往復式壓縮機活塞桿修復
2020-09-10 07:22:44何多勝陳春鋒韓彥靈王建利
中國化工貿易·上旬刊 2020年4期
何多勝 陳春鋒 韓彥靈 王建利
關鍵詞:圓柱度;粗糙度;逐步推進法;激光熔覆;金相砂紙
0 引言
活塞桿是壓縮機的關鍵部件,主要用于支撐活塞做功,是一個運動頻繁,尺寸等要求高的配件,同時也是壓縮機中易損配件,其表面粗糙度一般要求為Ra0.4~0.8μm,對于精度高甚至要達到0.1μm以內,同時對同軸度、圓柱度及耐磨性也有相應的要求,使用過程中活塞桿密封面出現損傷后會影響設備的穩定運行,本文通過某化工廠往復式壓縮機活塞桿修復實例介紹活塞桿可行性修復方案。
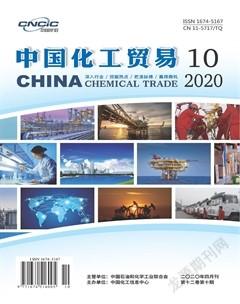
現場活塞桿填料密封位置出現拉傷,通過與客戶溝通進一步了解到該壓縮機活塞桿材質為20Cr13,整個活塞桿填料密封表面噴涂硬質合金(碳化鎢)處理,表面硬度檢測約為HLD720,表面粗糙度檢測約為Ra0.15μm;其余信息不詳,活塞桿基本尺寸及修復要求如下。
1 修復難點分析
從圖示1可以看出活塞桿長徑比約2427/95≈25.5>20,屬于細長軸系列,同時活塞桿兩頭軸徑比較細,同時修復位置對圓柱度、同軸度、硬度、粗糙度等均有要求,修復難點有以下幾點:第一個難點是修復位置比較長,為保證其圓柱度要求,修復位置的精加工需磨床磨削進行,而磨床裝夾方式一般是采取兩頭頂尖頂中心孔的方式進行,磨削前需確保兩頭中心孔與基準位置滿足圖示的同心度要求,通過車床裝夾找正發現M72軸頭這側的中心孔超出同心度要求,從圖示1可以看出,此側軸頭軸徑最細位置只有φ57,在中心架支撐基準A位置修復中心孔時軸頭發顫比較嚴重,修復的中心孔滿足不了圖示的同心度要求;第二個難點是修復位置的硬度要求達到HRC50以上,并且要防銹。原活塞桿此處通過噴涂碳化鎢處理,而本單位無噴涂工藝,只要激光熔覆增材工藝,激光熔覆硬質合金粉是否會出現裂紋、是否防銹未知,熔覆后的硬度是否滿足不知道;第三個難點是無研磨工具,表面粗糙度在磨削后無法達到Ra0.4以內。
2 修復難點解決
2.1 中心孔修復問題的解決
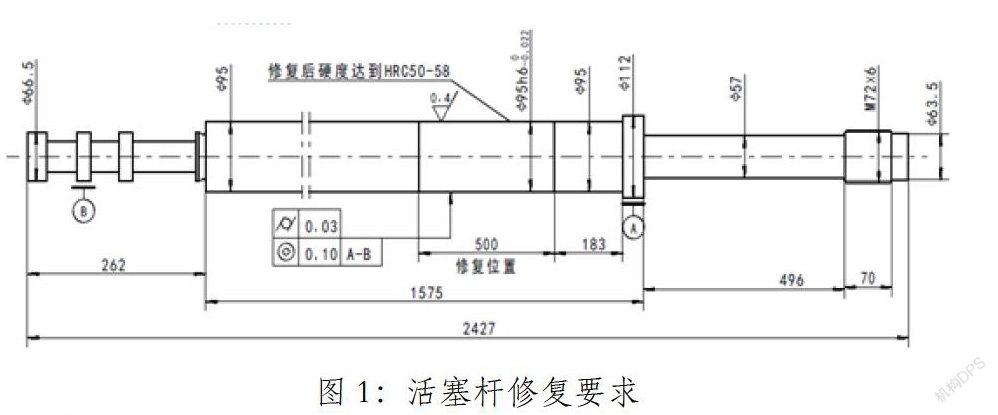
在初步修復中心孔時,由于車床中心架支撐位置與修復中心孔距離比較遠,同時兩處之間的軸徑比較細,修復中心孔時出現發顫情況。解決此問題就是解決修復時軸頭發顫的問題,分析發現,軸頭發顫的主要原因是支撐點與中心孔位置比較遠,修復時的力矩大,軸徑細,造成修復時此間的軸剛性不足;修復中心孔的力矩=力*距離L;修復時的車削力一定,只有通過減小距離L,達到減小力矩防止發顫的目的,減小距離只有改變中心架支撐點,新的支撐點必須在圖示的同心度要求以內才能滿足,通過車床裝夾打表φ57軸徑位置發現,此處的跳動超過圖示的同心度要求,通過查找設備裝配圖,發現此處的軸徑無配合公差要求。為了減小力矩,將中心架支撐點前移盡量靠近修復的中心孔,通過與車工技師溝通,決定采取“逐步遞推法”將中心架移至所需的位置,進而修復軸頭的中心孔。
逐步推進法修車A端中心孔,(找正時確保A及D同心度在0.02mm以內)方法如下:
車床四爪裝夾D位置,中心架支撐A位置,在4#位置修車新基準→接著中心架支撐4#位置,在3#位置修車新基準→接著中心架支撐3#位置,在2#位置修車新基準→接著中心架支撐2#位置,重新在1#位置修車新基準→接著中心架支撐1#位置,修A端的中心孔;修復完A端中心孔后,車床四爪裝夾B位置,頂尖頂修車好的A端的中心孔;對1#位置及A位置打表找正,發現1#位置跳動0.05;A處位置跳動0.03;滿足活塞桿修復的同心度要求。
2.2 修復表面硬度的要求解決
在日常使用激光熔覆中,可有多種硬度的焊粉供我們使用,其中XS-358鐵基焊粉,理論硬度能達到HRC58,適合500℃ 以下的耐磨、耐蝕層,熔覆層的硬度高,耐磨性好。同時相對噴涂工藝,激光熔覆工藝焊材與母材為冶金結合,結合強度對比噴涂涂層與原母材的結合強度要高。
2.3 表面粗糙度的解決
在我們日常修復軸類零件后,對于修車的表面往往達不到我們我們所需的粗糙度,常規的手段由操作工在車床上采用砂紙對修車的表面進一步進行拋光處理,拋光后的表面粗糙度提升,但拋光處理的不好會造成修復尺寸的改變,同時造成修復表面的圓柱度等也發生變化,日常我們拋光時選用的砂紙為300目以內,拋光的效果因操作工的不同而不同,對活塞桿修復表面粗糙度的要求我們也考慮在磨削后可采用目數更細的砂紙進行拋光解決。
3 修復實驗驗證效果
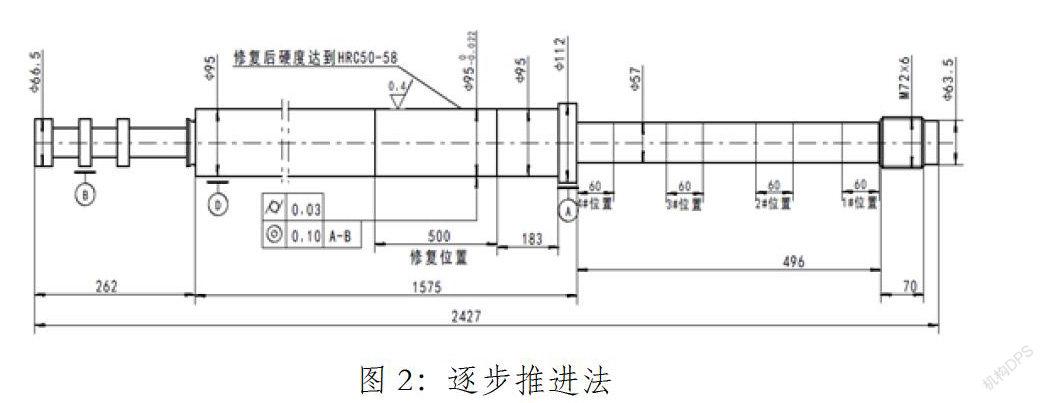
在修復活塞桿前,為驗證上述各項問題的解決辦法是否可行,我們找來類似的報廢活塞桿進行修復驗證上述方案的可行性。報廢的活塞桿通過“逐步推進法”修復一端的中心孔,修復后打表找正,百分表跳動在0.05mm以內滿足修復要求;接著對中間密封位置設定一端修復位置,車床裝夾對修復位置進行粗車見光,將原噴涂層車削掉;接著在激光熔覆設備裝夾,選用XS-358焊粉熔覆修復位置,熔覆一遍焊接高度可達到直徑1.2-1.5mm,熔覆兩層可達2.5mm左右,熔覆后肉眼觀察未發現裂紋、氣孔等缺陷;接著磨床裝夾,打表找正,確認兩端中心孔滿足同心度要求后,磨削修復位置見光,便攜式硬度計檢測熔覆修復位置,檢測硬度約為HRC56左右,對應HLD778> HLD720,滿足要求;同時通過著色探傷檢測,未發現氣孔、裂紋等缺陷,在修復表面澆水后等待一天左右,現場查看修復表面未見銹蝕,接著磨削至要求尺寸,檢測粗糙度約Ra0.8;最后車床裝夾,選用500目以上的金相砂紙對修復位置拋光,拋光后經千分尺對修復表面尺寸檢測未發生變化,表面粗糙度提升至Ra0.15左右,滿足圖示Ra0.4要求。
4 結論
對往復式壓縮機的活塞桿經過上面的修復方式修復后,經鉗工對活塞桿的尺寸、硬度、形位公差及粗糙度檢驗均達到圖紙要求,在回裝后壓縮機運行良好,說明上面修復方案可行。
參考文獻:
[1]關振中.激光加工工藝手冊[M].北京:中國計量出版社,1998,5(10).
[2]李亞江、李嘉寧.激光焊接/切割/熔覆技術[M].北京:化學工業出版社,2012(7).
[3]曾樂.現代焊接技術手冊[M].上海:上海科學技術出版社,1993(1).
作者簡介:
何多勝,男,1993年畢業于西安礦業學院機械加工制造專業,現為獨山子石化公司設備檢修公司加工車間主任,主要從事石化設備配件生產保運管理工作。