數控刀具在耐蝕不銹鋼材料零件中的應用
2020-08-26 09:07:58梁瑞敏
科技視界 2020年24期
關鍵詞:裂紋
梁瑞敏
1 現狀與問題描述
零件材料為法國標準牌號Z8CND17-04屬于馬氏體不銹鋼,硬度HRC36-41,表面粗糙度Ra0.4,一般車削加工實現比較困難。實際加工選擇肯納刀具公司的刀片DNGP15402KC730。切削速度111 m/min;進給0.02 mm/s;切深0.075 mm,零件加工完成后,要求做疲勞試驗。試驗條件為在循環加載最小載荷Fmin=-4859 KN,最大載荷Fmax=4083 KN的作用下,壽命要達到733 600次以上。但是公司加工的零件在試驗進行到110 000次循環次數時靠近大端處發生斷裂失效。見圖1所示。
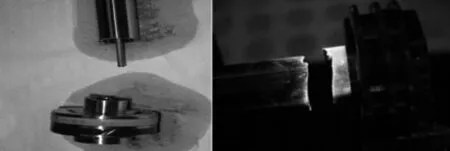
圖1活塞斷裂圖
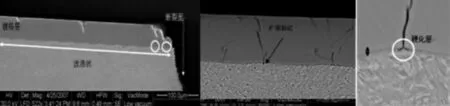
圖2斷裂橫截面
2 原因分析
2.1 金相分析
從金相顯示裂紋擴展是本次失效的主要原因,從切面可看到鍍鉻層和基體交界面,機加工紋路呈波浪狀,鍍鉻層里的裂紋延伸至基體中并靠近斷裂起始源,機加工表面粗糙度表現為鉻層和基體交界處形成波峰和波谷,在波峰處存在殘余拉應力,波谷處存在殘余壓應力。大多數鍍鉻層的裂紋在交界面的波峰處產生,而且圖2中硬化層中存在擴展裂紋,初步斷定鍍鉻層里的擴展裂紋是由加工硬化引起的。
2.2 對比試驗分析
對比其他供應商使用的刀片是DNMG110404MF1025。我們對所用切削參數、加工后的金相圖片、維氏硬度進行了對比,結果如下:
從表1看出DNMG11040404MF1025的刀片幾何圓角,切削速度,進給,切深均是DNGP150402KC730的2倍。且在鉻層和基體交界面顯示平緩,刀片基體心部和表面差只有22 HV。而我公司交界面呈有規律的波浪狀(與0.02 mm/r的加工狀態符合),且大多數鍍鉻層的裂紋在交界面的波峰處產生,且基體心部和表面差有114HV(已加工表面發生硬化現象可以通過檢測基體表面和心部的維氏硬度差值來反映)。刀片圓角小,切深、進給以及切削速度相對低,當切深和進給量過小時,刀具的切削刃鈍圓部分在已加工表面單位長度上擠壓次數增多,硬化現象也會增大。
3 工藝試驗
結合公司現有的生產條件,通過改進刀具幾何角度和切削參數來改進加工硬化現象,試驗如下:
(1)刀具配置:根據加工硬化產生裂紋的機理分析,試驗中增大刀具的前角、后角,保持切削刃鋒利,減輕零件表面的加工硬化現象。
(2)切削參數配置:根據加工硬化產生裂紋的機理分析,切削速度過大、過小都會產生加工硬化現象,在滿足零件加工精度的要求下,我們選取了9組切削參數數據進行試切削,力求尋求一組最合理的切削參數。
(3)維氏硬度比較:DNGP150402KC730這組刀片加工零件表面和心部維氏硬度差異HV 114,說明在加工后表面產生了硬化,這樣的硬化程度是不可以接受的。
(4)金相比較:從金相圖看出,DNGP150402KC730這一組刀片產生的硬化層最厚,DNMG110404MF1025這一組刀片產生的硬化層最薄,CCGX120404ALH10這組刀片產生的硬化層介于上訴兩者之間。
可見,刀片配置,切削參數選擇對零件的表面質量都有一定影響,尤其對于高精度不銹鋼材料零件,其基體表面易產生硬化現象,表面的硬化使得表面脆性增加,嚴重可導致基體裂紋的產生,隨著裂紋的擴展引起零件疲勞斷裂發生失效。
(5)實際應用效果:綜合各種因素,根據實際情況選用了表4中第7項的切削條件完成了零件的加工。
4 結束語
零件表面的加工硬化層雖然會增強其耐磨性,但脆性也同時增加,成為發生裂紋而促使表面破損和疲勞破壞的主要原因,零件的表面殘余應力容易使表面產生裂紋,降低零件的疲勞強度。從浩如煙海的刀具品牌中,選擇出物美價廉,同時又適合企業生產科研的刀具,是令制造業企業十分頭痛的事,刀具選型實用、合理、科學,不僅可以提高生產加工效率,最大限度地發揮數控加工設備的加工潛能。同時,還可以大大縮減企業刀具消耗,達到節約刀具成本的目的。所以說在刀具良莠混雜的情形下刀具選型變得非常關鍵,選型過程中需要注重性價比,多實踐,多比較。
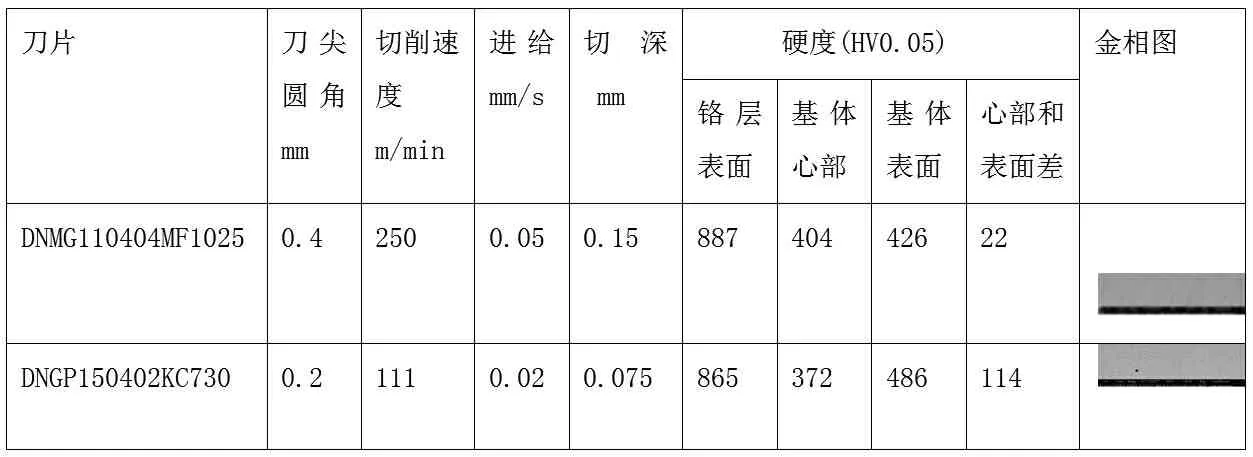
表1刀片使用對照表
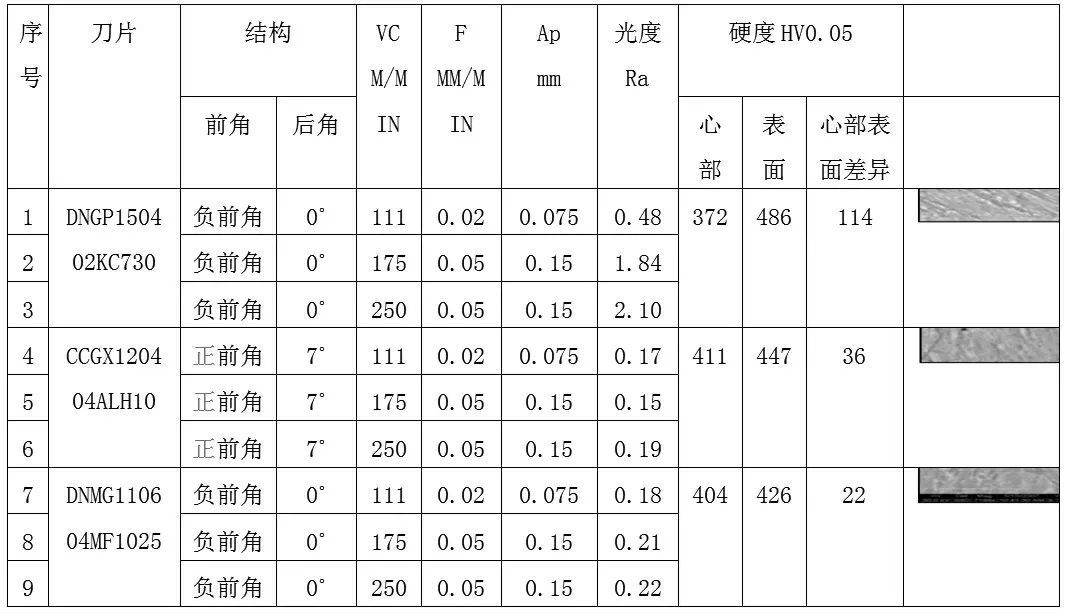
表2工藝試驗表
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
