時效處理對Ti-22Al-25Nb合金線性摩擦焊接頭組織和力學性能的影響
2020-09-08 10:09:20謝發勤李文亞郝建民郝婧淥
鈦工業進展 2020年4期
關鍵詞:焊縫
高 偉,陳 曦,,謝發勤, 李文亞, 郝建民,郝婧淥
(1.長安大學, 陜西 西安 710064)(2.西北工業大學,陜西 西安 710072)
采用整體葉盤(Blisk)是提高航空發動機推重比的有效手段之一,而線性摩擦焊接技術是目前國際公認的理想的整體葉盤焊接制造與維修關鍵技術,具有制造成本低、可靠性高、缺陷少的優點。目前這種新型固相連接方法已在國外高推重比發動機制造領域成功應用[1,2]。線性摩擦焊原理是兩工件沿平行于連接端面方向上做周期性直線往復運動,振動工件在振動機構的驅動下以高頻、小振幅作往復振動,非振動工件在壓力作用下向振動工件靠近,當兩工件接觸后,在往復摩擦和軸向壓力的作用下,焊接界面上產生摩擦熱使得界面及鄰近區金屬達到粘塑性狀態并產生塑性變形,兩工件界面之間的金屬被擠出,形成飛邊。待足量金屬被擠出后,待焊工件停止作往復運動,最后在兩端施加頂鍛力使塑性金屬間發生擴散,使兩部分焊件緊密地結合在一起[3,4]。
Ti2AlNb合金是在Ti3Al基合金基礎上研發的一種新型輕質高溫結構材料,該合金具有較高的高溫比強度,且抗氧化性和抗蠕變性能好。與其他Ti-Al系金屬間化合物相比,較高的室溫塑性和斷裂韌性使其在航空發動機領域擁有更廣闊的應用前景[5,6]。對線性摩擦焊制備的Ti2AlNb合金整體葉盤進行焊后時效處理,可以有效消除殘余應力,改善焊接頭的組織和性能。本文對Ti-22Al-25Nb摩擦焊接試樣進行時效處理研究,著重分析焊接態及焊后熱處理接頭的顯微組織及力學性能,為Ti-22Al-25Nb合金的進一步應用提供參考。
1 實 驗
實驗材料為西北有色金屬研究院鈦及鈦合金研究所提供的Ti2AlNb合金鍛件,名義成分為Ti-22Al-25Nb,化學成分如表1所示。

表1 Ti-22Al-25Nb合金的化學成分(w/%)
焊接試驗采用陜西省摩擦焊接重點實驗室自制的XMH-250型線性摩擦焊機,焊接工藝參數為:摩擦壓力70 MPa,頂鍛壓力130 MPa,振幅3 mm,頻率26 Hz,進給速度5 mm/s。焊接后的焊接頭在840 ℃進行時效處理,保溫2 h,空冷。
從焊接態接頭及時效處理后的焊接頭上切割試樣。金相試樣先用70#~2000#水磨性砂紙從粗到細依次打磨,并進行拋光,然后用3 mL氫氟酸、30 mL硝酸和67 mL水混合成的腐蝕液浸蝕。采用VEGA II XMU型掃描電子顯微鏡對焊接頭進行顯微組織觀察。采用SHIMADZU AG-X試驗機進行拉伸試驗,拉伸試樣依據國標GB/T 2651—2008《焊接接頭拉伸試驗方法》加工,拉伸速率為1 mm/min。采用TESCAN MIRA3 XMU場發射掃描電鏡進行電子背散射衍射(EBSD)分析和拉伸斷口形貌觀察。采用荷蘭Philips公司的X’Pert-Pro X射線衍射儀(XRD)測定焊接頭相組成,測量參數為:Cu靶Kα射線,管電壓35 kV,管電流40 mA,2θ掃描范圍10°~90°。采用Duramin-A300顯微硬度儀測量焊接頭的顯微硬度,測試載荷200 g,負載時間10 s,測量點從焊縫區開始間隔200 μm,直到母材區結束。
2 結果與分析
2.1 焊接態接頭組織特征
根據組織差異,線性摩擦焊接頭分為3個區域:焊縫區、熱力影響區(thermo-mechanically affected zone, TMAZ)和母材區[7]。圖1為Ti-22Al-25Nb合金焊接頭各區域的微觀組織。從圖1a中可以看出,Ti-22Al-25Nb合金焊接頭母材區組織由B2+α2+O相組成,其中黑色的等軸顆粒狀組織為α2相,淺灰色的細小針狀組織為O相,剩余的為基體B2相[8]。從圖1b可以看出,焊縫區較難腐蝕,表現為白色明亮形貌,組織特征不明顯。焊縫區組織主要由B2相組成,α2相和O相的數量相對較少。圖1c所示熱力影響區呈現明顯的沿焊接方向流動的特征,反映了材料在焊接過程中的金屬流動行為[9],其組織中可觀察到更多細小的針狀O相,而α2相的形態基本沒有變化。
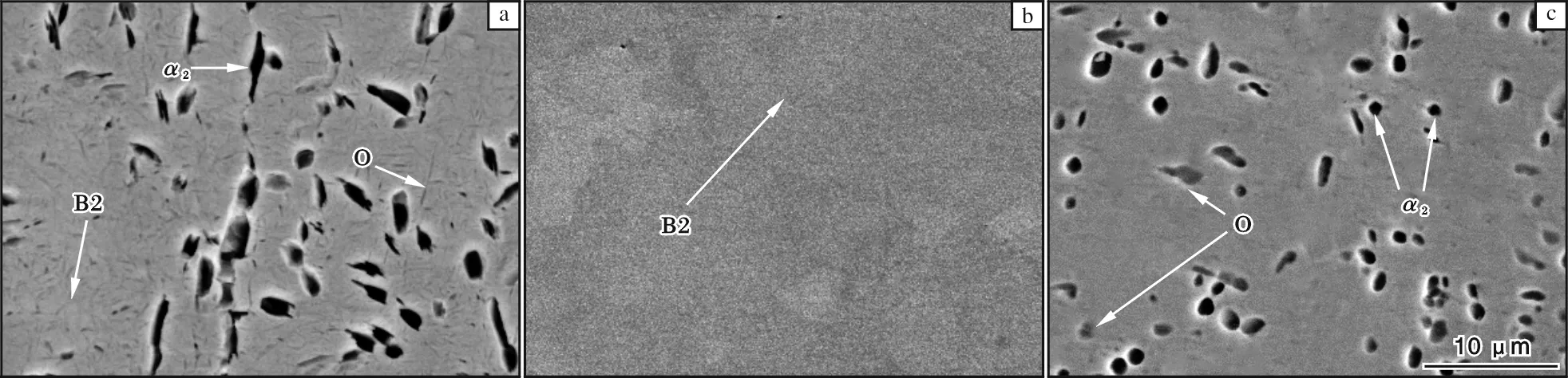
圖1 Ti-22Al-25Nb合金線性摩擦焊接頭不同區域微觀組織
2.2 焊接態接頭織構演變
由于線性摩擦焊接頭組織具有關于焊縫中心軸對稱的特征,本次試驗僅從焊縫一側進行選區EBSD分析。圖2為Ti-22Al-25Nb合金線性摩擦焊接頭的EBSD照片與反極圖(IPF)。根據焊接頭組織特征,圖2a從左至右依次包含了母材區、熱力影響區和焊縫區。可以看出,從母材區到焊縫區晶粒尺寸明顯減小。圖2b所示IPF圖顏色與圖2a中晶粒顏色對應,不同顏色代表不同的晶體取向,其中藍色、紅色和綠色分別代表晶粒取向為(111)、(001)和(101)。

圖2 Ti-22Al-25Nb合金線性摩擦焊接頭EBSD照片與IPF圖
運用EBSD技術對晶粒織構的取向分析,得到不同區域對應的{100}、{110}和{111}β相極圖,如圖3所示。EBSD極圖中的Y0方向表示焊接摩擦方向,X0方向表示軸向壓力方向,Z0方向表示垂直紙面方向,而Y0-Z0平面為摩擦平面。本次實驗EBSD數據均為Ti-22Al-25Nb 合金中B2基體相的取向數據。
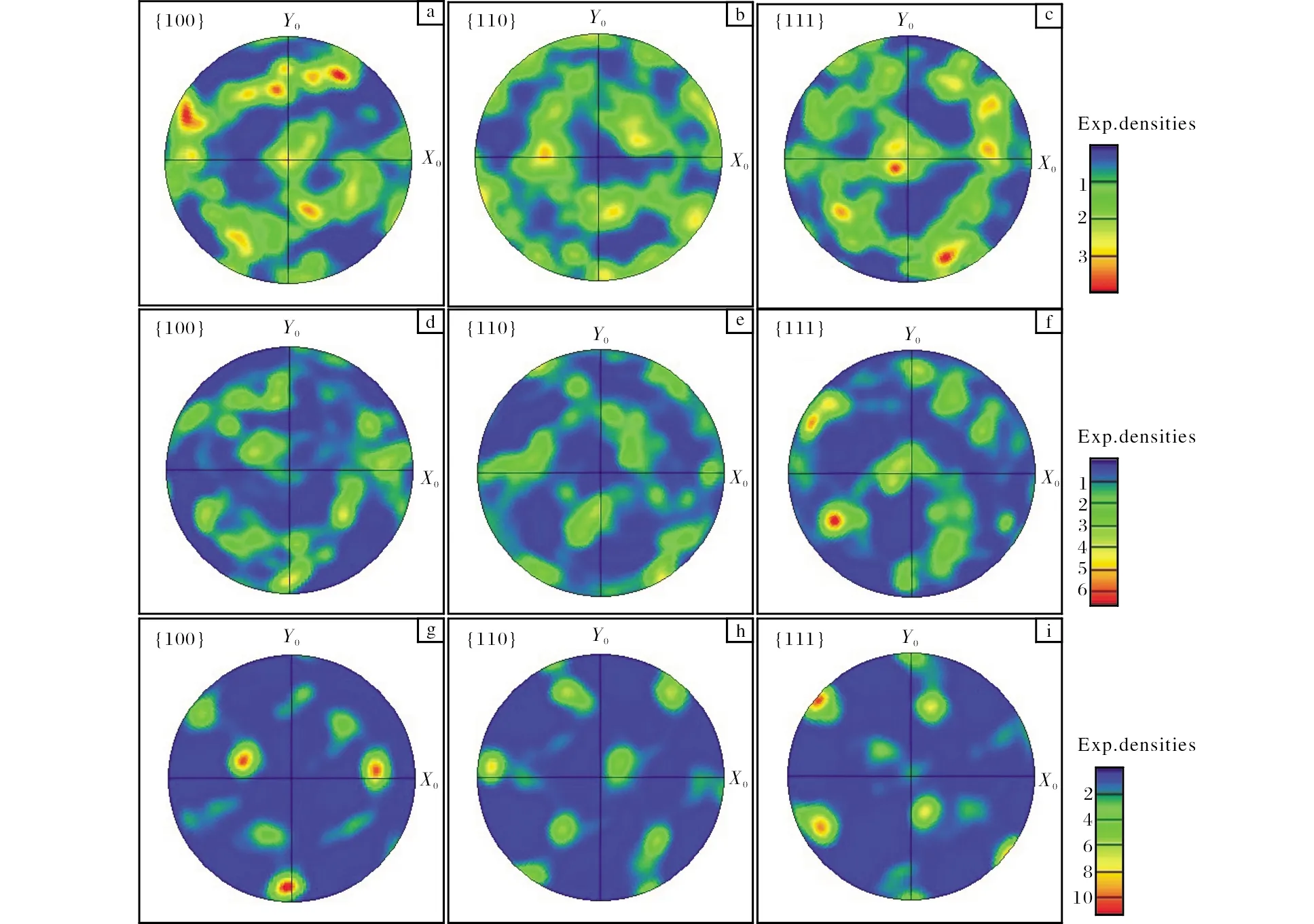
圖3 Ti-22Al-25Nb合金線性摩擦焊接頭各區域極圖
從圖2可以看出,Ti-22Al-25Nb合金焊接頭母材區的晶粒以等軸晶為主,其IPF顏色以紅色和藍色為主。結合母材區極圖(圖3a)可知,該區域部分晶粒的<100>晶向與Z0軸平行,而另一部分晶粒的<111>晶向與Z0軸平行,但兩種取向的晶粒并未形成較強的織構。靠近熱力影響區,在軸向力與剪切力的作用下,等軸晶粒沿焊接方向被拉長,出現彎曲,這種流線狀的組織越靠近焊縫越趨于與焊接界面平行;而從IPF顏色來看,紅色取向的晶粒比例有所減少,藍色取向晶粒增加,這說明在焊接過程中,不僅是晶粒的形狀受力發生變化,晶粒的取向同樣受到力的作用發生了轉動[10]。對比焊接頭熱力影響區和母材區的極圖,可以看出熱力影響區織構強度略有增加,這表明該區域的晶粒在力的作用下出現了集中取向的趨勢。焊縫區受到的熱力耦合作用最為強烈,因此該區域的組織及織構變化也最為明顯。從焊縫區極圖可以看出,該區域發生了明顯的動態再結晶,晶粒尺寸與母材相比大幅減小,而且晶界與母材相比也更為彎曲,同樣反映出動態再結晶的特征[11,12]。從IPF顏色來看,該區域的晶粒顏色多為綠色,原先母材中的紅色和藍色晶粒幾乎消失,這說明母材中的晶體學取向在經歷了焊接過程后,可能無法遺傳到最終的焊縫組織當中[13]。結合焊縫區極圖(圖3g~i)可知,焊縫晶粒的<110>晶向與Z0軸平行,<100>晶向與Y0軸平行,呈現出{110}<100>織構特征。
2.3 時效處理對焊接頭組織演變的影響
Ti-22Al-25Nb合金的熔點一般在1 600 ℃左右,通常熱處理溫度達到合金熔點的10%以上時發生靜態回復,而當熱處理溫度達到合金熔點的40%以上時,具有一定變形量的合金就可發生再結晶。圖4為Ti-22Al-25Nb合金焊接頭經840 ℃時效處理后的顯微組織。經過時效處理后,焊接頭內部儲存能釋放,靜態回復和再結晶過程促使焊縫區亞晶粒逐漸轉變為新的再結晶晶粒,因此在圖4a所示焊縫區可觀察到等軸的再結晶晶粒生成。

圖4 840 ℃時效處理后焊接頭不同區域的顯微組織
與時效前焊接頭焊縫區顯微組織相比,840 ℃時效處理后焊縫區顯微組織(圖4b)中析出了粗大的O相,分布于B2晶粒內和晶界上。時效處理過程析出O相的機制為:B2相通過中間過渡相O′相(具有B19結構)的有序化排列,轉變成為有序結構的正交O相。
從時效處理后熱力影響區的顯微組織(圖4c)可以看出,α2相在840 ℃時效溫度下的分解并不充分,由于該溫度提供了Nb元素在α2相中進行擴散的驅動力,從而使得α2相的邊緣處形成富Nb區并最終形成了rim-O相,故從圖4c中可以觀察到圍繞α2相析出的rim-O相。相較于焊接態,針狀O相長大,α2相尺寸減小不明顯。Xue[14]等人研究發現,α2顆粒內析出O相的多少主要與加熱溫度與保溫時間有關,而O相在α2相邊緣處的形核方式類似于逐層形核。由于α2相和B2相的界面處具有較高的濃度梯度,利于元素進行擴散,因此O相更易于從α2相的邊緣處開始形核并長大。
從時效處理后母材區的顯微組織(圖4d)可以看出,840 ℃時效處理后O相略有長大,α2相的形態無明顯變化。
圖5為焊接態和840 ℃時效處理后Ti2AlNb合金焊縫區的XRD圖譜。從圖5可以看出,焊接態Ti2AlNb合金焊縫區組織主要由B2相組成。經過時效處理后,焊縫區析出了一定量的O相,該區組織主要由O相與B2相組成。由于840 ℃的時效溫度相對較高,其為Ti2AlNb合金B2→B2+O相轉變所提供的驅動力相對較大,因此時效析出的O相數量較多。
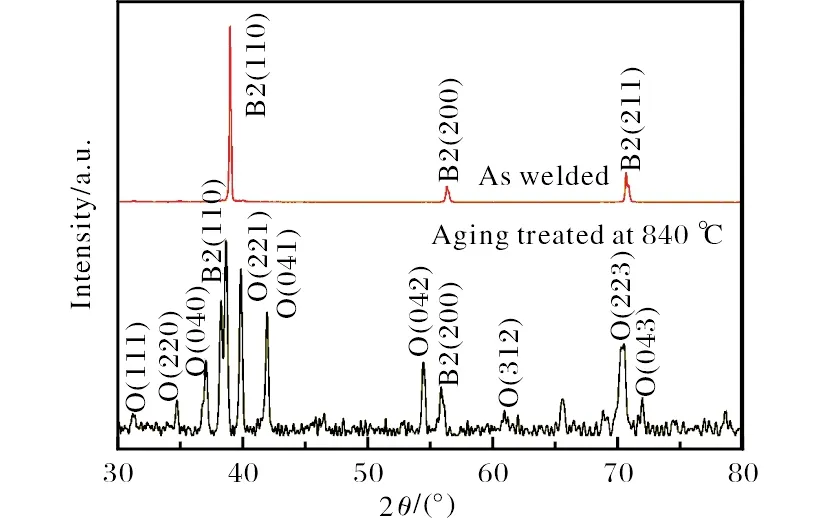
圖5 焊接態與840 ℃時效處理后焊縫區的XRD圖譜
對焊接態及時效處理后的Ti2AlNb合金焊接頭進行顯微硬度測試,結果如圖6所示。從圖6可以看出,從母材區到焊縫區,焊接態接頭的顯微硬度呈下降趨勢,而經過840 ℃時效處理后,顯微硬度整體呈上升趨勢;與焊接態相比,時效處理后焊縫區的顯微硬度值提高了約1 000 MPa,說明時效處理對焊接頭的強化效果非常明顯。Wang等人[15]的研究表明,Ti2AlNb合金的顯微硬度主要受析出相種類和體積分數的影響,而板條O相的厚度對顯微硬度的影響很小。因此相比焊接態接頭焊縫區,經840 ℃時效處理后,焊縫區析出的O相多,從而具有較高的顯微硬度。
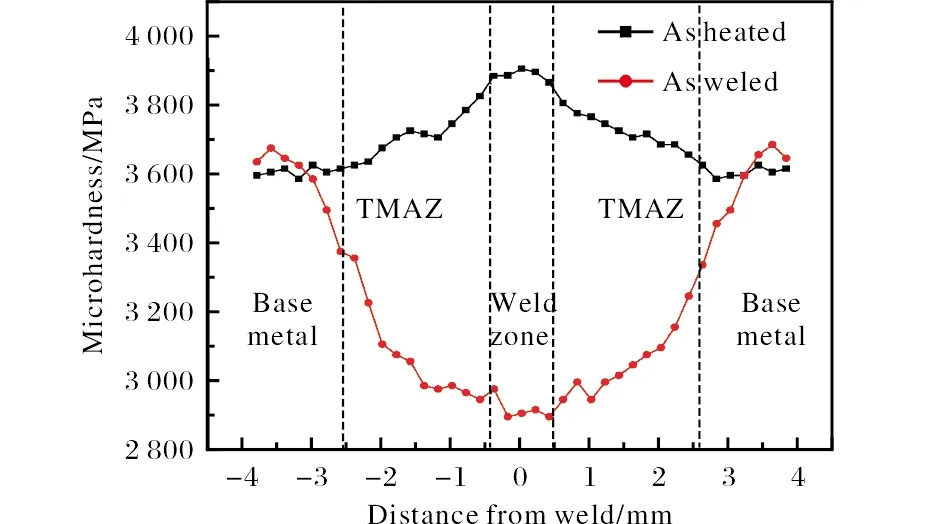
圖6 焊接態與840 ℃時效處理后的焊接頭顯微硬度曲線
圖7為840 ℃時效處理后焊接頭拉伸試樣的斷口形貌。從宏觀斷口(圖7a)可以看出,斷口呈現出一定的塑性變形——頸縮,具有明顯的剪切唇。從圖7b中可以觀察到深淺不一的韌窩和撕裂棱存在,斷口兼有韌性和脆性斷裂特征。
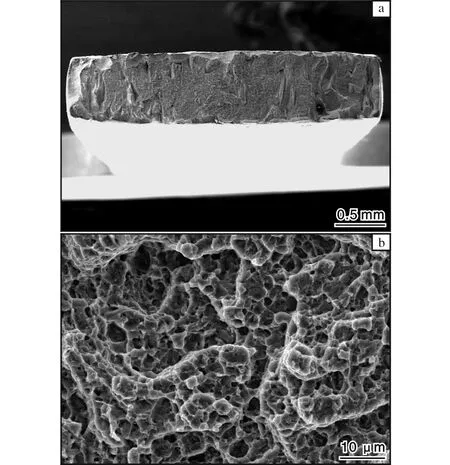
圖7 840 ℃時效處理后焊接頭拉伸斷口SEM形貌
表2給出了焊接態和840 ℃時效處理后焊接頭的拉伸性能。從表2可以看出,時效處理后焊接頭的斷裂延伸率、抗拉強度相比于焊接態有明顯的升高。焊接頭的拉伸性能與其板條O相尺寸符合Hall-Patch關系[16,17],時效處理后發生了再結晶過程并析出了O相,在細晶強化和第二相強化共同作用下,使得焊接頭具有較好的抗拉強度和塑性。
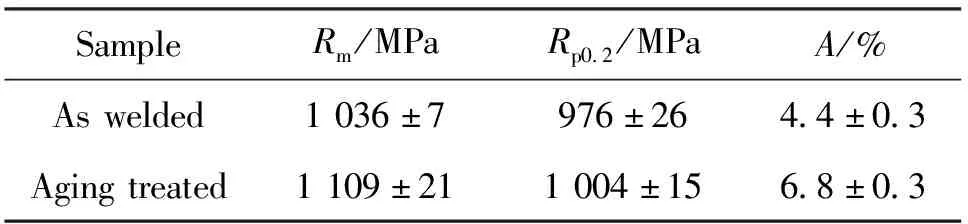
表2 焊接態與時效處理態焊接頭的拉伸性能
3 結 論
(1)Ti-22Al-25Nb合金線性摩擦焊接頭的母材區組織由B2+α2+O相組成;焊縫區組織以B2相為主,α2相和O相數量相對較少;熱力影響區可以觀察到更多細小的針狀O相,α2相的形態基本沒有變化。
(2)線性摩擦焊強烈的剪切作用使得母材晶粒取向沿焊接方向發生轉動,因而熱力影響區織構強度略有增加,在經歷了焊接過程后,母材初始取向無法遺傳到最終的焊縫組織中,焊縫區形成了{110}<100>B2相織構。
(3)經過840 ℃時效處理后,焊縫區析出了O相,熱力影響區中可以觀察到rim-O相圍繞α2相析出,母材區的O相有所長大,而α2相形態無明顯變化。時效處理后,在細晶強化和第二相強化的共同作用下,焊接頭的顯微硬度和拉伸性能顯著提高。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07