電阻點焊動態信號實時監測及焊接質量預測
2020-09-10 07:22:44文靜賈洪德
電焊機 2020年5期
文靜 賈洪德


摘要:利用現代傳感技術和計算機監測技術,建立電阻點焊電信號和機械信號實時監測系統,實現對點焊過程中焊接電流、電極間電壓、動態電阻和動態電極壓力的實時監測。根據動態電阻和動態電極壓力的變化規律,通過相關分析,提取表征焊接質量的動態電阻特征值和動態電極壓力特征值。利用多元線性回歸分析建立點焊質量預測模型,選用設定的焊接電流、電極壓力、焊接時間、動態電阻特征值和動態電極壓力特征值作為輸入變量,表征點焊質量的熔核直徑作為輸出變量。試驗結果表明,建立的點焊質量預測模型可較準確地預測點焊熔核直徑,最大預測偏差不超過0.4 mm。
關鍵詞:電阻點焊;實時監測系統;熔核直徑;特征值;質量預測模型
中圖分類號:TG438.2文獻標志碼:A文章編號:1001-2303(2020)05-0102-05
DOI:10.7512/j.issn.1001-2303.2020.05.21
0 前言
電阻點焊是一個高度非線性、有多變量耦合作用和大量不確定因素相互影響的復雜過程,同時點焊熔核的形成和長大過程均處于封閉狀態,無法直接觀測,而且點焊時間極短,焊接條件的短時波動就會造成較嚴重的飛濺、虛焊或脫焊等缺陷。因此保證焊接質量成為電阻點焊技術研究中的重要問題。隨著計算機技術、現代傳感技術和智能監控技術的發展,基于點焊過程動態信號特征分析進行點焊質量在線預測成為保證點焊質量的重要手段,并受到持續關注。國內外很多學者對點焊過程中的各類信號進行了研究,從中提取表征點焊質量的特征信息,建立點焊質量預測模型,從而實現對點焊質量的在線預測,這些信號包括焊接電流、電極間電壓、動態電阻[1-5]、電極壓力[6-7]、電極位移[8-9]、電流與電壓、超聲波[10]、聲發射[11]、紅外輻射等。
文中設計開發了一種可以安裝在焊機上的動態信號監測系統,實現對焊接電流、電極壓力、動態電阻等多種信息的實時監測。通過分析點焊過程中的動態信號,提取表征點焊質量的特征值,建立點焊質量預測模型,實現對點焊熔核直徑的預測。
1 監測系統總體設計
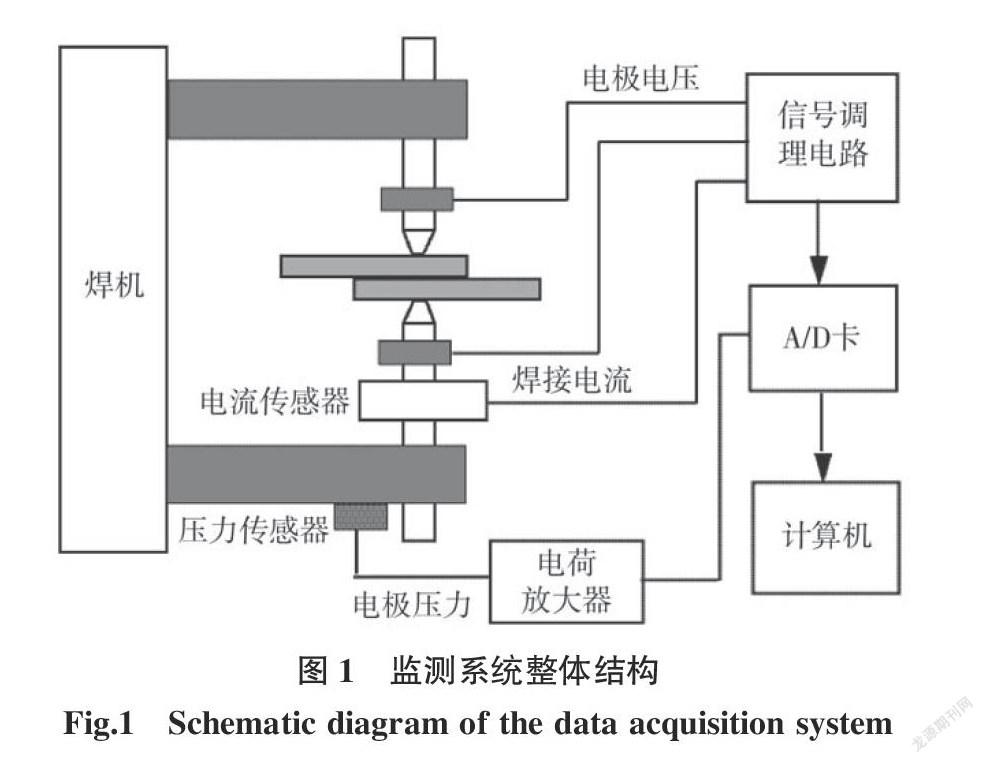
監測系統整體結構如圖1所示。以TDZ-3X100型三相次級整流點焊機為監測對象,通過Rogowski線圈電流傳感器、上下電極對的引線和高靈敏石英應變傳感器實現對點焊過程中焊接電流、電極間電壓、電極壓力信號的實時監測[12]。監測系統通過信號調理電路對線圈電流傳感器輸出的微分信號進行積分處理,并對電極間電壓信號進行隔離處理。使用Visual C++進行監測系統的軟件開發,通過軟件控制數據采集卡(A/D)采集焊接電流、電極間電壓、電極壓力3路信號,并對采集的實時數據進行存儲和分析。2 動態信號的監測技術
2.1 焊接電流的監測
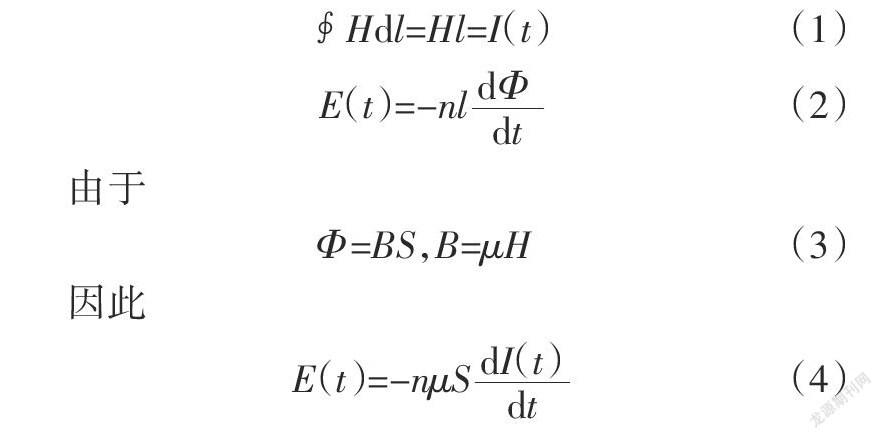
考慮Rogowski線圈電流傳感器具有結構簡單、體積小、質量輕、絕緣性好、頻帶寬、便于安裝等優點,選用Rogowski線圈電流傳感器監測焊接電流。Rogowski線圈電流傳感器測量電流的理論依據是安培環路定律和電磁感應定律,即:
式中 B、H、Φ分別為磁感應強度、磁場強度和磁通;n為單位長度線圈匝數;l為閉合線圈長度;μ為空氣中的導磁系數,μ≈μ0=4π×10-7(H/m)(μ0為真空中的導磁系數);S為線圈的截面積。由此可見,線圈電流傳感器輸出的感應電動勢與被測電流(即焊接電流)的變化率成線性關系,可通過改變橫截面積和單位上的線圈匝數來調整線圈電流傳感器的靈敏度。
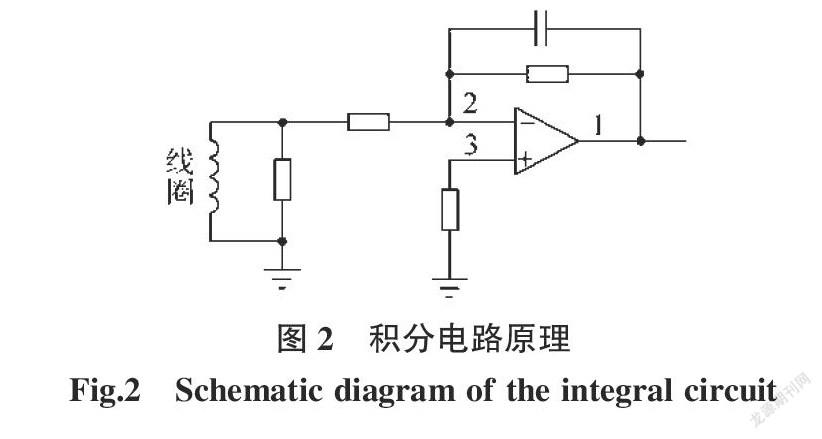
文中的監測系統是將Rogowski線圈電流傳感器安裝在焊機的次級電流回路中,從而實現點焊過程中焊接電流的實時監測。由于Rogowski線圈電流傳感器輸出的感應電動勢并非焊接電流實際值,而是與焊接電流的變化率成線性關系,因此,為了采集點焊過程中的焊接電流信號,需對Rogowski線圈電流傳感器的輸出信號進行積分處理。選用失調和溫漂小的高性能運算放大器,適當增加積分電容,采用帶反饋電阻的近似積分器(即慣性環節)等措施來減少積分漂移問題。積分電路如圖2所示。
2.2 電極間電壓的監測
由于點焊過程中的大電流會帶來強烈的磁場干擾,而點焊過程中上下電極間的電壓較小(零點幾伏到幾伏之間),為了減少干擾,監測系統采用雙絞屏蔽線實現對電極間電壓的測量。同時為了穩定安全地采集電極間電壓信號,監測系統使用隔離運放模塊對電壓信號進行隔離處理,以消除監測系統和焊機不同參考“地”帶來的危害。
2.3 電極壓力的監測
點焊過程中,電極壓力并非按預設值不變,而是受熱膨脹、軟化、噴濺、電極系統振動、電極磨損、板材進給不正確、焊件變形等多因素影響。因此,在線監測動態電極壓力對保證點焊質量意義重大。文中采用高靈敏石英應變傳感器對電極壓力進行監測。該傳感器是一種基于壓電效應的傳感器,傳感器的壓電晶體受力時會產生電荷,具有靈敏度高、頻帶寬、信噪比高、結構簡單、結實耐用的優點,適合動態壓力的測量。由于壓電傳感器受力時產生的電荷信號較微弱,且內阻極高,因此需要放大壓電傳感器輸出的微弱電荷信號,且將壓電傳感器的高阻抗變換成低阻抗輸出。
2.4 數據采集卡的選擇
采用PCL-818L多功能數據采集卡,該采集卡具有16路單端模擬信號輸入、分辨率高、最高采樣頻率達到40 kHz,較高的采樣頻率可滿足與點焊質量密切相關的高頻信號的采集需求。
選用PCLD-8115接線端子板,焊接電流、電極間電壓和動態電極壓力信號3路信號以單端方式接入接線端子板,接線端子板通過20-pin的接頭與PCL-818L采集卡連接。
2.5 監測軟件的開發
使用Visual C++開發監測軟件,通過軟件向計算機I/O端口地址讀寫數據來實現對PCL-818L數據采集卡的控制,使用內部集成定時器對數據采集卡進行A/D觸發。通過大量的工藝試驗調整軟件參數,使監測軟件可自動捕捉點焊過程。
3 焊接質量預測
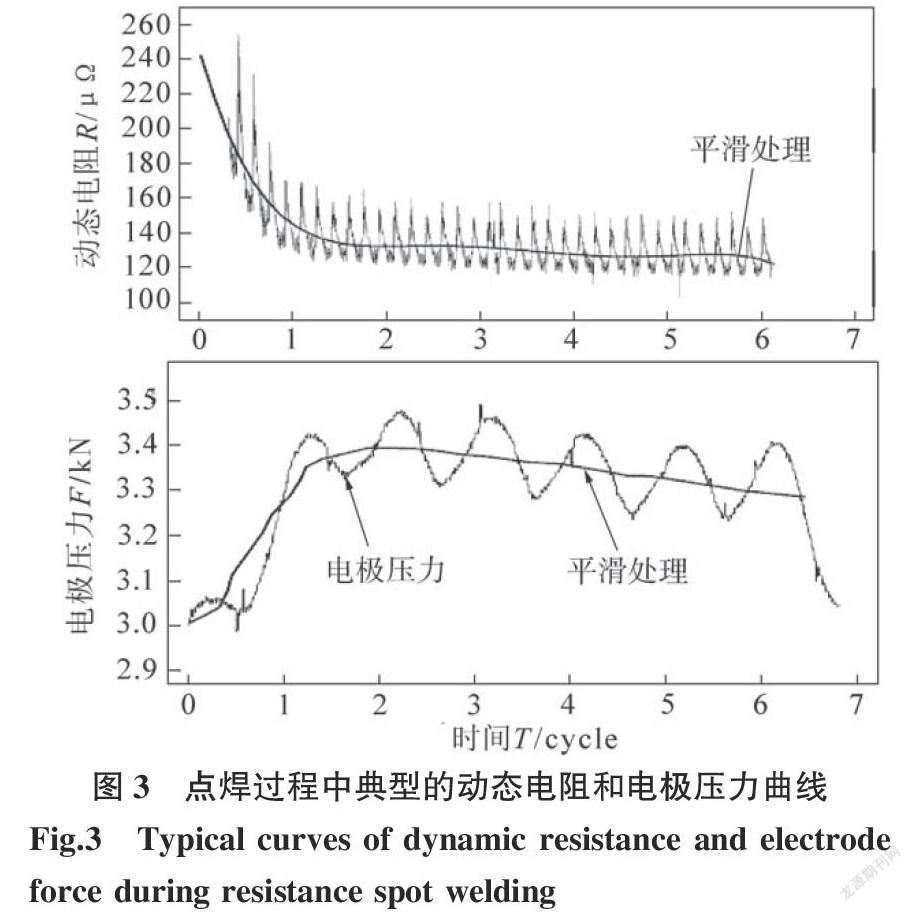
采用0.9 mm厚SUS304奧氏體不銹鋼(0Cr18Ni9)板材進行多組電阻點焊工藝試驗,以驗證監測系統的有效性和穩定性。為了便于數據分析,對動態電阻和電極壓力曲線進行平滑處理,監測系統同步采集的典型動態電阻和電極壓力曲線如圖3所示。
點焊過程中的動態電極壓力與熱膨脹和焊接區的變形密切相關,當點焊過程中發生噴濺時,電極壓力信號會出現震蕩,可見動態電極壓力與點焊質量有較強相關性[13]。動態電阻在一定程度上反映了焊接區金屬接觸面和熔化情況,動態電阻中的一些特征值與點焊熔核尺寸有較強的相關性,當點焊過程中發生噴濺時,動態電阻會出現驟降[3]。為了實現有效的焊接質量預測,需從點焊過程中的動態信號中提取表征焊接質量的特征值。
3.1 熔核直徑特征值的提取
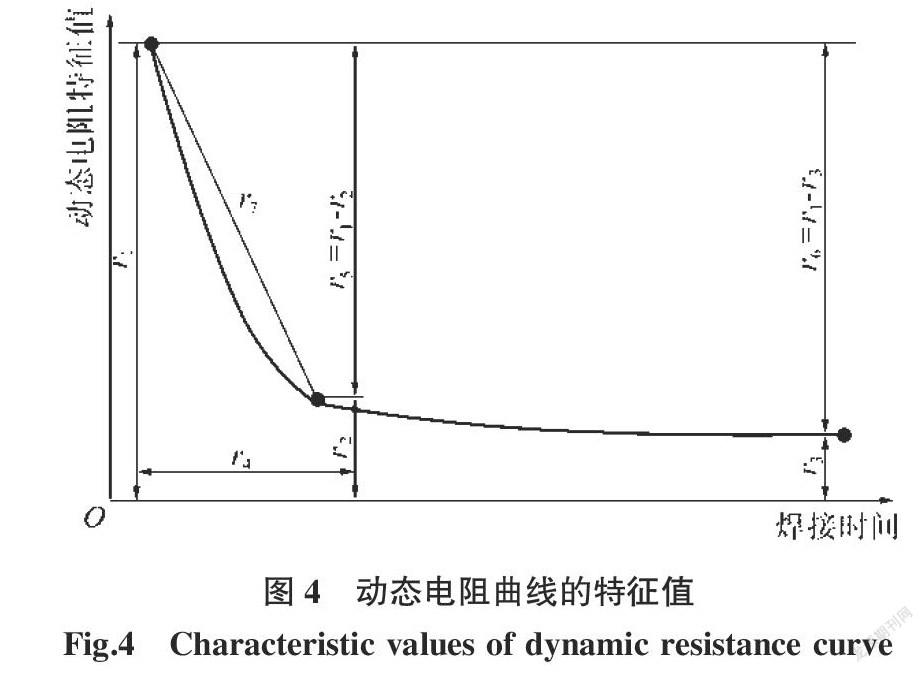
不銹鋼電阻點焊過程中動態電阻曲線呈單調下降趨勢,通電之初動態電阻快速下降,隨后下降速度變緩,如圖4所示。
文中提取9個特征參數來表征點焊過程中的動態電阻變化過程,包括初始電阻值(r1)、拐點電阻值(r2)、通電結束時的電阻值(r3)、動態電阻從快速下降階段到緩慢下降階段的拐點時間(r4)、動態電阻拐點處的電阻下降幅度(r5)、通電結束時電阻下降幅度(r6)、快速下降階段的下降速率(r7)以及整個通電期間動態電阻平均值(r8)和動態電阻標準差(r9)。
利用相關分析檢驗動態電阻特征值r1~r9與熔核直徑D之間的相關關系,動態電阻特征值與熔核直徑D之間的相關系數如表1所示。通過對大量樣本的監測數據和熔核直徑進行分析,最終得到動態電阻特征值r3、r8與熔核直徑之間的相關系數較大,可作為表征熔核直徑的特征信息。
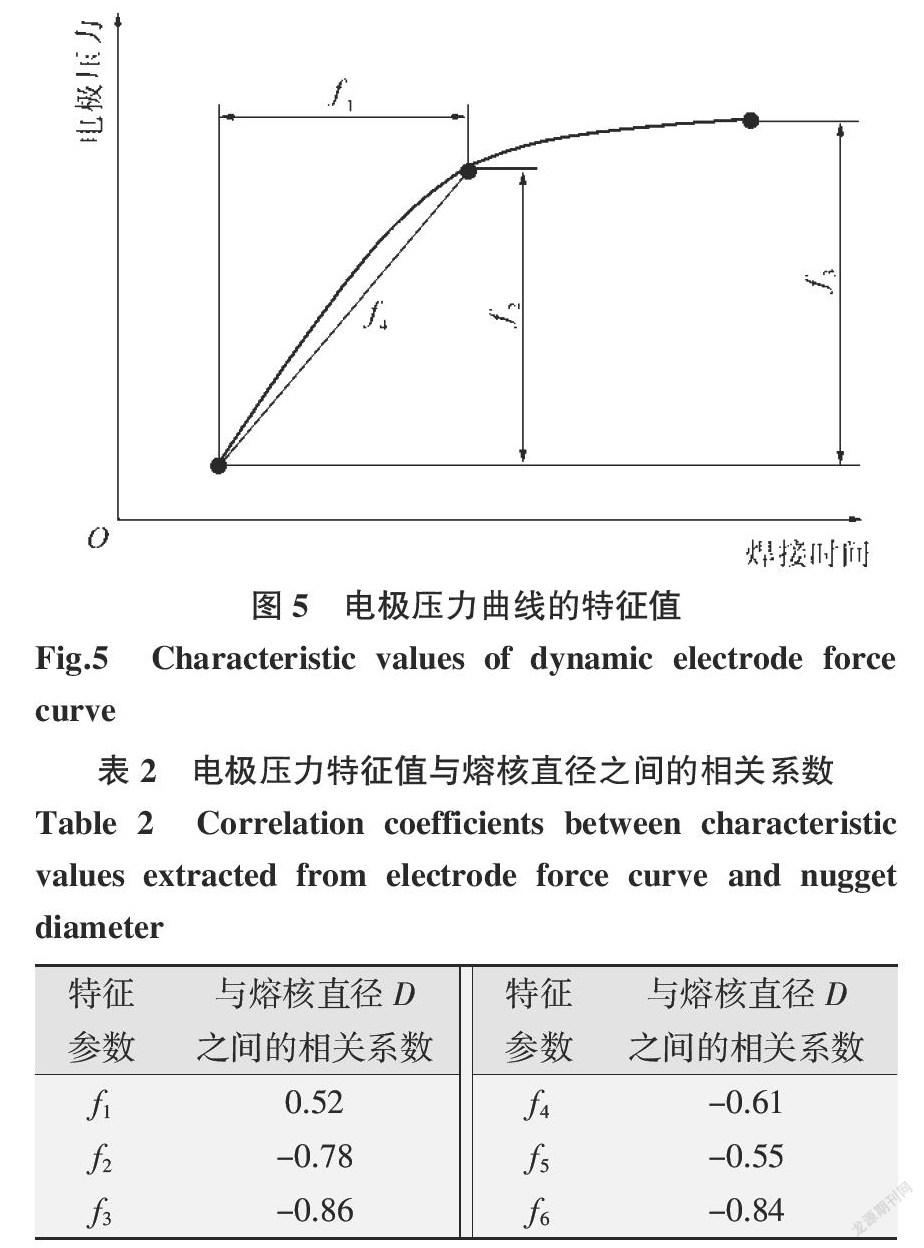
點焊過程中的動態電極壓力并非按照預設電極壓力值保持不變,在整個通電過程中焊接系統的慣性力和摩擦力使動態電極壓力增大[14],且隨著焊接時間的增加,動態電極壓力上升速度趨緩,如圖5所示。文中提取6個特征參數表征點焊過程中動態電極壓力的變化規律,包括電極壓力從快速上升階段到緩慢上升階段的拐點時間(f1)、拐點處的動態壓力上升幅度(f2)、通電結束時的動態壓力上升幅度(f3)、快速上升階段壓力上升速率(f4)以及整個通電過程中的動態壓力平均值(f5)和標準差(f6)。同樣,利用相關分析檢驗動態電極壓力特征值f1~f6與熔核直徑D之間的相關關系,最終得到動態電極壓力特征值f2、f3、f6與熔核直徑上之間的相關系數較大,可以作為表征熔核直徑的特征信息。動態電極壓力特征值與熔核直徑D之間的相關系數如表2所示。
3.2 點焊質量預測
利用多元線性回歸分析建立點焊質量預測模型,選用I(設定的焊接電流)、F(設定的電極壓力)、T(焊接時間)以及動態信號中表征熔核直徑的特征值r3、r8、f3、f6、f2作為輸入變量,表征點焊質量的熔核直徑D作為輸出變量。考慮到上述輸入變量之間也存在著較強的相關關系,因此使用逐步回歸方法(Stepward)進行輸入變量的選擇。上述信息總結如表3所示。
為了建立點焊質量預測模型,進行了大量的工藝試驗,試驗樣本不僅包含合格焊點,還包括熔核尺寸不足、未熔合以及發生噴濺的焊點。回歸分析最終得到的電阻點焊熔核直徑預測模型為:
D=-12.083+1.193I+0.290T+0.030r3+0.754f3(5)
3.3 點焊質量預測模型的性能評價
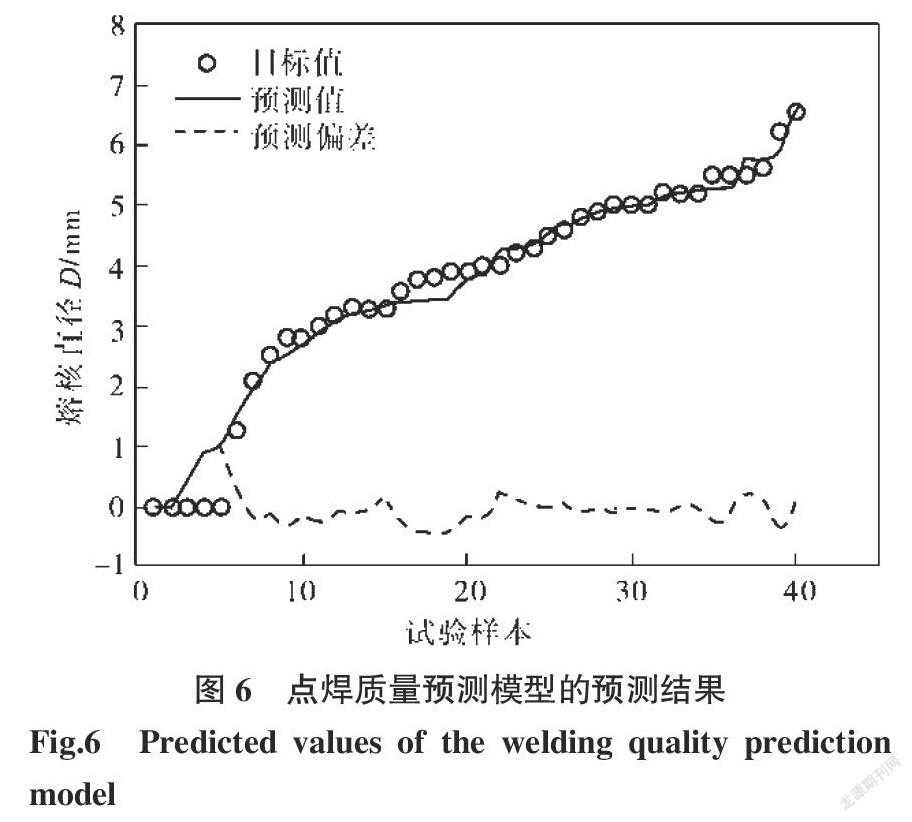
使用另一組試驗樣本對上述回歸模型的性能進行評價,如圖6所示。從整體上看,回歸模型實現了對點焊熔核直徑的預測,預測結果與熔核直徑的實測值基本保持一致,特別是在有熔核出現的情況下,模型的預測偏差不超過0.4 mm,基本實現了對點焊質量的預測。
4 結論
(1)建立了電阻點焊過程中電信號和機械信號的實時采集系統,通過實時采集點焊過程中焊接電流、電極間電壓和電極壓力3路信號,計算得到動態電阻,為點焊質量預測提供了基礎。
(2)利用相關分析確定與熔核直徑相關系數最大的動態電阻特征值有:r3(通電結束時的電阻值)、r8(動態電阻值的平均值)以及動態電極壓力特征值f3(通電結束時的動態壓力上升幅度)、f6(焊接過程中動態壓力值標準差)和f2(拐點處動態壓力上升幅度)。
(3)基于多元線性回歸分析建立了點焊質量預測模型,可較準確地預測點焊熔核直徑,最大預測偏差不超過0.4 mm。
參考文獻:
[1] Livshits A G. Universal quality assurance method for resistance spot welding based on dynamic resistance[J]. Welding Journal,1997,76(9):383-390.
[2] 袁海堃,谷曉鵬. 基于無線局域網的點焊質量監測系統[J]. 電焊機,2017,47(10):20-23.
[3] 文靜,王春生,徐國成,等. 不銹鋼電阻點焊過程中動態電阻變化規律分析[J]. 焊接學報,2008,29(11):69-72.
[4] Wen J,Wang C S,Xu G C,et al. Real time monitoring weld quality of resistance spot welding for stainless steel[J]. ISIJ International,2009,49(4):553-556.
[5] Wen J,Zhang X D,Xu G C,et al. Quality estimation of resistance spot welding of stainless steel based on BP neural network[J]. China Welding,2009,18(3):16-20.
[6] Tang H,Hou W,Hu S J,et al. Force characteristics of resistance spot welding of steels[J]. Welding Journal,2000,79(7):175-183.
[7] 陳材,祁俊峰,陳樹君. 點焊信息在線監測與評估在航天器艙體結構中的應用[J]. 電焊機,2018,48(2):1-5.
[8] Khan J A,Xu L,Chao Y J. Prediction of nugget development during resistance spot welding using coupled thermalelectrical-mechanical model[J]. Science and Technology of Welding and Joining,1999,4(4):201-207.
[9] 王先鋒,蔣忠城,段華東,等. 電阻點焊中電極位移三段距離測量方法及試驗驗證[J]. 焊接學報,2016,37(8):6366.
[10] 吳剛,關山月,汪小凱,等. 基于超聲信號增益補償的電阻點焊熔核直徑評估算法[J]. 中國測試,2018,44(8):1319.
[11] Dickerson P B,Irving B. Welding aluminum:It’s not as difficult as it sounds[J]. Welding Journal,1992,71(4):4450.
[12] 文靜. 電阻點焊質量監測智能化及系統研究[D]. 吉林:吉林大學,2010.
[13] Xu G C,Wen J,Wang C S,et al. Quality monitoring for resistance spot welding using dynamic signals[C]. Proceeding of the 2009 IEEE:2495-2499.
[14] Wen J,Jia H D,Wang C S. Quality Estimation System for Resistance Spot Welding of Stainless Steel[J]. ISIJ Intern ational,2019,59(11):2073-2076.
