基于PLC的壓機聯模自動夾緊控制系統設計
2020-09-10 07:22:44張雍德
內燃機與配件 2020年19期
關鍵詞:界面
張雍德


摘要:隨著汽車工業和自動化技術的快速發展,汽車制造領域中自動化、整裝化、柔性化方面顯得尤為重要。本文針對包邊模具切換過程中環節多、人為因素干擾強,降低模具切換效率的問題。以西門子CPU315-2PN/DP為核心控制器,以西門子TP1200觸摸屏為HMI界面對設備運行進行監控和操作,實現壓機聯模自動夾緊的有效控制。文中圍繞控制系統硬件選型、硬件組態、HMI界面設計完成壓機聯模夾緊快速、精確、穩定控制,提升了汽車零件包邊的工作效率,確保了包邊質量的的穩定性和員工操作安全性,對壓機聯模自動夾緊控制具有一定的實踐意義。
關鍵詞:壓機聯模;汽車制造;CPU315-2PN/DP;HMI
0 ?引言
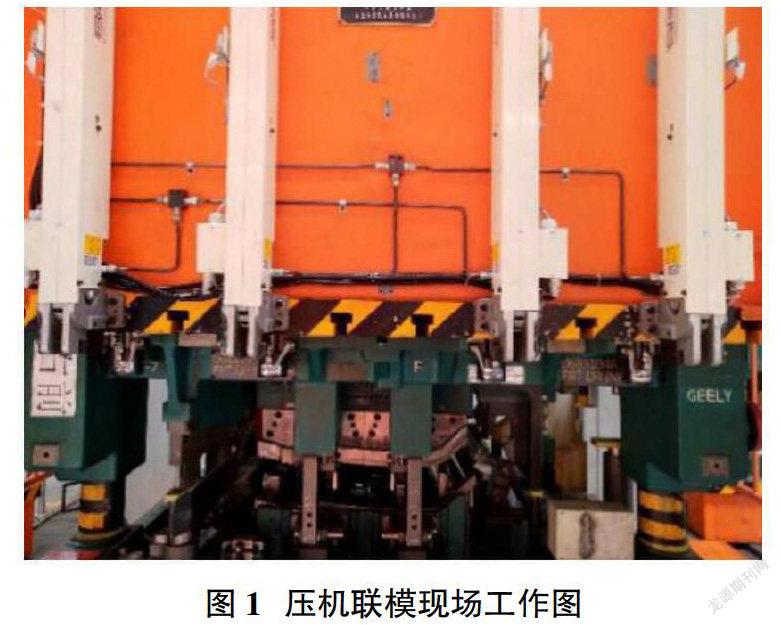
隨著自動控制技術的快速發展和汽車行業產銷量的增加,包邊壓機與包邊模具配合使用被廣泛應用于汽車制造焊裝車間白車身車門和發動機外罩的制造過程中,進行白車身車門和發動機外罩零部件的扣合包邊,以提高車門和發動機外罩的生產效率和外觀質量。包邊模具與沖壓車間工序凸凹模具不同,包邊模具通常為多于2~3套包邊模具配套使用,一次工序完成零件的包邊成型,具有投入成本低、包邊質量好的優點,所以在零件包邊過程中包邊模具的高效切換、組合成為決定包邊效率的關鍵因素。傳統的包邊模具切換包括移模、聯模、進料、試壓、出料等,切換過程中環節較多,易受人工因素干擾,在聯模壓機下行、夾緊器安裝、夾緊器夾緊到位、壓機上行等各個環節,受到人工操作干預,不僅降低整個包邊模具切換效率,而且切換過程中增加了人員和設備的安全風險[1]。(圖1)
基于PLC的壓機聯模自動夾緊控制系統設計是以S7-300PLC為核心控制器,以TP1200觸摸屏+PC站為人機操作界面,Profinet工業以太網現場總線為通訊方式,對壓機聯模自動加緊過程進行操作及遠程監控,設計一種自動高效的聯模及模具切換系統以替代人工操作,提升包邊模具切換效率和車門及發動機外罩包邊速度和質量。
1 ?壓機聯模自動夾緊控制系統設計原理
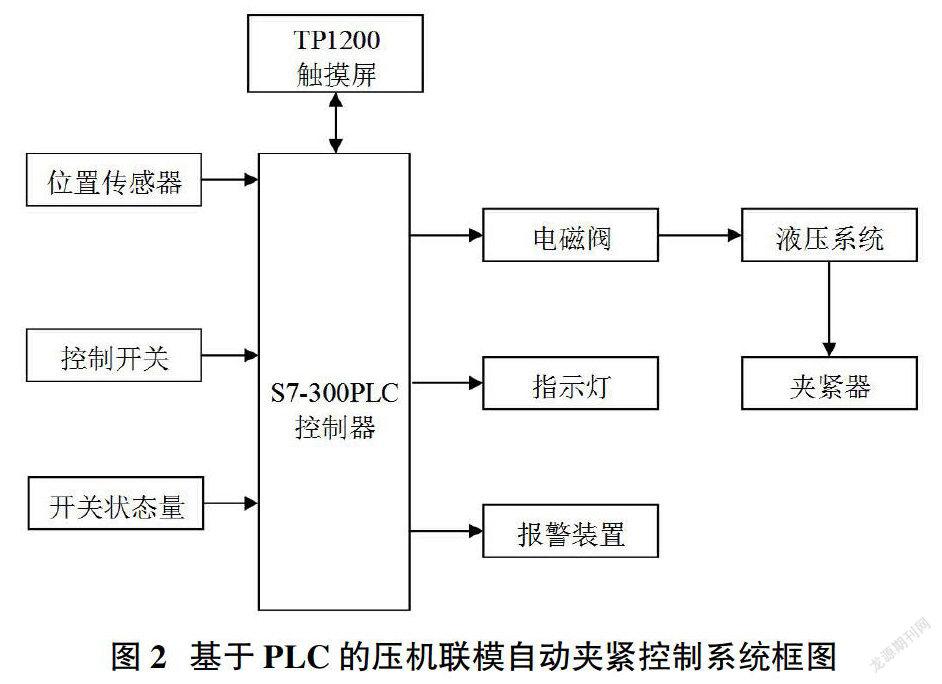
如圖2所示,壓機聯模自動夾緊控制系統由氣液聯動的自動夾緊裝置配套西門子PLC控制系統實現,自動夾緊裝置由兩套夾緊機構組成,每組分為四個夾緊器,自動夾緊裝置采用日本SR公司的USZ自移式夾緊器,該夾緊器具有內置氣缸,通過氣缸活塞桿的動作,推動夾緊器在軌道內前后移動,到達夾緊位和放松位,夾緊位和放松位安裝有兩個傳感器,檢測反饋夾緊器的實際位置。當夾緊器到達夾緊位后,傳感器點亮,信號反饋給PLC控制系統,PLC輸出動作信號,電磁閥動作,液壓系統工作,夾緊器夾緊。反過來是夾緊器松開的流程[2]。
壓機聯模自動夾緊器控制系統選用控制性能和經濟性較好的西門子S7-300PLC為核心控制器,觸摸屏選用西門子TP1200,PLC與觸摸屏間采用Profinet工業以太網現場總線,Profinet通訊具有傳輸效率高、組態方便、抗干擾能力強、功能完善的優點。PLC控制技術成熟、可靠、穩定,在制造領域生產制造過程中得到充分的實踐應用,其具有編程簡單、穩定性高、運算速度快、抗干擾能力強的特點。
2 ?控制系統硬件選項
壓機聯模自動夾緊器控制系統硬件選型需要考慮零件包邊工藝需求、自動夾緊系統I/O點數、配套系統兼容性、網絡通訊以及經濟性等問題。在滿足上述條件的前提下,盡量選型經濟性好、可靠穩定成熟的控制器產品,同時I/O點模塊數量冗余10~15%,用于后期壓機聯模自動夾緊控制系統的維修、擴展及升級。考慮系統穩定性和經濟成本,選用西門子CPU315-2PN/DP(6ES7315-2EH14-0AB0)為核心控制器,自帶2個Profinet網絡接口、1個Profibus網絡接口,單條處理時間約為0.1μs。
為提高聯模自動夾緊控制系統設計效率,縮短組態和訂貨,可用西門子TIA Selection Tool軟件模擬注塑機集散控制系統硬件組態,可準確、無遺漏生成系統硬件模塊及其附件的訂貨清單,該軟件可模擬真實系統的硬件選型、機架分配、系統診斷、附件選型[3]。如圖3所示,聯模自動夾緊控制系統設備組態,完成了I/O模塊選擇、組態、訂購的全集成自動化配置,可清晰查看組態硬件的訂貨號、電勢分配、插槽號、機架位置等信息。在項目視圖模式下,點擊訂單列表按鈕可自動生成模塊及附件的訂單信息,訂單列表包含設備名稱、訂貨號、信號種類、數量、包裝單位、包裝數量、控制精度,可將購物車內的訂單直接導出到網上商城進行硬件購買,也可導出為.csv或.pdf文檔傳輸到采購部門進行硬件采購。
聯模自動夾緊控制系統選用TP1200觸摸屏為HMI界面,屏寬12.1英寸,分辨率1280*800,1600萬色,可通過Profinet接口與CPU315-2PN/DP控制器通訊,擴展能力強[4]。
自動夾緊裝置選用日本SR公司的USZ自移式夾緊器(型號USZ 6M-82-700-BD-JF99SS),可用于夾緊尺寸變化較大的各種場合,一個夾緊器配合不同長度的的短軸組件,能夠完成多種夾緊任務,在汽車車門和發動機外罩包邊工作中特別適用;壓機采用的是合肥鍛壓的YH25-200AJ包邊壓機,該設備具有獨立的動力系統和電氣系統,電氣采用PLC控制,并采用按鈕集中控制,可實現調整、無壓力下行、半自動、連續四種工作方式及緊急停止、緊急返回功能。另外,工作壓力和行程可在設計范圍內調節,能完成定壓成形和定程成形兩種工藝方式。
3 ?HMI界面開發
為實現壓機聯模自動夾緊控制狀態和汽車零件包邊生產流程的實時監控,HMI界面設計采用WinCC軟件軟件開發,下位機Step7實時進行數據交換,其工具箱中包含有基本對象、圖形、元素和功能控件,可快速、靈活、便捷完成HMI界面開發。通過在WinCC平臺設置過程變量連接Step7對應的地址,以變量地址為紐帶實現參數數據在HMI界面的顯示。
如圖4壓機聯模自動夾緊操作界面所示,通過HMI界面控制夾緊器內置氣缸活塞桿動作,推動夾緊器在軌道內前進、返回,同時位置傳感器將檢測信號反饋到PLC控制器與TP1200信息交互,若要前進到位HMI指示燈顯示綠色。當夾緊器到達夾緊位后,傳感器點亮,信號反饋給PLC控制系統,PLC輸出動作信號,電磁閥動作,液壓系統工作,夾緊器夾緊,HMI界面夾緊器動作狀態指示燈亮。若出現夾緊器移動不到位等夾緊器故障時,PLC暫停控制動作并進行報警顯示,夾緊器故障燈亮。
4 ?結語
隨著國內汽車工業的快速發展及汽車產銷量的增加,車型更新周期進一步縮短,汽車質量不斷提升。汽車制造過程中的包邊質量的好壞,直接影響汽車車身的外觀質量。本文以西門子CPU315-2PN/DP控制為核心,以TP1200觸摸屏為HMI界面,以Profinet工業以太網通訊協議搭建控制網絡框架,通過控制系統硬件組態、網絡通訊、PLC程序設計以及HMI界面設計,完成對汽車壓機聯模自動加緊控制系統進行優化升級,以提高包邊模具切換效率和工作人員安全。
參考文獻:
[1]魏國旗.車門包邊工藝分析與工藝提升[J].電焊機,2010,40(05):162-165.
[2]夏鳳鳴,劉英,李灝,等.基于單片機的汽車右后門包邊機控制系統[J].林業機械與木工設備,2014,42(08):19-21,26.
[3]白龍飛,翟振宇,冉立功,等.淺談自行小車輸送系統交接工位定位裝置[J].汽車工藝與材料,2018(06):69-71.
[4]楊依領,謝龍漢.西門子S7-300PLC程序設計及應用[M].清華大學出版社,2014.
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04