淺論結構設計對氣缸套退刀槽強度的影響
2020-09-10 07:22:44戎萬清
內燃機與配件 2020年19期
關鍵詞:仿真
戎萬清


摘要:本文采用對氣缸套的壓潰試驗進行仿真的方法,研究了結構設計對氣缸套退刀槽強度的影響因素和改善趨勢。
0 ?引言
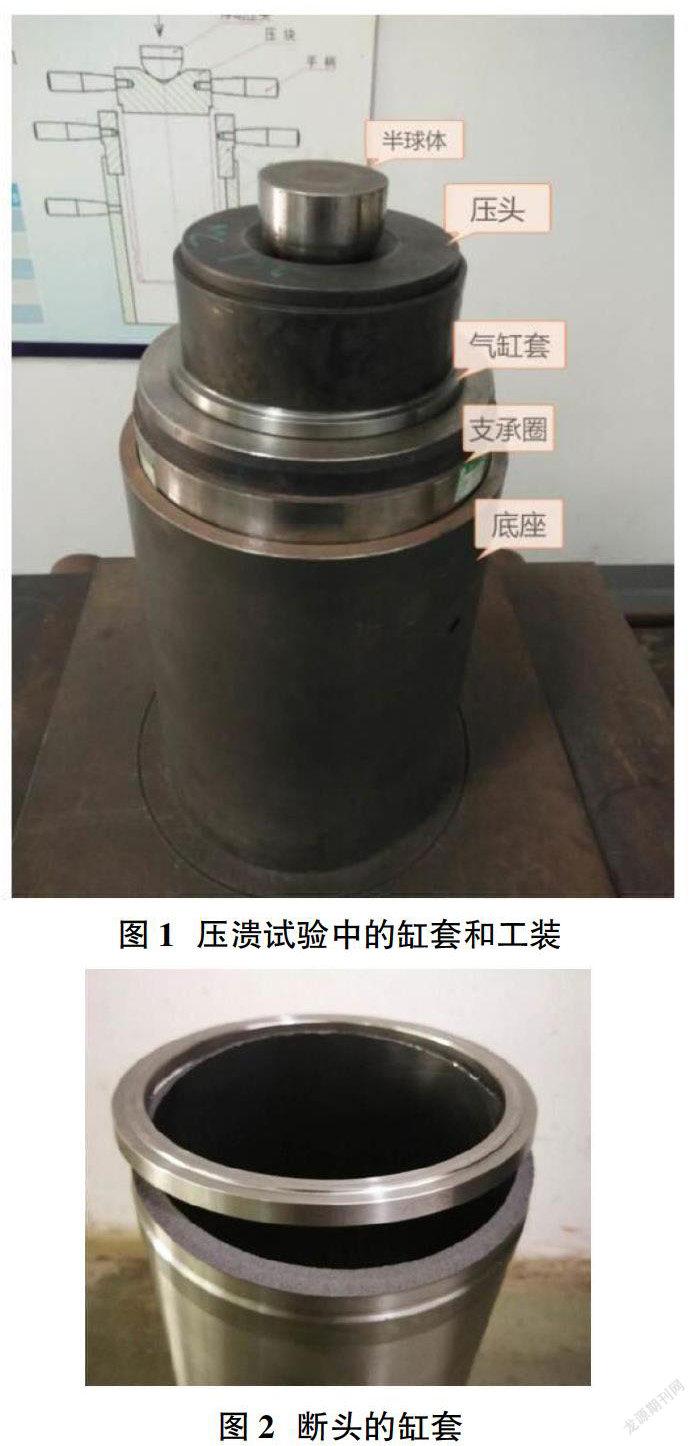
濕式氣缸套從退刀槽部位環向斷裂,是氣缸套常見破壞形式之一,俗稱“斷頭”。氣缸套一旦發生“斷頭”,往往造成嚴重的發動機事故,甚至導致發動機完全報廢(見圖1,圖2)。
為了不至“斷頭”,需要保證氣缸套退刀槽部位有足夠的強度。那么,在氣缸套結構設計上,有哪些因素對退刀槽強度有較大影響呢?
近些年來,采用壓力試驗機對氣缸套作壓潰試驗已成為測試氣缸套退刀槽強度常用的測量手段。很自然地我們可以想到,采用壓潰試驗可以比較同一缸套的不同設計方案對退刀槽強度的影響。但壓潰試驗受材料強度、加工精度、試驗操作等多個因素影響,會導致實際試驗結果的不穩定,因此使用CAE軟件,仿真氣缸套的壓潰試驗,可以更方便地比較不同設計方案對退刀槽強度的影響。
1 ?有限元計算
1.1 建立部件
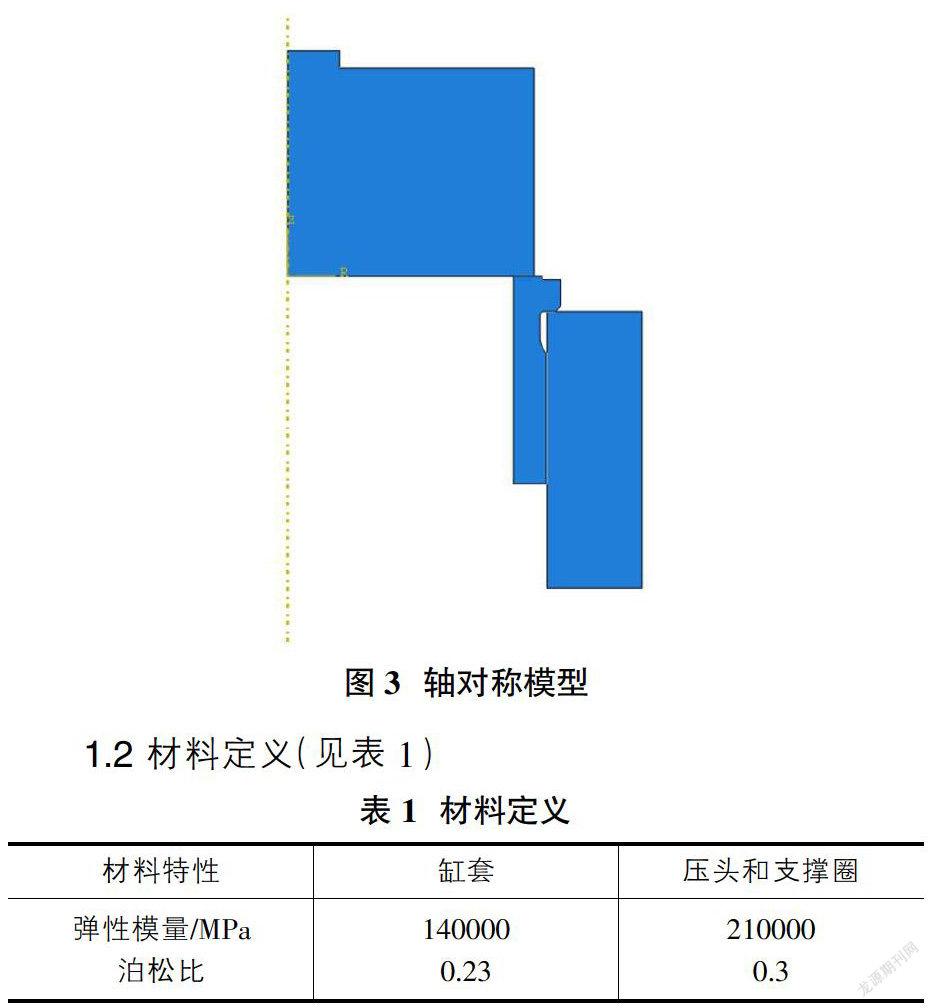
模型的建立選擇軸對稱模型。為減少不必要的計算,省略了底座和氣缸套下半部分,僅建立了其頭部的結構;同時因為仿真試驗不存在壓力偏離中心的現象,所以省略了壓頭上部的半球體。如圖3。
1.2 材料定義(見表1)
1.3 分析步
選擇靜力通用分析步(Static,General),打開非線性,初始增量步設置為1E-005,最小增量步設置為1E-015。
1.4 定義接觸
在各部件接觸處定義接觸屬性,其摩擦因子為0.19。
1.5 邊界條件
約束支撐圈底端U2、UR3,壓頭U1、UR3,在壓頭的最上面施加載荷為壓強450MPa。
1.6 網格劃分
網格屬性為CAX4R。對氣缸套、壓頭和支撐圈的網格劃分都是按尺寸0.5mm劃分;在氣缸套退刀槽圓弧部分進行加密,90°角劃分為180個單位。如圖4~圖5所示。
2 ?設計方案和計算結果
2.1 基本型氣缸套最大應力計算
以圖6所示的氣缸套為基本型,仿真壓潰試驗求解后得到的最大應力為465.2MPa,危險點處于退刀槽圓弧表面,與水平方向呈35.5°的夾角(在以后的研究中發現,危險點始終都處于退刀槽圓弧表面,與水平方向的夾角在144.5~150°之間變化(如圖7、圖8),后面不再一一說明)。
2.2 平底槽和斜槽的對比
缸套退刀槽圓弧、槽底徑不變,其它設計尺寸也不變,僅把平底槽改為斜槽(如圖9),仿真試驗求解后得到的最大應力為485.3MPa,應力大于平底槽結構的應力。
2.3 退刀槽圓弧大小對退刀槽強度的影響
在基本型的基礎上,維持退刀槽圓弧與支承肩下端面的切點位置不變,增大退刀槽圓弧半徑,槽底徑相應縮小,如圖10中點劃線所示,仿真試驗求解后得出最大應力值,如表2。
由表2和圖11可以看出,隨著退刀槽圓弧的逐漸增大,雖然退刀槽部位的壁厚降低了,但氣缸套最大應力卻逐漸降低,退刀槽強度得到了提高。
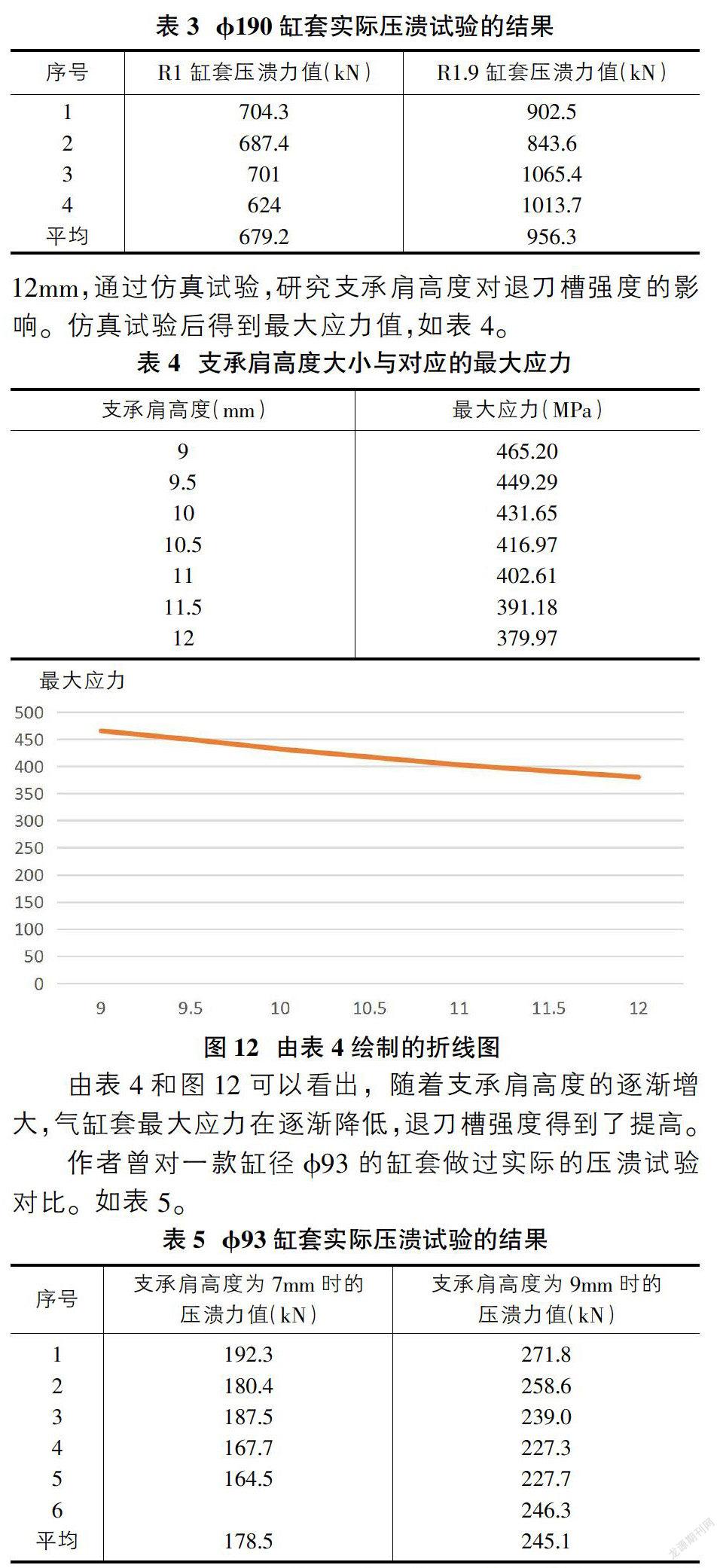
作者曾對一款缸徑?準190的缸套進行改進設計,把原來的退刀槽圓弧R1改為R1.9,實際壓潰結果如表3。
?準190缸套在增大退刀槽圓弧半徑接近雙倍后,壓潰強度提高了40%。
2.4 支承肩高度對于退刀槽強度的影響
在基本型的基礎上,其它不變,僅把支承肩高度從9mm逐步增加到9.5mm、10mm、10.5mm、11mm,直到12mm,通過仿真試驗,研究支承肩高度對退刀槽強度的影響。仿真試驗后得到最大應力值,如表4。
由表4和圖12可以看出,隨著支承肩高度的逐漸增大,氣缸套最大應力在逐漸降低,退刀槽強度得到了提高。
作者曾對一款缸徑?準93的缸套做過實際的壓潰試驗對比。如表5。
在支承肩高度提高2mm后,缸套退刀槽的壓潰強度提高了37%。
2.5 支承肩下端面斜度對退刀槽強度的影響
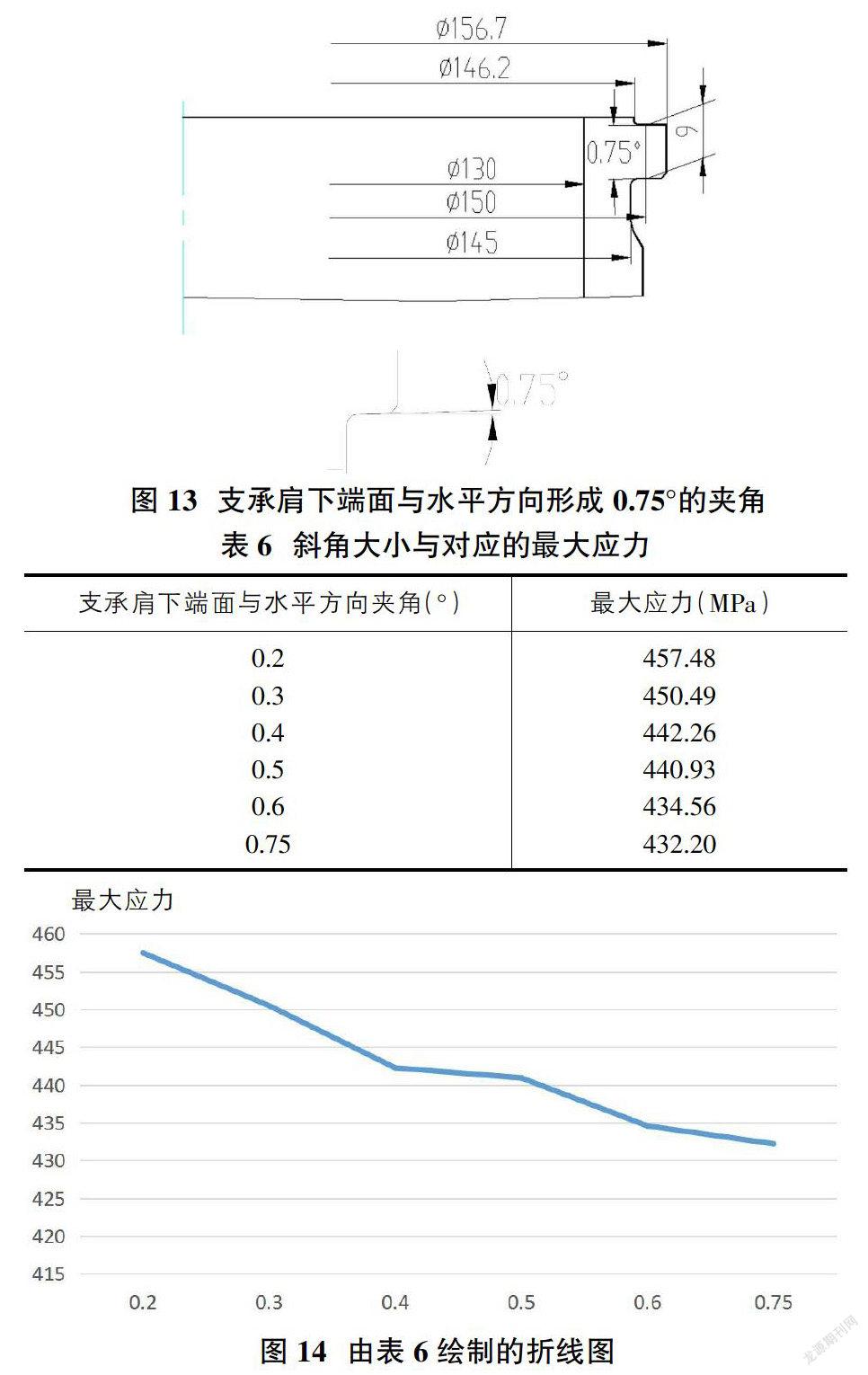
支承肩下端面設計成一個微小的斜面已成為提高退刀槽強度的常用手段(如圖13所示),但不同的公司或產品采用的斜角各不相同。下面我們就用仿真試驗的方法看看下端面斜角大小對退刀槽強度的影響。
由表6和圖14可以看出,隨著角度的增大,氣缸套最大應力在總體趨勢上逐漸降低,退刀槽強度得到了提高,但在角度0.4~0.5°之間有一個平緩區間,因此如果綜合考慮制造和測量的因素,把這個角度設計在0.4°為宜。
2.6 綜合采用以上措施的結果
設計退刀槽圓弧為R1.6,支承肩高度為11,支承肩下端面斜度為0.4°,計算可得退刀槽處最大應力為347.76MPa。該最大應力僅是前述基本型的最大應力465.2MPa的74.8%,退刀槽強度可得到很大的提高。
3 ?結束語
作者借助CAE軟件,對氣缸套的壓潰試驗進行仿真,研究了對氣缸套退刀槽強度的影響因素,可以得出以下結論:①平底槽結構要優于斜槽結構;②適當增加氣缸套退刀槽圓弧半徑大小和支承肩高度、以及增加支承肩下端面的斜角都能增大退刀槽強度;③若綜合采用以上三個要素,則效果更好。
增加退刀槽強度自然還有其它的辦法,比如對退刀槽進行滾壓或噴丸處理、采用更高強度的材料等,但這些辦法都在一定程度上增加了缸套的制造成本,而結構設計的優化幾乎不需要任何成本。所以從產品結構設計入手改善氣缸套退刀槽的強度應是我們的首選。
參考文獻:
[1]鄭永晴.氣缸套機械加工工藝縮減的探討[J].內燃機與配件,2013(9):29-30.
[2]戚娟娟,韋桂艷,張加中,等.氣缸套機加工工藝的改進[J]. 內燃機與配件,2013(12):18-19.
[3]趙新年,楊茂順,韋斌.高耐磨發動機氣缸套的研究與開發[J].內燃機與配件,2015(7):6-9.
關鍵詞:缸套;斷頭;退刀槽強度;壓潰試驗;仿真
猜你喜歡
中國教育技術裝備(2016年20期)2016-12-12 10:09:15
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 20:57:34
科技資訊(2016年18期)2016-11-15 20:09:22
科技資訊(2016年18期)2016-11-15 07:55:28
價值工程(2016年29期)2016-11-14 02:01:16
電子技術與軟件工程(2016年18期)2016-11-14 00:46:54
數字技術與應用(2016年9期)2016-11-09 23:25:33
數字技術與應用(2016年9期)2016-11-09 22:09:07
科技視界(2016年18期)2016-11-03 21:44:44
科技視界(2016年18期)2016-11-03 20:31:49