5種陶瓷拋光套裝對IPS e.max CAD瓷維氏硬度和斷裂韌性的影響
2020-09-03 06:59:50裴麗娜張時松郭震威馮曉偉付苗苗張昕雨王桃
河南醫學研究 2020年22期
關鍵詞:裂紋
裴麗娜,張時松,郭震威,馮曉偉,付苗苗,張昕雨,王桃
(1.鄭州大學第一附屬醫院 口腔科,河南 鄭州 450052;2.河南理工大學 醫學院,河南 焦作 454003;3.鄭州大學附屬鄭州中心醫院 口腔修復科,河南 鄭州 450052)
IPS e.max CAD瓷的主要成分為二硅酸鋰,由于其出色的美學效果、精確的數字化加工工藝、良好的機械性能和穩定持久的粘接力,目前被廣泛應用于臨床[1]。牙科陶瓷被調磨后粗糙的表面易引起菌斑黏附及修復體著色,甚至加重對頜牙的磨耗[2-3]。因此,調磨后進行進一步的表面處理尤其重要。目前臨床上常見的表面處理方式有上釉和拋光。上釉不僅能有效降低陶瓷修復體的粗糙度,還能提高修復體的機械性能[4]。當選用IPS e.max CAD瓷材料的貼面或嵌體等粘接后調磨修復體時,必須由醫生在椅旁進行表面處理,此時拋光更有優勢[5]。目前有關拋光工具的研究主要集中于對修復體表面粗糙度與光潔度等方面的影響,但是關于拋光對修復體機械性能影響的研究相對較少。本研究評估5種不同拋光系統對IPS e.max CAD瓷的維氏硬度和斷裂強度的影響,旨在為臨床醫生選擇合適的拋光工具提供參考。
1 材料與方法
1.1 材料IPS e.max CAD玻璃陶瓷(義獲嘉公司,瑞士);CAD/CAM切割機(ARUM,韓國);維氏硬度儀(光學儀器一廠,上海);超聲波清潔機(潔康有限公司,東莞);烤瓷爐(義獲嘉公司,瑞士)。拋光套裝信息見表1。
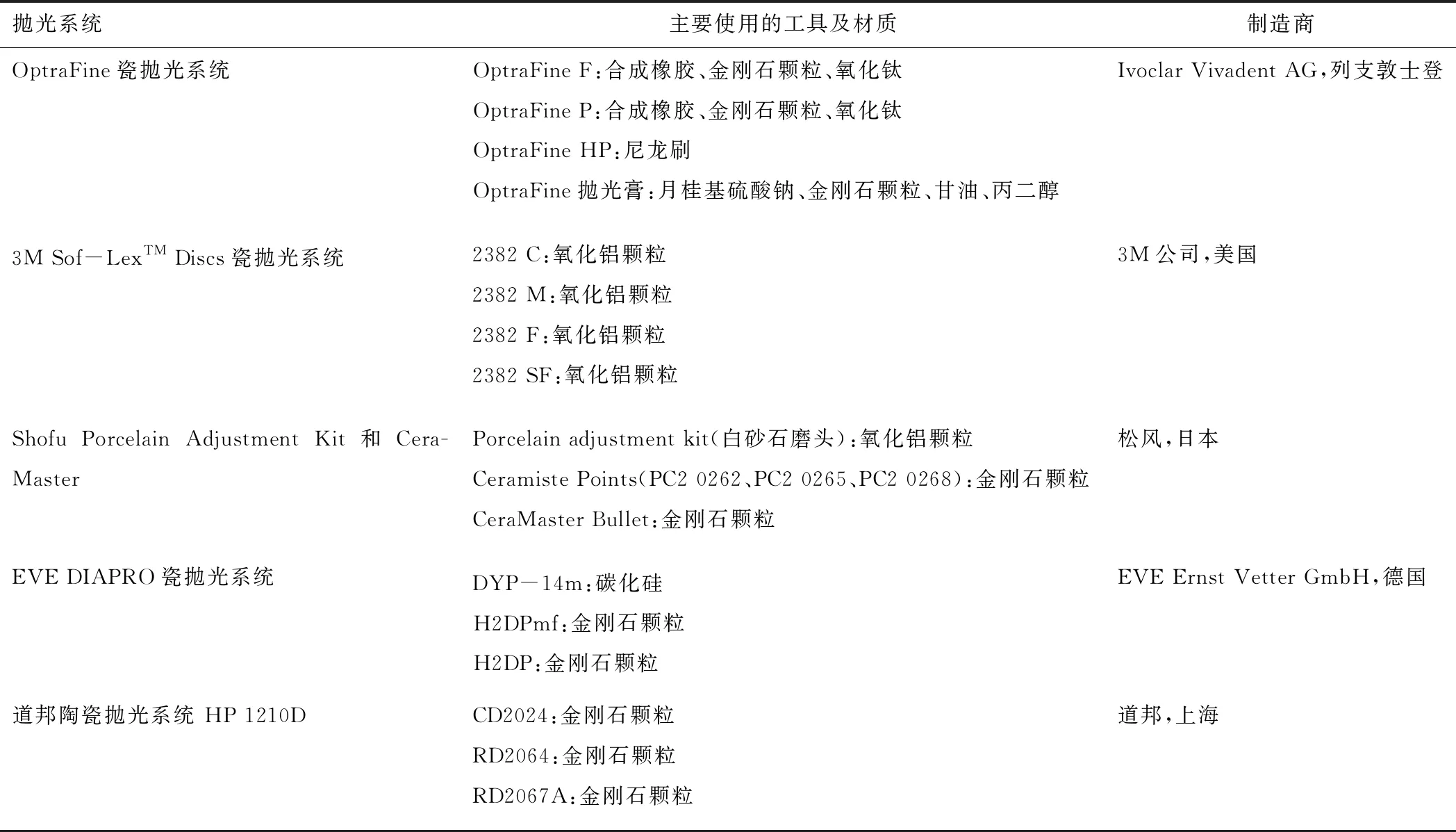
表1 5種拋光系統參數信息表
1.2 試件制作采用CAD/CAM切割機,按照15.0 mm×10.0 mm×4.0 mm的規格對成品IPS e.max CAD藍瓷塊進行切削,然后依次使用220目、400目的水砂紙朝同個方向打磨60 s。打磨前后采用去離子水超聲清洗5 min,吹干。將所有試件分次放入烤瓷爐內按照廠商推薦的程序進行結晶,篩除不合格試件,選取105個尺寸為(15.0±0.5)mm×(10.0±0.2)mm×(4.0±0.2)mm的試件。采用黃標金剛砂車針(40 μm)打磨試件表面模擬臨床調磨,調磨后進行去離子水超聲清洗,吹干。調磨10個試件更換1個車針。
1.3 實驗分組及表面處理將試件隨機分成7組,每組15個。(1)對C組不做任何處理。(2)對G組進行上釉處理,按照使用說明將釉膏和釉液按一定比例調和并涂布試件表面,放置烤瓷爐內預熱7 min,起始溫度402 ℃,以每分鐘100 ℃的速度升溫至650 ℃,抽真空,升溫至810 ℃,保持2 min,自然冷卻。(3)對Ivo組采用OptraFine玻璃陶瓷套裝拋光,按照使用說明在水冷卻下調整轉速為15 000 r·min-1,依次使用finisher磨頭和polisher磨頭分別拋光40 s,最后調整轉速為10 000 r·min-1,采用套裝中的尼龍刷與拋光膏在無水狀態下拋光40 s。(4)對3M組采用Sof-LexTMDiscs瓷拋光系統,調整轉速為10 000 r·min-1,依次使用2382C、2382M磨頭在無水狀態下分別拋光40 s,再將轉速調整為30 000 r·min-1,依次使用2382F、2382SF在無水狀態下分別拋光40 s。(5)對SF組采用Shofu Porcelain Adjustment Kit和CeraMaster套裝組合進行拋光,調整轉速為20 000 r·min-1,采用白砂石磨頭在無水狀態下拋光60 s,調整轉速為12 000 r·min-1,依次采用Ceramiste Points PC2 0262、PC2 0265、PC2 0268磨頭在無水狀態下分別拋光40 s,調整轉速為15 000 r·min-1,采用CeraMaster Bullet在無水狀態下拋光40 s。(6)對EVE組采用EVE DIAPRO瓷拋光系統拋光,將轉速調整為12 000 r·min-1,依次采用DYP-14m、H2DPmf、H2DP磨頭分別拋光40 s。(7)對Tob組采用道邦陶瓷拋光系統HP 1210D拋光,依次采用CD2024磨頭(轉速20 000 r·min-1)、RD 2064磨頭(15 000 r·min-1)、RD 2067A磨頭(12 000 r·min-1)在無水狀態下分別拋光40 s。拋光過程中,通過自制的彈性壓力控制裝置將拋光壓力控制在2 N左右并采用單向重疊的拋光手法及制造商推薦的最大轉速。所有操作均由一人完成。
1.4 維氏硬度的測量從每組中隨機選擇5個試件,采用顯微維氏硬度儀測量維氏硬度。將維氏硬度試件置于136°四棱柱的加載頭下,載荷為9.8 N,維持15 s,在每個試件選定的5個點上進行測量,記錄硬度儀顯示數值。
1.5 斷裂韌性的測量采用數顯布洛維硬度儀測量每組剩余的10個試件,按照(1×9.8)N、(2×9.8)N、(3×9.8)N………依次增加載荷,直到裂紋長度c大于2a(c是壓痕中心到裂紋末端的距離,a是壓痕對角線的一半)。確定斷裂載荷后保持20 s。記錄每個試件每條裂紋的長度,計算并記錄斷裂韌性。
KIC為斷裂韌性(單位為MPam0.5),E為彈性模量(單位為GPa),Hv為維氏硬度(單位為GPa),P為確定的斷裂載荷(單位為N),C為裂紋長度(單位為m)。
2 結果
各組維氏硬度值服從正態分布并且方差齊,采用單因素方差分析,結果顯示7組維氏硬度比較,差異無統計學意義(P>0.05)。各組斷裂韌性的數據均服從正態分布并且方差齊,采用單因素方差分析進行組間比較。G組、SF組、3M組、EVE組和Ivo組斷裂韌性均大于C組(均P<0.05);G組斷裂韌性大于SF組、EVE組、Tob組和Ivo組(均P<0.05);3M組斷裂韌性大于SF組、EVE組、Tob組和Ivo組(均P<0.05);其余組間兩兩比較,差異無統計學意義(均P>0.05)。見表2。
表2 各組試件維氏硬度和斷裂韌性比較
3 討論
盡管與拋光相關的研究有許多,但是對拋光參數(拋光轉速、拋光時間、拋光壓力、拋光工具等)的設定無統一標準[6]。本研究旨在探討不同拋光系統對IPS e.max CAD瓷維氏硬度和斷裂韌性的影響,未將拋光參數設為一致,而是分別以不同制造商推薦的最大轉速為準,比較不同拋光系統對IPS e.max CAD瓷力學性能的影響。據相關研究報道,對牙科陶瓷材料進行拋光時維持拋光壓力為1.5~3.3 N,將獲得較好的拋光效果[7-8]。因此,本研究通過自制裝置控制拋光壓力為2 N。
維氏硬度是牙科陶瓷材料中重要的機械性能,陶瓷材料的硬度代表其抵抗外界表面壓痕的能力[9]。常用的硬度指標有維氏硬度、布氏硬度和奴氏硬度等。由于維氏硬度測量應用范圍廣,既可以用于金屬的測量,也可以用于口腔陶瓷的測量,并且具有測量精確度高等優點[10],因此本研究選取維氏硬度進行測量,結果顯示,各組維氏硬度比較無明顯差異。這表明經過5種拋光套裝處理后的維氏硬度值之間無差異。試件經過拋光處理后維氏硬度沒有明顯變化,經過5種拋光工具拋光處理后獲得的維氏硬度均與釉粉上釉獲得的維氏硬度相似。Flury等[11]采用不同粒度碳化硅砂紙分別對長石質陶瓷(VITABLOCS Mark Ⅱ)和白榴石陶瓷(IPS Empress CAD)進行拋光處理并測量拋光后試件的維氏硬度,發現采用的砂紙目數越大,拋光處理后瓷塊的維氏硬度越高。在Flury等[11]研究中,采用120目的砂紙模擬黃標車針(40 μm)調磨后的狀態,采用1 000目的砂紙模擬精細拋光的效果[11]。在本研究中,對未進行拋光處理組采用車針(40 μm)調磨試件,進行拋光處理組的拋光均是由粗糙到精細逐步遞進的過程,但是未進行拋光處理組與進行拋光處理組的維氏硬度值無差異。產生不同結果的原因可能與被拋光瓷塊自身的硬度有關,不同的拋光工具、拋光方法也可能是導致不同結果的原因。與Vita Mark Ⅱ和IPS Empress CAD相比,IPS e.max CAD瓷具有更高的硬度[1,4,12]。目前關于拋光對陶瓷硬度方面的報道較少,仍需進一步研究。
由于陶瓷結合鍵強度高,脆性陶瓷破裂前無可測量的塑性變形[13]。斷裂的起源一般是修復體加工制作過程中產生的原始裂紋以及表面處理過程中產生的細小裂紋。修復體在口腔中行使功能的狀態下受到壓應力、拉應力等復雜應力的綜合作用,這些應力均會促使裂紋擴展,當裂紋擴展達到臨界裂紋時,修復體發生折斷。斷裂韌性是指材料固有的抵抗裂紋擴展的能力,對于口腔陶瓷材料來說是一個重要的力學性能參數[9]。對瓷試件表面進行拋光處理可減少調磨過程中試件表面產生大的裂紋,提高材料抵抗裂紋擴展的能力,從而提高瓷的斷裂韌性[14]。本研究通過拋光減少陶瓷表面較大的裂紋和缺陷,從而使得拋光處理后試件的斷裂韌性值高于未進行拋光處理組的斷裂韌性值。本研究結果顯示,經過拋光系統拋光處理后試件的斷裂韌性有所增高,其中3M組斷裂韌性是經過拋光處理中最高的,與G組的斷裂韌性值相當,說明采用Sof-LexTMDiscs拋光套裝拋光與上釉在增強斷裂韌性方面的效果相當。本研究結果還顯示,C組斷裂韌性最低,除Tob組外,C組斷裂韌性值低于其他組斷裂韌性值。C組模擬臨床調磨后的狀態,其他組模擬調磨后對瓷塊進行上釉或拋光處理,結果說明經過上釉或拋光處理后,瓷塊的斷裂韌性可升高或無變化。在本課題組前期研究中已得出,在拋光組中采用Sof-LexTMDiscs拋光處理后試件的粗糙度最低,并且與上釉處理后的粗糙度值之間無明顯差異[15]。因此在實驗設定的前提下,從拋光后表面粗糙度、陶瓷維氏硬度以及斷裂韌性等3個方面考慮,采用Sof-LexTMDiscs對IPS e.max CAD玻璃瓷拋光可達到釉粉上釉的效果。
本研究中5種拋光工具均能提高IPS e.max CAD瓷的斷裂韌性,但是IPS e.max CAD瓷的維氏硬度無明顯區別。Sof-LexTMDiscs的增韌效果最好,與釉粉上釉的效果相當。除此之外,采用拋光套裝(OptraFine玻璃陶瓷套裝、Shofu套裝組合、EVE DIAPRO瓷拋光系統)對IPS e.max CAD瓷進行拋光處理也有一定的增韌效果。對拋光后粗糙度與拋光后機械性能的相關性有待進一步研究。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
