飛機裝配自動進給鉆應用及精度控制
2020-08-28 09:04:18王偉董衛萍邢欣王志超李陽
中國設備工程 2020年16期
王偉,董衛萍,邢欣,王志超,李陽
(中航飛機股份有限公司,陜西 西安 710089)
1 引言
飛機裝配過程中存在大量聯接件的裝配制孔,數量巨多,精度、質量要求嚴苛,主要有手工、半自動和自動三種制孔方式。手動制孔是采用手持風鉆、鉆套、刀具進行制孔;半自動制孔一般采用自動進給鉆(Automatic Drilling Unit,簡稱ADU)和配套刀具、導套等進行制孔;自動制孔是采用機器人、鉆鉚機等自動設備完成制孔。隨著新型鈦合金材料、復合材料、高硬度高強度鋼等難加工材料在飛機制造中大量采用以及飛機裝配工藝對制孔精度、效率要求的提高,傳統的手動制孔逐步被半自動制孔和設備制孔取代。由于自動進給鉆制孔相比機器人、鉆鉚機等設備具有制孔空間需求小、操作簡單、工具費用低等優勢,在飛機裝配中逐漸被推廣應用。目前,國內飛機裝配領域使用的自動進給鉆及自動鉆應用技術均從國外引進,國內對自動進給鉆應用技術及影響其制孔精度的配套刀具、鉆套技術研究較少,ADU應用技術長期依賴國外工具供應商。本文詳細介紹了自動進給鉆的應用選型,并開展了自動進給鉆精度控制試驗,研究刀具結構參數及導套精度對其制孔精度的影響,提出自動進給鉆配套刀具、鉆套的關鍵設計要素,以滿足制孔精度及穩定性要求。
2 自動進給鉆應用選型
自動進給鉆主要部件包括動力部件、連接定位部件(鉆模板、壓緊釘、引導套)、切削刀具等。在飛機裝配制孔過程中,自動進給鉆提供扭矩、轉速、進給、冷卻、碎屑等功能,關鍵參數包括結構、功率、進給、轉速、行程等。通常情況下,自動進給鉆的應用選型原則如下。
(1)根據制孔空間和制孔要求,選擇自動進給鉆的結構,有轉位卡口型、膨脹夾頭型、C型、偏移頭型等幾種形式,不同的結構的制孔功能和空間需求不同。在空間允許的條件下,一般選用轉位卡口型,鉆锪一體時選用膨脹夾頭型,制孔空間狹小時,選用偏移頭型。
(2)根據被加工材料及孔徑大小確定自動進給鉆的轉速、進給。在多種疊層材料制孔時,自動進給鉆參數選用采用“就難”原則(如鈦合金和鋁合金疊層制孔,轉速、進給以鈦合金加工參數為準)。
(3)自動進給鉆功率與制孔孔徑大小、材料加工難易程度相關,通常選用渦輪馬達且主軸輸出功率大于1.3kW。
(4)根據材料厚度、鉆模厚度、排屑空間、鉆套系列及刀具結構,確定自動進給鉆的加工行程。
3 自動進給鉆制孔精度控制
通常機加設備的主軸為剛性主軸,其主軸徑向跳動影響著孔徑精度、質量和穩定性。而自動進給鉆為浮動主軸,僅為刀具提供制孔動力,所用刀具與通常機加設備制孔刀具不同,刀具尺寸、導套與刀具的配合尺寸是決定孔徑精度的關鍵因素。
本文以刀具結構及自動進給鉆導套精度為研究對象,開展常見自動進給鉆精度控制試驗。針對鉆削刀具結構,研究刀具刃帶和倒錐對制孔精度的影響,采用多點支撐的雙刃帶鉆頭和機加常用單刃帶鉆頭做精度對比切削試驗,刀具刃帶結構如圖1所示;采用刃部外徑無倒錐的鉆頭與傳統的帶倒錐的鉆頭做精度對比試驗,刀具倒錐如圖2所示;針對導套與刀具的配合精度,進行制孔精度控制試驗,自動進給鉆導套結構示意圖如3,研究影響制孔精度的因素。
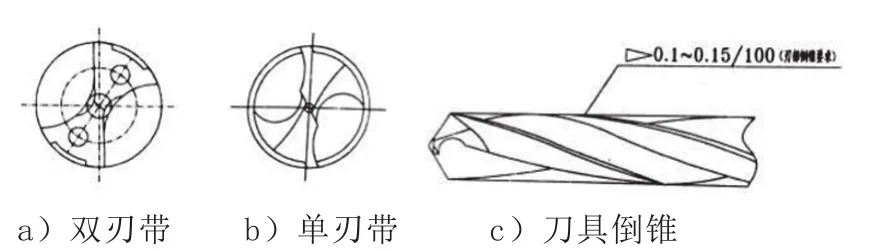
圖1 刀具參數示意圖
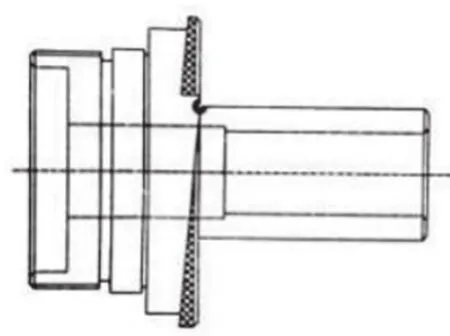
圖2 自動進給鉆導套示意圖
3.1 試驗方案
本試驗采用單因素變量法,針對鉆削刀具的不同刃帶結構、倒錐形式及導套內徑分別進行切削試驗,研究刀具結構參數、導套與刀具配合精度對自動進給鉆制孔精度的影響。
(1)制孔試驗條件:制孔空間開敞,試驗件為鋁合金與鈦合金疊層制孔,疊層厚度為18mm,終孔孔徑為 9.52 ~ 9.57mm,無初孔。
(2)自動進給鉆選取:根據制孔條件確定的自動進給鉆功率為2.1kW、轉速2360r/min、進給0.05mm/r,鉆模版厚度為20mm,排屑間隙10mm,選用A22000系列導套,外徑為φ22.5-0.007mm。
(3)刀具參數:刀具材料統一選用雙螺旋30°硬質合金棒料,采用同一加工刀具設備和刀具測量設備,總長L=180mm,刃長L1=90mm,刀具直徑名義值為φ9.54mm。
3.2 試驗結果
采用數顯內徑千分尺測量被加工工件的孔徑大小,以加工工件不同深度處的三點孔徑大小,以其平均值作為孔徑大小,具體結果如下所示:
(1)圖3為刃帶及倒錐對制孔孔徑影響結果圖,使用導套內徑的名義尺寸為φ9.54。可以看出,雙刃帶不帶倒錐鉆頭的孔徑測量結果更穩定,更貼近刀具實際尺寸,有利于精度控制。
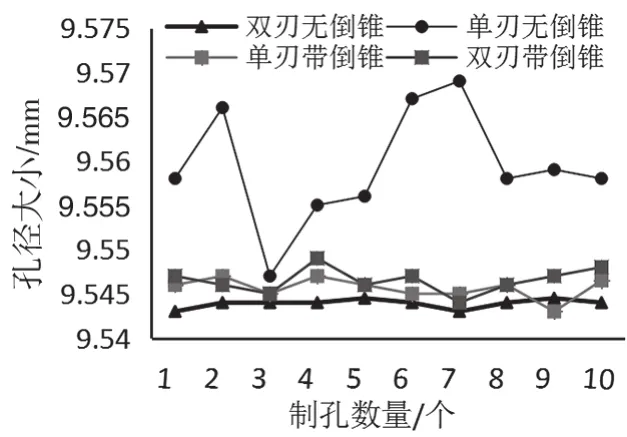
圖3 鉆頭倒錐對孔徑大小的影響
(2)圖4為不同導套內徑對應的孔徑結果測量圖,可以看出,導套內徑為中9.545的孔徑較為穩定,孔徑尺寸更貼近于刀具尺寸,導套與刀具間隙越大,孔徑穩定性越差。
4 結語
(1)雙刃帶鉆頭比普通的單刃帶鉆頭具有更好的制孔精度和穩定性,雙刃帶刀具在導套內可獲得多點支撐,具有更好的穩定性。因此,ADU刀具齒背需采用雙刃帶或多刃帶設計。
(2)在切削過程中,帶倒錐刀具隨著切削加深,刀具與鉆套之間的間隙增大,由于自動進給鉆主軸直接與刀具連接,隨著刀具的擺動,制孔精度和穩定性降低。不帶倒錐刀具具有更好的制孔精度。
(3)自動進給鉆導套內徑與刀具外徑配合間隙越小,刀具在切削過程的擺動越小,孔徑更穩定,制孔精度和穩定性越高。一般刀具公差取孔徑容差的40%,導套與刀具公差配合選用G6/h6。
