航空用薄壁長筒多瓣爪形零件加工工藝改進研究
2020-09-10 07:22:44杜威
內燃機與配件 2020年19期
杜威


摘要:針對一種航空用薄壁長筒多瓣爪形零件夾簧在加工過程中尺寸超差、表面粗糙度差、合格率低的問題,從加工工藝方法、工藝裝備等方面展開了研究分析。通過優化工藝路線,設計專用夾具等方式,得到了有效的解決方案,明顯提高了產品合格率,解決了零件變形、無法裝夾等問題。
Abstract: In order to solve the problems of dimension out of tolerance, poor surface roughness and low qualification rate in the machining process of a kind of claw spring with thin wall and long cylinder for aviation, the research and analysis are carried out from the aspects of processing technology and equipment. By optimizing the process route and designing the special fixture, the effective solution is obtained, the qualified rate of the product is obviously improved, and the problems such as deformation of parts and failure of clamping are solved.
關鍵詞:多瓣爪形;四軸數控銑;加工工藝;專用夾具
Key words: multilobed claw;four axis CNC milling;processing technology;special fixture
0 ?引言
在航空零部件制造中,數控銑削加工是飛機復雜零件、異形零件在最重要的機加工工藝之一,且占據較大的比重。優良的加工工藝與專用工裝相結合,可以較大的改善零件的加工質量,縮短加工時間,為新產品的研究提供了較大幫助。
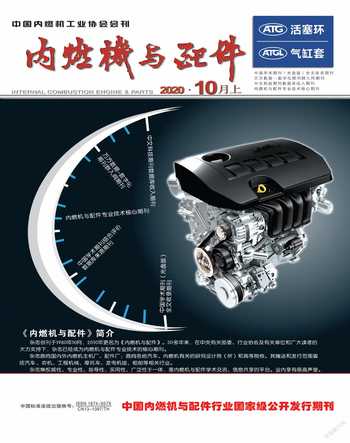
夾簧是一種用于某型飛機的航空異形零部件,材質為30CrMnSiA,結構特征如圖1所示。夾簧整體為長圓筒形狀,壁厚2mm,一端有8個瓣爪,呈狹長形,約占整體零件的3/4,內壁53長度部分粗糙度Ra0.8,外壁粗糙度1.6,尺寸為8級精度,是一種薄壁長筒瓣爪形零件。由于零件形狀的特殊性,目前國內相關研究較少,因此,在以往的加工過程中出現了很多問題。新的加工工藝對國家的工業化發展尤為重要,只有優化加工工藝才能夠提升工業生產效率,從而對科技和經濟形成促進作用[1]。本文針對這些問題,優化了加工工藝,設計了專用夾具,采用數控銑削加工方法,有效的提高了薄壁長筒多瓣爪形零件加工能力,保證了工件的產品質量。
1 ?薄壁長筒多瓣爪形零件的加工工藝分析
夾簧以往的加工工藝為:車工——線切割——鉗工——熱處理——車工——表面處理——成品檢驗。車工加工螺紋M18×1.5,內孔,粗糙度Ra0.8,外圓,粗糙度Ra1.6。然后,線切割制瓣爪形之間的根部為的8處寬度3的長槽。由于線切割后會有尖邊,影響表面粗糙度,所以熱處理后車工還需要對外圓表面進行拋光。
采用此工藝加工后,產品存在形狀不規則、側壁粗糙度低、尺寸嚴重超差等質量缺陷,一次加工合格率不到30%,而且加工時間長,生產效率極低。其主要存在的問題主要為以下幾方面:
①在線切割加工過程中,瓣爪形部分會產生不規則的變化量,加工后瓣爪形寬度尺寸3大小不一。
②線切割加工后零件側壁粗糙度為Ra3.2μm~Ra6.3μm,不滿足技術要求。
③加工過程需要多次翻轉,每次三爪卡盤裝夾后都需要找正,容易產生多次定位的誤差,尺寸嚴重超差。
2 ?工藝改進
2.1 加工工藝分析與優化
夾簧的瓣爪形部分全部為圓周側壁上的加工,整個加工過程均需沿徑向切削。采用線切割工藝8個瓣爪需要8次裝夾,7次翻轉方向,多次裝夾找正會產生很大的累計誤差,顯然不是優選的加工方案。四軸數控銑削的加工特點非常滿足夾簧的徑向切削要求,且精加工的表面粗糙度Ra可達到0.2μm,是加工該零件的最佳選擇。四軸數控立式銑削機床是在三軸平動軸機床的基礎上增加一個旋轉軸構成的,可以自動完成多平面、多角度的多工序加工。通過線性軸與旋轉軸組合可完成對螺旋線等典型特征的零件加工和對帶回轉特征的自由曲面一次性走刀,從而避免了接刀痕的產生,提高加工的表面質量和精度[2]。
加工過程中,銑削加工數控編程采用四軸加工編程模式,先對一個瓣爪及槽創建模型,再運用旋轉、鏡像工具完成整個實體的造型。通過建立產品設計、制造等過程的模型,在實際加工之前分析與預測各切削參數的變化對加工過程的影響,對產品制造全過程及其對產品設計的反饋作用進行實時的、并行的模擬,對產品的性能、可制造性等進行預測,更有效、經濟、靈活地組織生產[3]。
確定改進后的工藝方案為:車工——數控銑——鉗工——熱處理——表面處理——成品檢驗。數控銑削加工瓣爪形之間的長槽,保證尺寸和寬度3,因為不會影響表面粗糙度,所以取消了熱處理后的車工拋光工序。
2.2 專用夾具的設計及改進
夾簧瓣爪形部分除加工切削方向和粗糙度問題外,還有個關鍵問題需要解決,就是如何約束每個瓣爪自由度的問題。零件整體為長筒形,因此設計的工裝主體部分為和工件相配合的芯軸,工件嵌入芯軸內,瓣爪端頭用工裝主體的環形卡槽進行定位,用端蓋和鎖緊螺釘固定芯軸另一端。工件和工裝裝配關系見圖2。
用該工裝裝夾加工后,8個瓣爪形尺寸大小有所改善,但出現了新的問題:加工表面有明顯的顫刀紋。分析原因為:工件嵌入工裝鎖緊后,芯軸外表面約束了瓣爪加工前內外表面得自由度,但是當加工出單個瓣爪形狀時,兩側面的自由度就會部分失去約束。工件和芯軸是間隙配合,配合間隙約為(0.02~0.05)mm,加工過程中單個扇形出現徑向振動,就會導致8個瓣爪尺寸出現偏差,表面產生顫刀紋。針對這個問題改進了工裝,在芯軸8個凸塊上增加螺紋孔,安裝螺紋頂絲,用頂絲頂住瓣爪,從而限制其徑向自由度。
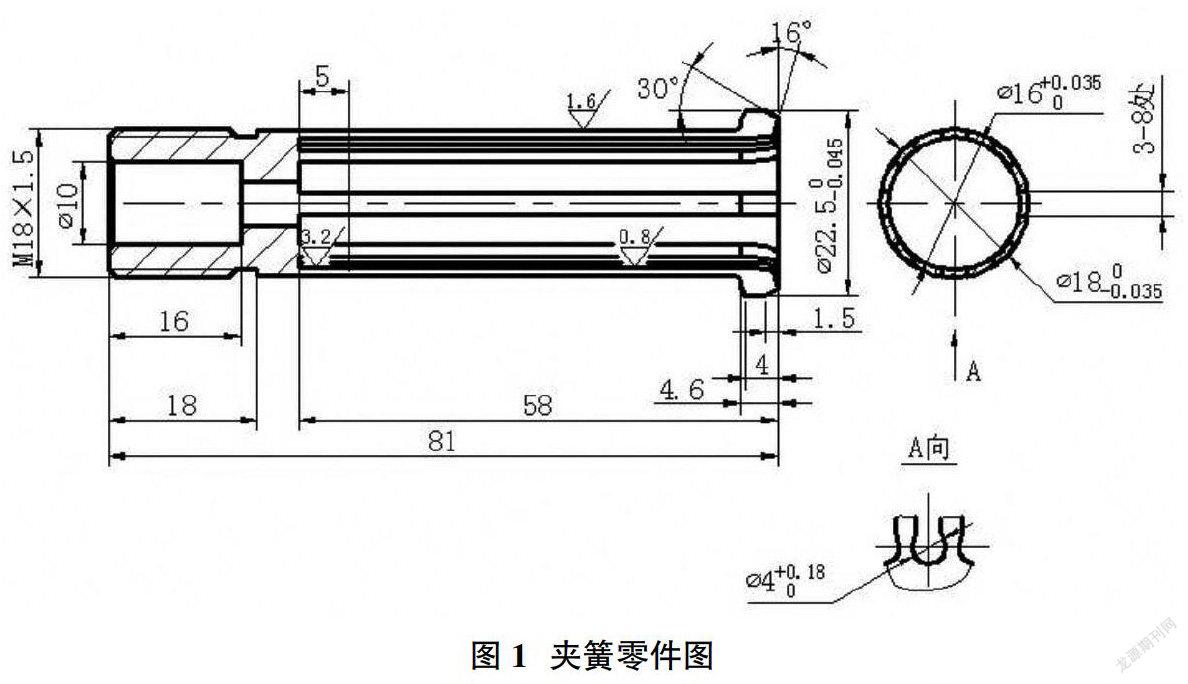
工裝初步改進后,顫刀紋有所減輕,但沒有完全消除,在加工過程中,M4螺紋頂絲出現松動現象。分析原因:瓣爪為壁薄、細長形狀,加工時工件表面的切削應力很容易導致瓣爪的形變或彎曲,這時固定的螺紋頂絲和瓣爪之間就會出現間隙,頂絲不再起到約束的作用,瓣爪的徑向顫動導致表面顫刀紋仍然存在。因此,對工裝進行了進一步的改進,改進后的工裝如圖3所示,實物圖見圖4。
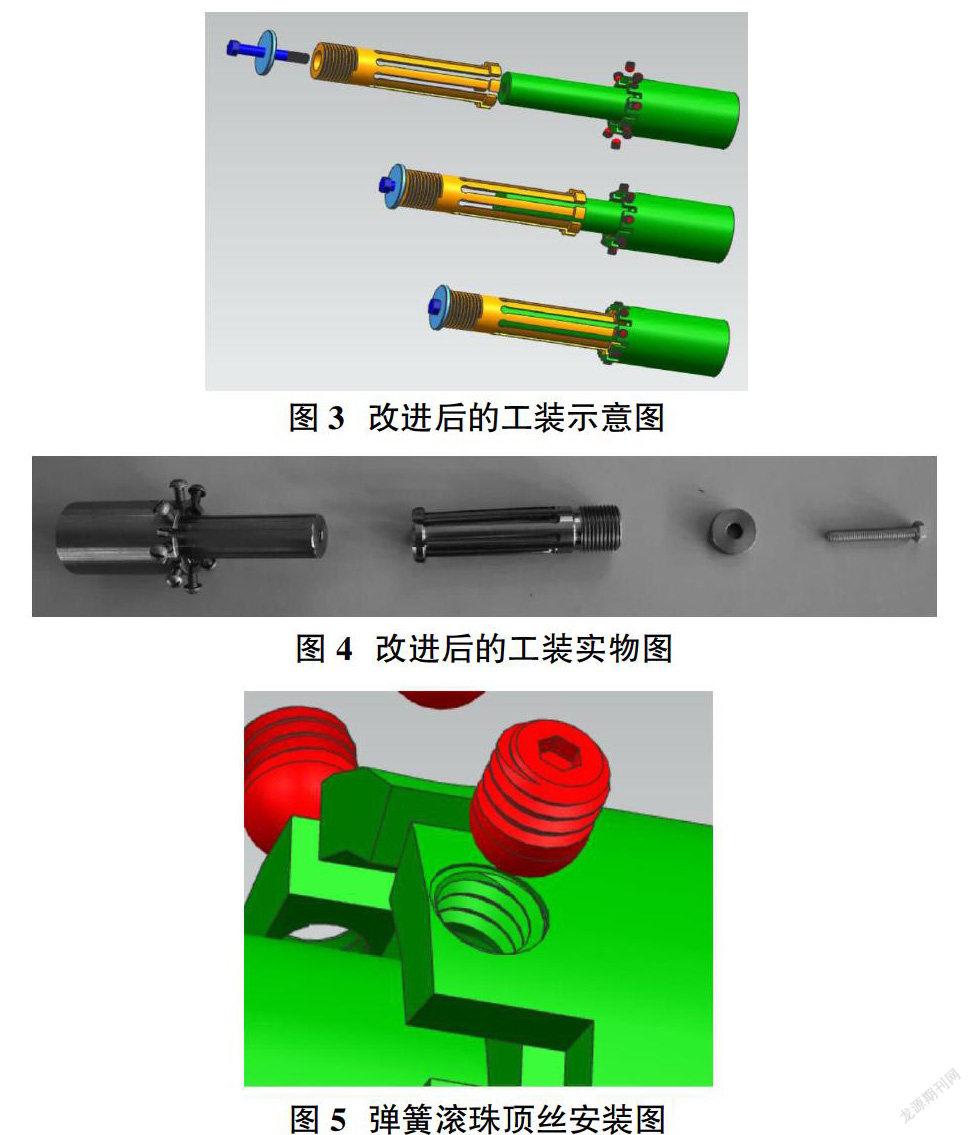
將固定頂絲換成彈簧滾珠頂絲,如圖5所示。彈簧的預緊力可以實現自動補償工件和工裝隙量的作用,避免機床振動產生的松動,解決了加工過程中的振顫、擺動和變形問題。滾珠對工件表面有良好的保護作用,不影響工件的表面粗糙度,保證了產品質量。
此外,我們還對該不規則零部件加工產生的殘余應力消除方法進行了研究。由于該零件形狀、材料及加工方法等原因,加工時工件表面的切削應力很容易導致瓣爪的形變或彎曲,松動、振顫等現象也證實了大量殘余應力的存在。切削后有熱處理工序,可以有效解決殘余應力的問題,因此不再增加其它去應力的手段[4]。
改進后的工藝方案已應用于2批次共計43件零件的加工,收到非常好的效果,產品一次合格率從不到30%提升至100%,解決了產品質量問題。成品件零件圖見圖6。
3 ?結語
復雜零件和異形零件是汽車、航空器等產品中常用的零部件。本文針對航空器中常用的薄壁長筒多瓣爪形零件夾簧合格率低的問題,對其結構特點和加工制造中存在的難點進行了分析,并通過優化加工工藝和設計制作專用工裝夾具。不僅提升了該類零件的加工精度、加工效率,也為機械加工夾緊機構的限位補償提出了新的解決方案,具有很好的應用前景和推廣價值。
參考文獻:
[1]尹華維.不規則異形零件的加工工藝研究[J].科技創新導報,2018(21):117-118.
[2]程奎.四軸數控機床運動分析及加工應用研究[D].濟南:山東大學,2017.
[3]趙文明.銑削加工切除體及其在航空發動機零件典型特征加工巾的應用研究[D].西安:西安理工大學,2010.
[4]孫建英.高速切削加工表面殘余應力研究與控制[J].內蒙古科技與經濟,2009(186):111-112.