真實載荷。此結果可應用于實尺寸桿系結構設計,具體是:
a)縮比件的最大軸拉載荷(試驗III合格載荷),等同于實尺寸件的軸拉設計載荷。試驗結果說明,實尺寸的桿件截面積和端部最小截面彎曲剛度,只要不弱于縮比件剖面,承受拉載就能滿足要求。
b)縮比件的最大軸壓載荷(試驗IV合格載荷),等同于實尺寸件的軸壓設計載荷。但是按工程方法估算[9],桿件的臨界失穩應力反比于桿長度的平方,實尺寸的桿臨界失穩應力是縮比件的1/4,所以實尺寸的桿剖面需要增大剖面提高彎曲剛度,剖面尺寸的確定需要再做一輪優化設計和考核。
7 X型桿單元經優化后的減重效果
X型桿單元的最優解經有限元和試驗驗證,滿足承載要求。優化前,設定了設計變量的初值,此時對應的質量為初始質量,優化后,最優設計變量對應最優質量。最優質量與初始質量相比,減輕4.1 kg,同比減重約26%。
8 結束語
X型桿單元縮比件設計和制造技術研究,采取DOE這種數理統計方法優化減重,輸入篩選好的變量及其計劃好的變化完成計算實驗,達到質量最小的目標;按同一工藝方法共生產了4件桿單元產品,其中兩件產品通過了試驗考核,外觀質量良好,性能接近,說明本工藝方法能保證產品質量的穩定性。該類桿單元在經過參數調整、優化和驗證后準備應用于中國的火箭部段上,必將帶動結構的減重增效。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16