不同熱處理對TC4/Ti60電子束焊接頭微觀組織及力學性能的影響
2020-09-10 07:22:44王世清邢博趙啟喆焦迎香強偉
電焊機 2020年5期
王世清 邢博 趙啟喆 焦迎香 強偉



摘要:采用不同熱處理工藝對10 mm厚的鈦合金TC4/Ti60電子束焊接接頭進行了研究,對比分析了TC4/Ti60接頭在分別經歷退火700 ℃×2 h(AC)及固溶時效980 ℃×1 h(FC)+700 ℃×2 h(AC)后,在顯微組織、顯微硬度及拉伸性能等方面的特征。結果表明:TC4/Ti60接頭經過退火后,組織和性能與焊態相當,但當TC4/Ti60接頭經過固溶時效后,TC4/Ti60接頭的組織更均勻,硬度及強度比退火時略低,并且塑性增加,綜合性能良好。
關鍵詞:熱處理;TC4/Ti60接頭;電子束焊接;退火;固溶時效
中圖分類號:TG166.5文獻標志碼:A文章編號:1001-2303(2020)05-0016-05
DOI:10.7512/j.issn.1001-2303.2020.05.03
0 前言
鈦及鈦合金具有良好的高溫性能、優異的耐蝕性能和密度小等優點,是航天、航空、航海領域重要的結構材料之一。為了獲得良好的綜合性能,通常會對鈦合金材料進行熱處理。羅文忠等[1]研究了Ti60鈦合金在兩種熱處理工藝下的組織及拉伸性能特征,發現在1 040 ℃固溶淬火得到的α+α'混合組織,具有較好的強度和塑性匹配關系。陳海濤等[2]研究了熱處理工藝對Ti60 鈦合金板材力學性能的影響,結果表明固溶熱處理對顯微組織影響明顯,適當提高板材的固溶熱處理溫度能夠顯著改善板材的橫、縱向組織均勻性。郭凡等[3]研究了鍛后不同熱處理制度對Ti2AlNb/Ti60雙合金接頭組織和性能的影響,結果表明熱處理制度對相的組成幾乎無影響,但對相的形態、尺寸及數量有一定影響,隨著固溶溫度的升高或固溶時間的延長,試樣強度增加,塑性下降。張秉剛等[4]及陳國慶等[5]對Ti55/Ti60及TiAl/Ti60真空電子束焊接接頭研究發現,Ti60側焊縫組織主要是針狀α'馬氏體,熱影響區硬度分布梯度較大。以上文獻表明,鈦合金焊接后易出現馬氏體,組織不均勻等現象,但通過熱處理可以改善接頭組織和性能。本文中TC4/Ti60電子束焊接后,存在殘余應力、組織不均勻等現象,因此,對TC4/Ti60電子束焊接接頭進行熱處理。根據TC4和Ti60合金常用的熱處理規范,制定退火與固溶時效兩種熱處理制度,對比研究其對TC4/Ti60電子束焊接接頭組織及拉伸性能的影響,為實際應用提供理論依據。
1 試驗材料及方法
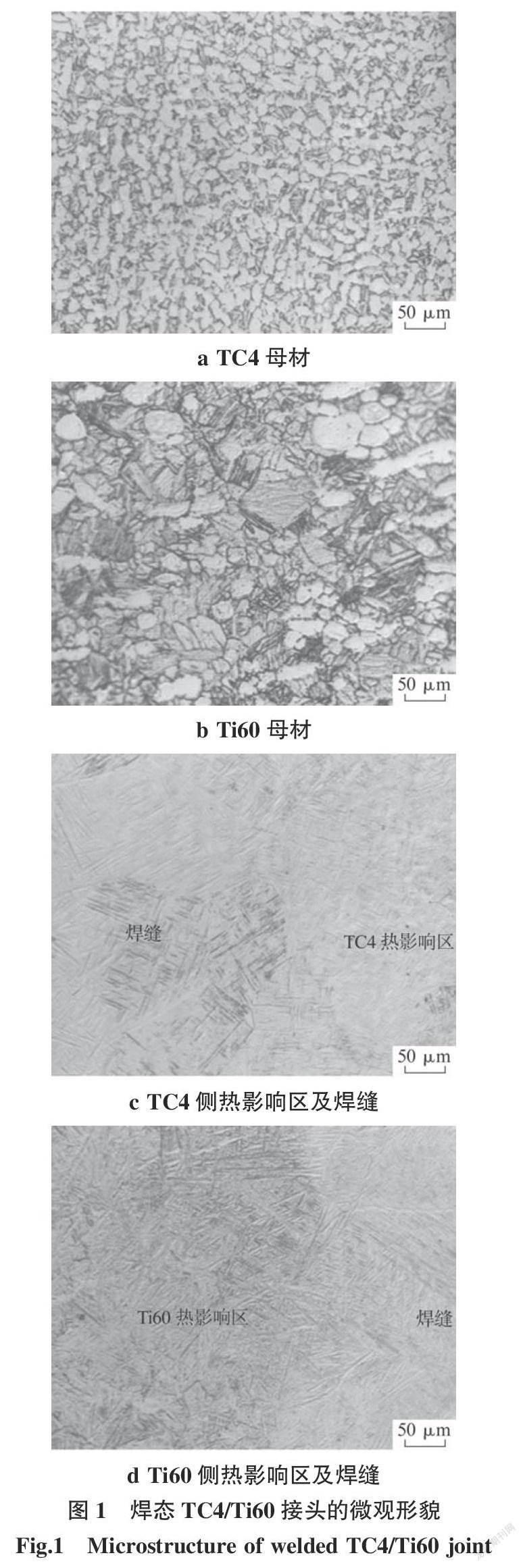
試驗材料選用10 mm厚鈦合金TC4、Ti60,母材均采用鍛造處理狀態供貨。真空電子束焊后接頭微觀形貌如圖1所示,在焊縫及TC4側熱影響區為馬氏體,Ti60側的熱影響區是馬氏體和殘余α相的混合物。焊后為了消除焊接殘余應力、穩定和改善TC4/Ti60焊接接頭的組織和性能,選用兩種不同的熱處理工藝:700 ℃×2 h(AC)、980 ℃×1 h(FC)+700 ℃×2 h(AC)。采用光學顯微鏡觀察熱處理后的異種鈦合金接頭微觀組織。采用顯微硬度計在TC4/Ti60接頭的焊縫中部均勻打點,每個點之間相距0.5 mm,使其經過焊縫、熱影響和母材區。室溫拉伸實驗在United試驗機上進行,應變速率為1×10-3/s。
2 實驗結果及分析
2.1 熱處理對TC4/Ti60接頭組織的影響
退火后接頭的微觀形貌如圖2所示。圖2a是退火后TC4/Ti60接頭的宏觀形貌,與母材相比,焊縫區及熱影響區非常窄,焊縫寬度約為2~3 mm,左右兩側熱影響區寬度均約為1~2 mm。圖2b、2c分別為圖2a中TC4母材(b區)及Ti60母材(e區)的顯微組織,TC4母材及Ti60母材均為典型的雙相組織,即由等軸的α相和層片相間的α+β相構成,但Ti60母材的等軸α相明顯比TC4母材的大一些。圖2d、2e分別是圖2a中TC4側熱影響區及焊縫(c區)以及Ti60側熱影響區及焊縫(d區)的顯微組織,焊縫及TC4側熱影響區顯微組織主要為細小的密排六方馬氏體,Ti60側熱影響區的顯微組織主要為殘余的等軸 α相和板條狀馬氏體,與圖1的焊態組織[7]相比,無明顯變化,表明退火對TC4/Ti60接頭組織無明顯影響。
固溶時效后接頭的微觀形貌如圖3所示。圖3a是固溶時效后TC4/Ti60接頭的宏觀形貌,在焊縫區、熱影響區及母材可見清晰的界線,焊縫區及熱影響區非常窄。圖3b、3c分別是圖3a中TC4母材(b區)及Ti60母材(e區)的顯微組織,由于固溶溫度在等軸α相向β相轉變點以下,即兩相區,因此TC4母材及Ti60母材的等軸α相較熱處理前無明顯變化。圖3d、3e分別是圖3a中TC4側熱影響區及焊縫(c區)及Ti60側熱影響區及焊縫(d區)的顯微組織,由圖可知,固溶時效后,焊縫及TC4側熱影響區的組織主要是細小的α+β相,但TC4側熱影響區的組織明顯比焊縫的粗大,Ti60側熱影響區的組織主要為殘余的等軸 α相和細小的α+β相。這表明固溶時效后,馬氏體分解成了細小的α+β相。與上述焊態、退火組織相比,TC4/Ti60接頭顯微組織發生了顯著變化,表明固溶時效對TC4/Ti60接頭組織有非常明顯的影響。
2.2 熱處理對TC4/Ti60接頭顯微硬度的影響
不同熱處理工藝下TC4/Ti60接頭的顯微硬度分布如圖4所示,呈現出明顯的不對稱特點,即TC4母材的顯微硬度(約300 HV)明顯低于Ti60母材的顯微硬度(約340 HV)。由圖2及圖3可知,TC4中等軸α略小于Ti60的,根據Hall-Petch公式可知,TC4的硬度理論上應略高,但由于Ti60母材加入了1%質量分數的稀土元素Nd,進而在Ti60合金內形成彌散的析出物,最終強化Ti60合金基體并改善了合金的熱穩定性[6],因此Ti60母材的顯微硬度略高于TC4母材的顯微硬度。另外,Ti60母材含有Zr元素的析出物[7],也使得其硬度增加。由圖可知,在退火及固溶時效后焊縫處硬度均較為均勻,但固溶時效后TC4/Ti60接頭的硬度略低于退火的,這是由于馬氏體分解生成了α+β相所致(見圖3)。在兩側的熱影響區處硬度均隨著距焊縫中心距離的增大而逐漸減小,這與圖2和圖3的顯微組織相一致,即馬氏體及細小的α+β相隨著距焊縫中心距離的增加而逐漸減少。
2.3 熱處理對TC4/Ti60接頭拉伸性能的影響
熱處理前后TC4/Ti60接頭的拉伸應力-應變曲線的對比如圖5所示(室溫,應變速率1×10-3/s)。由圖5可知,退火及固溶時效后TC4/Ti60接頭平均屈服強度分別為821 MPa、804 MPa,退火及固溶時效后TC4/Ti60接頭平均抗拉強度分別為842 MPa、832 MPa,可見在相同的初始應變條件下,退火后TC4/Ti60接頭平均強度略高于固溶時效的,退火及固溶時效后TC4/Ti60接頭平均伸長率分別為6.8%、7.5%,固溶時效后TC4/Ti60接頭的平均伸長率比退火后增加約10%。拉伸試驗表明,退火及固溶時效后TC4/Ti60接頭強度相近,但固溶時效后TC4/Ti60接頭塑性略好。與焊態接頭相比,熱處理后材料的組織性能更加均勻,具有較好的綜合力學性能。
3 結論
文中研究了不同熱處理工藝對10 mm厚的TC4/Ti60電子束焊接接頭的微觀組織、顯微硬度及拉伸性能的影響規律,得出以下結論:
(1)退火后,焊縫及TC4側熱影響區仍然存在馬氏體,Ti60側熱影響區組織主要是殘余的等軸α相和板條狀馬氏體,但TC4/Ti60接頭經過高溫固溶及時效后,焊縫及熱影響區細小的馬氏體發生分解生成了細小的α和β相,表明高溫固溶+時效對TC4/Ti60接頭的組織有明顯影響。
(2)在退火及固溶時效后焊縫處的硬度均較為均勻,但固溶時效后TC4/Ti60接頭的硬度略低于退火態,表明固溶時效對TC4/Ti60接頭的顯微硬度有影響。
(3)拉伸試驗表明,退火及固溶時效后TC4/Ti60接頭強度相近,但固溶時效后TC4/Ti60接頭塑性略好。與焊態接頭相比,熱處理后材料的組織性能更加均勻,具有較好的綜合力學性能。
參考文獻:
[1] 羅文忠,孫峰,趙小花,等. 固溶處理對Ti60合金組織及拉伸性能的影響[J]. 稀有金屬材料與工程,2017,46(12):3967-3971.
[2] 陳海濤,王娟華,苗陽,等. 熱處理對Ti60鈦合金板材力學性能的影響[J]. 中國鈦業,2018(4):22-24.
[3] 郭凡,郭鴻鎮,姚澤坤,等. 熱處理對Ti2AlNb/Ti60雙合金接頭組織及性能的影響[J]. 鍛壓技術,2013,38(3):137140.
[4] 張秉剛,陳國慶,郭棟杰,等. 高溫鈦合金Ti55/Ti60真空電子束焊接[J]. 焊接學報,2009,30(12):5-9.
[5] 陳國慶,張秉剛,武振周,等. TiAl/Ti60電子束焊接接頭組織及性能[J]. 焊接學報,2009,30(12):41-45.
[6] 劉瑩瑩,陳子勇,金頭男,等. 600 ℃高溫鈦合金發展現狀與展望[J]. 材料導報,2018,32(6):1869-1870.
[7] Wang S Q,Li W Y,Zhou Y,et al. Tensile and fatigue behavior of electron beam welded dissimilar joints of Ti-6Al4V and IMI834 titanium alloys[J]. Materials Science and Engineering A,2016(649):146-152.
