水下濕法焊接研究進展
2020-09-10 13:53:38葉建雄彭星玲李兵
電焊機 2020年9期
關鍵詞:研究進展
葉建雄 彭星玲 李兵









摘要:水下焊接包含水下干法焊接、局部干法焊接和濕法焊接三類,其中濕法焊接因其簡單方便受到了廣泛關注。介紹不同水下焊接方式的特點,并重點介紹水下濕法焊接在專用焊條研制、電弧穩定性分析以及焊縫成形建模三個方面的研究發展歷程及最新研究成果,提出還需在濕法焊接專用傳感器的研制、電弧燃燒過程及機理分析等方面進一步開展深入探索,以推動濕法焊接的高質量發展。
關鍵詞:濕法焊接;焊條;電弧穩定性;焊縫成形;研究進展
中圖分類號:TG456.5? ? ? ? ? ? 文獻標志碼:A? ? ? ? ? ?文章編號:1001-2003(2020)09-0111-07
DOI:10.7512/j.issn.1001-2303.2020.09.12
0? ? 前言
隨著我國海洋資源開發的深入,大型的海洋工程和海洋工程裝備持續增加,中集集團于2017年交付使用的半潛式鉆井平臺“藍鯨1號”,其最大作業水深達3 658 m,最大鉆井深度達15 250 m[1]。不斷出現的海上石油平臺、海底輸油、輸氣管線施工、海上船艦緊急維修、碼頭設施、水下礦產開發、水閘以及核電設施等,對水下焊接技術提出了更高的要求。同時,作為世界第一大船舶制造國,大量的船舶制造與維護也迫切需要水下維修的焊接技術。
目前,雖然水下焊接在焊接手段、工藝、焊接材料及焊接機理等方面已有不少成果[2],但工作環境的復雜性和特殊性,使水下焊接既不同于陸地焊接,也不同于普通高氣壓下的電弧焊接。作為水下工程開發、建設和維修不可缺少的關鍵技術,對其水下焊接方法、焊接材料以及電弧特性等進行研究具有非常重要的意義。
文中介紹了水下焊接方法的分類,并重點介紹了水下濕法焊接在焊接材料、電弧穩定性分析及焊縫成形建模三個領域中的最新研究成果。
1 水下焊接方法分類
水下焊接方法除傳統的電弧焊、爆炸焊外,還有激光焊、摩擦焊、螺柱焊、等離子焊等近20 種。按照焊接時電弧所處環境的不同,可以分為干法焊接、局部干法焊接和濕法焊接三大類。
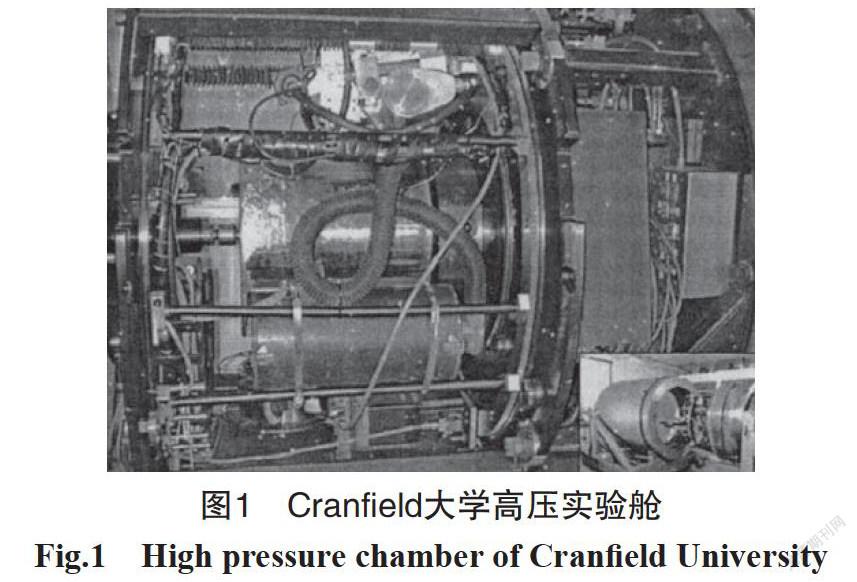
干法焊接又分為高壓干法焊接和常壓干法焊接,由于焊前排除了水的存在,故焊接質量與陸地焊接時基本一樣。高壓干法焊接由美國于1954年提出,目前很多國家都有高壓模擬試驗裝置,如巴西CENPES中心的高壓焊接艙,挪威SINTEF的無人高壓試驗艙(見圖1),以及英國Cranfield大學于1990年初研制的Heper-wedl250,它是一種無人高壓干法試驗裝置,可模擬水下250 m的壓力[3-4]。哈爾濱焊接研究所于20世紀80年代開始研究高壓干法焊接,先后研制了HSC-1和HSC-2試驗裝置,可進行TIG焊和焊條電弧焊(MMA)試驗。北京石油化工學院制造了壓力為1.5 MPa的試驗裝置(見圖2),研發了鎢極氬弧自動焊機,進行了0.1~0.7 MPa壓力下的16Mn管道全位置自動焊接[5-6],并于2006年末完成了為期一周的海上試驗,獲得了滿意的效果。常壓干法焊接需在密封的壓力艙中進行,其要求比高壓法更高,國內目前還沒有此類試驗裝置。總之,水下干法焊接質量可靠,但裝備造價昂貴、準備工作繁雜。
局部干法焊接由于電弧的燃燒及熔池凝固都在氣相環境中完成,所以焊接質量良好[7],其形式主要有可移動氣室式、水簾式、氣罩式三種。可移動氣室式水下焊接利用氣體將氣室內的水排出,首個氣室直徑約為100 mm,由美國提出并于1973年投入應用[8];水簾式由美國人Sagara在1977年首先提出,通過焊槍外圍的高壓水流構成一個高挺度的圓錐水簾,通過此水簾將外圍水擋住,然后在其內部通入保護氣體實現局部干法焊接[9];華南理工大學的王國榮于20世紀90年代研制了氣罩式方法,利用帶有空腔的彈性密封材料與母材緊密貼合,然后向其內通以保護氣體構成微型排水罩,利用此裝置和專用焊條獲得了良好的焊接效果[10];北京石油化工學院與上海核工程研究設計院合作研制了一套局部干法水下自動焊接系統,并模擬水下5 m和15 m條件下的局部干法自動焊接,取得了滿意的效果[11];天津大學的沈相星[12]等開發了一種帶有預熱功能的局部干法焊接專用排水罩,可以顯著提高焊接接頭的韌性[12];哈爾濱工業大學的郭寧等提出了一種適用于水下激光局部干法焊接的排水裝置,不僅能夠形成穩定的局部干燥腔,而且氣流在鎮靜氣室中呈環形分布,氣體運動近似層流,有利于減少對熔池的攪動[13];近年來,計算機仿真技術也應用于水下局部干法焊接排水罩的設計中,北京石油化工學院的薛龍以及南昌航空大學的高延峰等分別對排水罩內的高壓流體運動形態進行了仿真[14-15],對模擬結果進行分析并通過試驗進行了驗證。雖然現在開發的排水裝置較多,但局部干法焊接也有明顯缺點,主要表現在氣室小,保護氣體和煙塵將焊接區的水攪得混濁且紊亂,焊接效果難以觀察。
濕法焊接條件下,工件完全置于水中,焊接條件惡劣。特別是在濕法電弧焊中,電弧是通過焊接產生的水泡進行保護,雖然操作快捷方便,但焊接電弧并不穩定,一直以來被認為是低質量的焊接方法,主要用于應急修理等場合。直到近年來在水下濕法焊接材料、焊接工藝及方法等方面的突破,濕法電弧焊才逐漸被認可,目前已成為研究熱點。
2 濕法電弧焊焊材進展
氣孔和氫致裂紋是濕法電弧焊中最常見的兩種缺陷。前者是由于焊縫快速冷卻時,熔池中的氣體來不及逸出而殘留在焊縫中;后者是由于焊接中產生的氫原子滲透到焊件內部,降低被焊件晶粒間原子結合力,當水的急冷作用產生的殘余應力在含氫量較高的部分集中時產生的裂紋。所以在水下濕法焊接中經常采用藥芯焊絲,利用藥皮的熔敷作用覆蓋在焊縫表面,減緩水的急冷作用,同時還在藥皮里加入特定的物質來提高電弧穩定性和減少氫含量。
先進焊條的研制使濕法焊接實現了從“能焊”向“焊好”的轉變。英國的Hydroweld FS焊條、Hanover大學開發的雙層自保護藥芯焊條、美國的7018S和“Black Beauty”等的焊接質量都已達到甚至超過了美國船級社AWS D3.6的標準,且已在橋梁、船舶的維修中得到了應用[16];我國自20世紀50年代開始運用水下濕法焊條電弧焊,60年代開始研發水下專用焊條,目前國內常用的焊條有TS202、TS203、TSH-1,吳倫發等于2005年研制了一種高強度專用濕法焊條TS208,并在重點工程中得到了應用,焊條即使長期浸水仍具有優異的焊接工藝性,并且接頭的抗拉強度不小于530 MPa,通過與英國FS焊條的對比性測試,焊接后的金屬力學性能更好,焊接效果如圖5所示[17]。郭寧等也開發了一種新型水下濕法自保護藥芯焊絲,可以在30 m以內水深完成CCSE36等級鋼的焊接,焊縫形貌美觀,無咬邊、焊瘤、氣孔、裂紋等缺陷,焊接效果如圖6所示,接頭性能達到AWS D3.6的標準,此項技術還申請了發明專利[18]。為提高濕法焊接的質量,專家們還展開了焊接工藝的研究,馮吉才等利用中頻感應加熱的方法對母材進行焊前及焊后的熱處理,達到了減少焊縫淬硬組織、降低冷裂紋傾向的效果[19]。
3 濕法焊接電弧穩定性
對焊接電弧燃燒行為和穩定性的研究,起步于對焊接電流和電弧電壓信號的監測、處理和分析,由于焊接電弧傳熱過程的復雜性,使得許多問題難以用試驗的方法確定,基于數值模擬的電弧穩定性研究,有助于深入理解濕法焊接的電弧特性。
3.1 基于電流和電壓的電弧穩定性分析
Mita等于1987年最早提出基于焊接電流和電弧電壓波形的電弧穩定性評價體系[20];Suban等通過焊接電流和電弧電壓的動態變化波形和特征參數概率分布、工作點電流和電壓的耦合分布,分析了不同保護氣體下的電弧穩定性[21];高理文等提出了基于自相關分析的定量評價方法,從焊接電流和電弧電壓信號中提取自相關函數峰值間距的變異系數,作為電弧焊熔滴過渡過程穩定性評價的量化指標[22]。以上方法被沿用到濕法焊接中,根據電壓、電流的標準偏差ΔU和ΔI,以及變異系數倒數δ(平均值/標準偏差)進行電弧穩定性的判斷,已得到學者們的一致認可,且δ值越大電弧穩定性越好,此外,根據短路電壓、電流和短路時間的統計數據進行電弧穩定性分析也是常用的方法[23-24]。
格列茨基基于試驗數據,獲得了焊接電流、電弧電壓與水深之間的約束關系,指出隨著水深的增加,電壓和電流的組合范圍會變小,見圖7[25];石永華等在數據處理的基礎上,制作了如圖8所示的U-I相平面圖,以輔助分析電弧穩定性與水深的關系,并且給出了參數組合的穩定邊界范圍[26]。
3.2 基于數值模擬的電弧穩定性分析
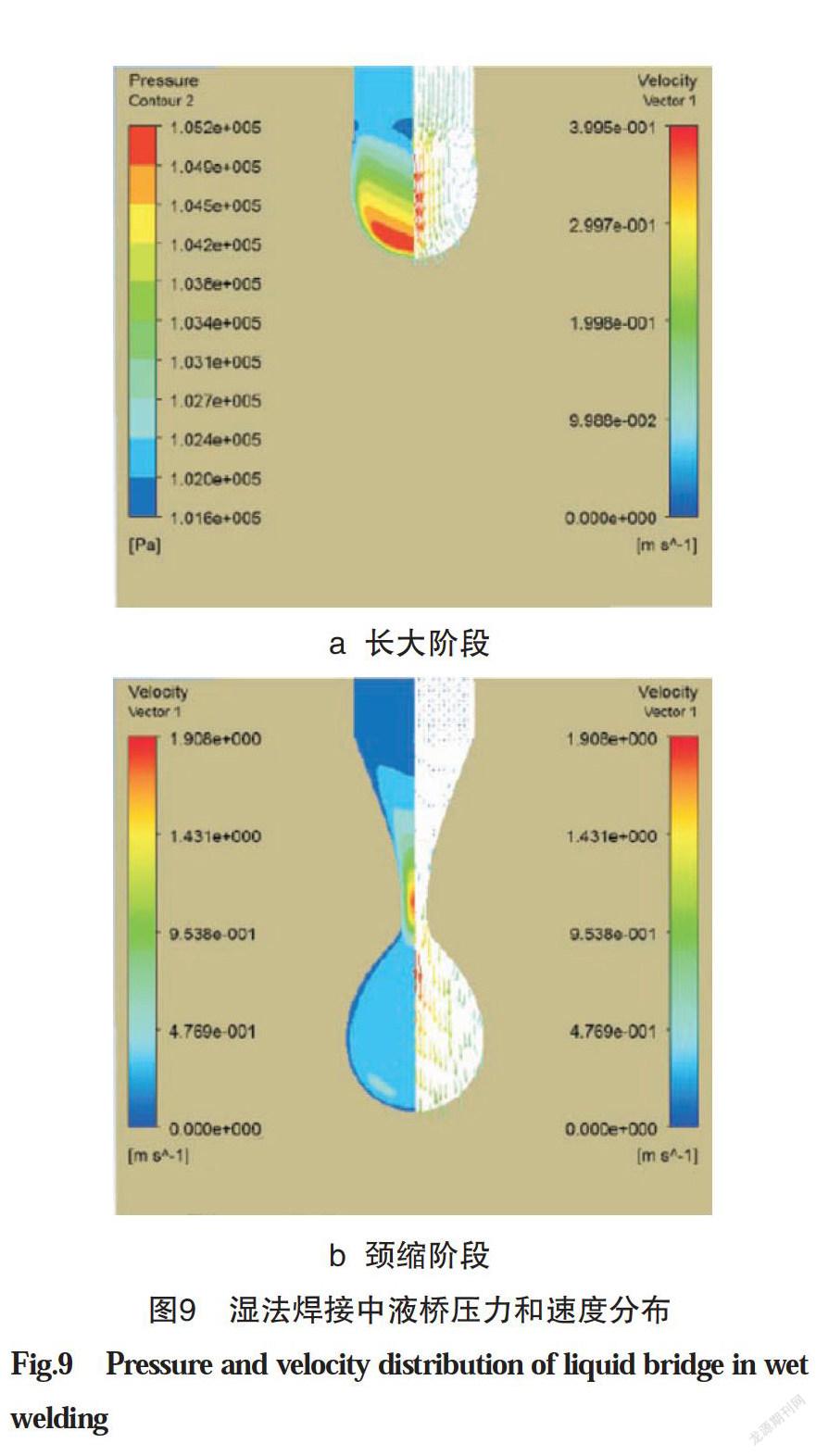
由于濕法焊接存在著大量干擾,目前對其進行電弧模擬的研究很少,主要是定性地分析濕法焊接條件下的電弧行為。哈工大的陳弈等根據焊絲熔化理論,基于流體運動學理論對FLUENT進行二次開發,實現了濕法焊接中液橋斷裂過程的模擬[27],如圖9所示。
華東交通大學的李志剛等利用納維-斯托克斯(N-S)方程和麥克斯韋方程組,結合FLUENT和VOF模型,對高壓環境下的水下旋轉電弧進行了仿真,得到了不同壓力下的電弧溫度梯度及電弧形狀,此外,還利用畢奧-薩伐爾定律描述帶電粒子感應磁場,完成了水下電弧在旋轉磁場下的運動仿真[28-29],部分成果如圖10所示。
4 濕法焊接焊縫成形建模
焊縫形態是電弧特性的直接反映,開展焊縫成形的建模研究可得到焊接參數與成形效果之間的映射關系。焊縫成形建模按所用方法可分為機理仿真建模、統計分析建模、人工智能建模三大類。濕法焊接的熔池除受熱源的影響外,還受到汽泡、水的激冷、紊流等隨機因素的影響,復雜程度遠高于陸地焊接。
4.1 統計分析建模
統計分析建模包括線性回歸(LR)、多元非線性回歸(MNR)、指數模型法、田口方法、響應曲面法等,這些方法的共性是通過先驗性的假定,將成形建模問題轉變為基于統計學的參數估計問題,模型精度與假設密切相關。在濕法焊接的相關研究中,Chen Bo等采用回歸方法進行了焊縫形狀的預測[30],石永華等利用多元曲線回歸方法建立了濕法焊接中工藝參數和焊縫成形尺寸之間的數學模型,并進一步進行參數敏感度分析,定量分析了各參數對成形的影響[31]。濕法焊接中熔寬與斜高與焊接參數的關系如圖11所示。
4.2 人工智能建模
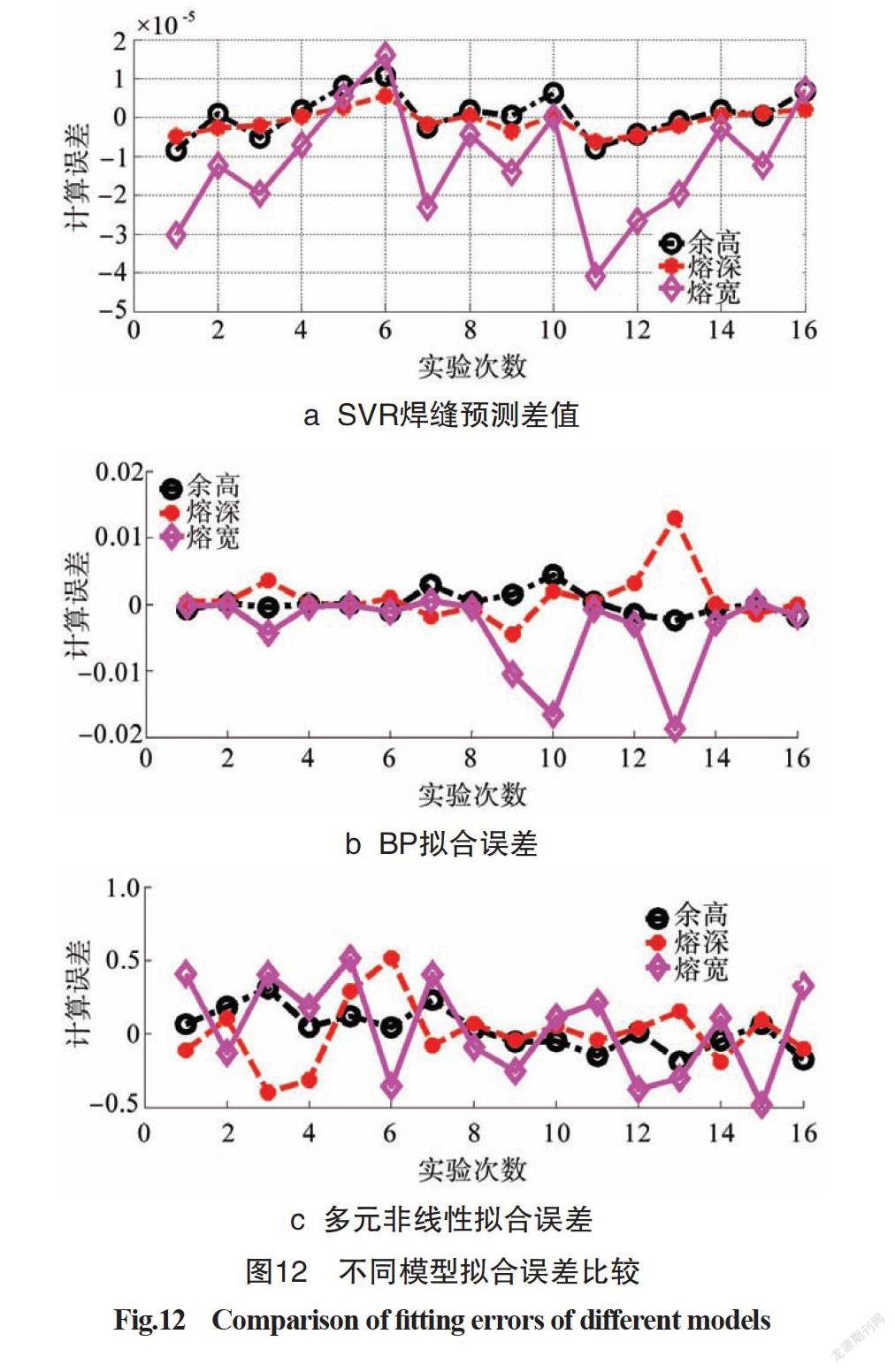
人工智能建模是以人工神經網絡(ANN)——包括BP神經網絡、支持向量機(SVM)、粗糙集(Rough Set)以及目前基于機器學習的深度神經網絡(DNN)、卷積神經網絡(CNN)等為代表的建模方法。此方法以現代數學成果為基礎,實現從輸入到輸出的映射,而不考慮系統的具體特征,又稱為“黑箱”建模方法。Ahmed等采用RBF(徑向基神經網絡)和MLP(多層感知神經元網絡)進行氣體保護焊的成形建模,選擇焊接電流、焊接速度、電弧長度作為輸入,以熔深、熔寬和強度作為輸出,模型擬合精度良好[32];W. Tao將人工神經網絡和有限元分析法結合起來,建立了激光搭接焊焊點形狀的模型,模型預測相對誤差小于10%[33];劉劍在高壓GMAW焊縫成形建模中,利用BP神經網絡構造成形模型,并與回歸方法進行對比,認為神經網絡模型的精度更高[34];Nagesha等結合BP神經網絡的非線性映射能力和遺傳算法(GA)的全局尋優能力,進一步提高了模型精度[35];在濕法焊縫形建模研究中,Du Jianhui利用RVM(關聯向量機)進行建模,獲得了滿意的效果[36];葉建雄利用SVR(支持回歸向量機)進行建模,并與MNR模型及BP模型進行比較,證明SVR模型可以顯著提高焊縫成形的擬合精度[37]。水下濕法焊接中不同方法的擬合誤差如圖12所示。
5 結論
水下濕法焊接因其簡單方便得到了眾多學者的關注,是一項極具發展前景的焊接方法,目前在焊接材料、電弧穩定性以及焊縫成形等方面的研究取得了諸多成果,已經進入工程應用階段。但仍有很多問題亟待解決,如濕法焊接專用傳感器的開發、濕法焊接起弧機理及電弧燃燒過程的分析、基于圖像的電弧穩定性研究等,需要更多的學者和工程技術人員投入到相關研究中去,以推動濕法焊接的高質量發展。
參考文獻:
[1] 韓靖. 中集來福士建設世界一流海工裝備制造基地[J].中國設備工程, 2017(12): 4.
[2] Li Hongliang, Liu Duo, Tang Dongyan, et al. Microstru-cture and mechanical properties of E36 steel joint welded by underwater wet welding[J]. China Welding,? 2016, 25(1): 30-35.
[3] 朱加雷, 余建榮, 焦向東, 等.水下焊接技術研究和應用的進展[J]. 焊接技術, 2005, 34(4): 6-8.
[4] 王中輝, 蔣力培, 焦向東, 等.高壓干法水下焊接裝備與技術的發展[J].電焊機, 2005, 35(10): 9-12.
[5] 宋廣賀, 王中輝, 蔣力培, 等. 高壓環境下電弧電特性及管道焊接工藝的研究[J].焊接技術, 2007, 36(01): 33-35.
[6] 趙華夏, 焦向東. 干式高壓環境對TIG 焊接電弧溫度的影響[J]. 焊接學報, 2008, 29(11): 17-20.
[7] Creutz M.Local Pressure Reduction by Pump Impellerfor Under Water Welding[J]. Welding and Cutting, 1997, 48(10): 200-202.
[8] David J L, Wilson E M. Underwater Welding: UnitedKingdom patent, 4039798[P].1997-08-02.
[9] Sagara H. Welding torch for underwater welding: 4029930[P].1977-06-14.
[10] 張彤, 鐘繼光, 王國榮. 藥芯焊絲微型排水罩局部干法水下焊接的研究[A].第九次全國焊接會議論文集[C]. 黑龍江: 1999, 354-357.
[11] 朱加雷, 焦向東, 周燦豐, 等. 304不銹鋼局部干法自動水下焊接[J]. 焊接學報, 2009, 30(1): 29-32.
[12] 沈相星, 程方杰, 邸新杰, 等. 水下局部干法焊接預熱技術及專用排水罩的研制[J]. 焊接學報, 2018, 39(3): 112-116.
[13] 郭寧, 邢霄, 馮吉才, 等. 局部干法水下激光焊接排水裝置設計[A]. 第二十次全國焊接學術會議論文集[C]. 蘭州: 2015, 77-81.
[14] 李蘭, 薛龍, 黃軍芬, 等. 水下局部干法焊接圓形排水罩的流體仿真分析[J]. 焊接學報, 2016, 37(2): 43-46+107.
[15] 高延峰, 胡翱. 排水罩風場特征及其對焊接電弧影響的數值模擬[J]. 焊接學報, 2017, 38(8): 59-62.
[16] Structural wet welding on the Mission River Bridge, Aus-tralia's largest Wet welding project[EB/OL]. http://www.hydrowweld.com
[17] 吳倫發, 王君民, 鄭曉光, 等. Rm≥530MPa級濕法水下焊條研制及應用[A].2005年度海洋工程學術會議[C]. 云南: 2005, 18-22.
[18] 郭寧, 王美榮, 郭偉, 等. 水下濕法自保護藥芯焊絲[J]. 焊接學報, 2014, 35(5):13-16.
[19] 胡樂亮. 外加中頻熱場輔助水下濕法焊接工藝研究[D]. 黑龍江: 哈爾濱工業大學, 2013.
[20] Mita T, Sakabe A. Quantitative estimates of arc stabilityfor CO2 gas shielded arc welding[J]. Japan Welding Society, 1987, 5(1): 75-80.
[21] Suban M, Tusek J. Methods for the determination of arcstability[J]. Journal of Materials Processing Technology,2003( 143-144): 430-437.
[22] 高理文, 薛家祥, 陳輝, 等. 基于自相關分析的電弧焊熔滴過渡過程穩定性的定量評價[J]. 焊接學報, 2012, 33(5): 29-32.
[23] 王淏. 淺水濕法 FCAW 焊縫成形自動控制研究[M].?黑龍江: 哈爾濱工業大學, 2015.
[24] 黃晉. 水下濕法FCAW電弧特性及焊縫成形的研究[M]. 廣東: 華南理工大學, 2012.
[25] 尤·亞·格列茨基, 謝·尤·馬克西莫夫. 流體靜壓力對水下焊接電弧燃燒穩定性的影響[J]. 張琳琳 譯. 機械制造文摘-焊接分冊, 2011(2): 13-15.
[26] 石永華, 鄭澤培, 黃晉. 淺水濕法和常壓空氣中焊接的電弧穩定性[J]. 華南理工大學學報, 2012, 40(7): 67-71.
[27] 陳弈. 外加縱向磁場對水下濕法FCAW電弧特性及熔滴過渡的影響[M]. 黑龍江: 哈爾濱工業大學, 2013.
[28] Zhigang Li, Liangping Qiu, Jizhong Liu, et al. The in-fluence of rotating magnetic field on the welding arc motion status[J]. Funct. Mater., 2016, 23(3): 521-527.
[29] 李志剛, 黃衛, 李洋, 等. 水下濕法焊接直流電弧放電的仿真研究[J]. 電焊機, 2019, 49(9):119-123.
[30] Bo Chen, Jicai Feng. Modeling and analysis of under-water wet weld process based on regression method [J]. Advanced Materials Research, 2013(690-693): 2621-2624.
[31] 石永華, 林水強, 鄭澤培. 水下濕法焊縫成形的響應曲面法建模及分析[J]. 焊接學報, 2014, 35(4): 6-10.
[32] Ali N. Ahmed, C. W. Mohd Noor, Mohammed Falah?Allawi, et al. RBF-NN-based model for prediction of weld bead geometry in Shielded Metal Arc Welding (SMAW)[J]. Neural Computing and Applications, 2018, 29(3): 889-899.
[33] Wang Tao. Prediction of Laser Spot Weld Shape by UsingArtificial Neural Network[J]. Journal of Mechanical Engineering, 2009, 45(11): 300-305.
[34] 劉劍. 基于神經網絡的高壓GMAW焊縫成形預測[D]. 北京: 北京石油化工學院, 2015.
[35] Nagesha DS, Datta GL. Genetic algorithm for optimi-zation of welding variables for height to width ratio and application of ANN for prediction of bead geometry for TIG welding process[J]. Applied Soft Computing, 2010, 10(3): 897-907.
[36] Jianhui Du, Yonghua Shi, Guorong Wang,et al. App-lication of RVM to prediction in bead geometry for underwater rotating arc welding [J].Chain Welding, 2010, 19(4): 40-43.
[37] 葉建雄, 李志剛, Jonathan Wu, 等. 基于SVR模型的水下焊接最佳工藝[J]. 焊接學報, 2017, 38(12): 69-72+94.
Research development of underwater wet welding
YE Jianxiong, PENG Xianling, LI Bing
(School of Mechanic & Electric Engineering, Nanchang Institute of Technology, Nanchang 330099,China)
Abstract: There are three kind of welding method of underwater welding, they are underwater dry welding, underwater local dry welding and underwater wet welding, in which, the wet welding has been gained compressive attention for its easy and convenient operation. The properties of different wet welding are introduced at first. And then, the research development and achievements of wet welding are discussed from three aspects, which are welding rod study, arc stability study and welding shape modeling. At last, some suggestions are proposed that we should increase the study on the wet welding special sensors and arc discharging mechanism, and so as to promote high quality development of wet welding.
Key words: wet welding; wet welding electrode; arc stability; welding shape; research development
猜你喜歡
現代畜牧科技(2021年8期)2021-10-13 07:21:46
昆明醫科大學學報(2021年3期)2021-07-22 07:40:08
心肺血管病雜志(2019年9期)2019-12-09 08:34:04
制造技術與機床(2019年10期)2019-10-26 02:47:12
中成藥(2017年9期)2017-12-19 13:34:44
老年醫學與保健(2017年6期)2017-02-06 05:30:03
中國塑料(2016年4期)2016-06-27 06:33:22
中國醫藥導報(2015年27期)2015-02-28 22:08:05
西南軍醫(2015年2期)2015-01-22 09:09:38
西南軍醫(2015年1期)2015-01-22 09:08:36
