基于生產(chǎn)平衡的汽車車身自動(dòng)化焊接生產(chǎn)線設(shè)計(jì)
2020-09-10 07:22:44靳黎娜
內(nèi)燃機(jī)與配件 2020年18期
靳黎娜
摘要:影響汽車車身生產(chǎn)線焊接效率低的因素中,對(duì)效率影響較大的因素之一就是多方面耦合造成的生產(chǎn)工作順序不合理,而且這種因素常被忽視。因此,設(shè)計(jì)出一種合理的車身自動(dòng)化焊接生產(chǎn)平衡方案,既節(jié)省生產(chǎn)線的焊接時(shí)間又不影響其焊接質(zhì)量和效率。對(duì)自動(dòng)焊接生產(chǎn)線的生產(chǎn)過(guò)程和生產(chǎn)設(shè)備進(jìn)行分析,研究含有機(jī)器人工作站的焊接生產(chǎn)系統(tǒng)的組成以及對(duì)焊接生產(chǎn)過(guò)程影響的重要參數(shù)。
關(guān)鍵詞:汽車車身;焊接生產(chǎn)線;生產(chǎn)冗余率;生產(chǎn)平衡;車間布局
0? 引言
車身是汽車的重要部件,車身也是一個(gè)載體,可以承載人或物。坐車人的安全、車輛的行駛可靠性就由車身的機(jī)械性能決定。焊接技術(shù)是汽車制造的重要構(gòu)成部分,它在汽車制造中占有很重要地位。汽車自動(dòng)焊接生產(chǎn)線中將汽車的零件通過(guò)各種焊接方法焊接在一起。它們由焊接機(jī)器人、物流輔助設(shè)備、電焊槍和自動(dòng)傳送裝置等構(gòu)成。工件被自動(dòng)輸送設(shè)備傳送。定位機(jī)器人快速定位于焊接夾具,之后就是焊接機(jī)器人來(lái)完成焊接操作。自動(dòng)變速器和焊接設(shè)備是在焊接線路上設(shè)計(jì)的。根據(jù)客戶的不同需求來(lái)購(gòu)買焊接機(jī)器人和其他輔助設(shè)備,然后集成在裝配中。
車身自動(dòng)化焊接線是機(jī)電一體化中具有代表性一種體現(xiàn)方式。它是集機(jī)械、電力電子、自動(dòng)控制于一體的系統(tǒng)工程。這些成熟技術(shù)的具體應(yīng)用體現(xiàn)在車身焊接之中。
1? 車身自動(dòng)化焊接生產(chǎn)線的構(gòu)成
1.1 車身自動(dòng)化焊接生產(chǎn)線工藝構(gòu)成
從另外不同的方式去分析和了解車身焊接生產(chǎn)線的構(gòu)成。從其中從生產(chǎn)工藝過(guò)程來(lái)看,它是由以下幾個(gè)部分組成:
小零件焊接線:主要包括發(fā)動(dòng)機(jī)蓋和后殼蓋,為了讓車門和蓋子密封性更加好,在車身邊緣也大量采用焊接技術(shù)。
內(nèi)/外板焊接線:因?yàn)檐嚿淼脑O(shè)計(jì)都是左右對(duì)稱的,所以側(cè)板和外板的焊接線也是左右對(duì)稱布置的。由于側(cè)邊對(duì)焊接面的要求很高所以在企業(yè)中都是用手工焊接。
地板焊接線:適用于焊接地面構(gòu)件。它由兩個(gè)階段組成,就是前地板、后地板和機(jī)艙。因?yàn)榈匕宓男螤顝?fù)雜,堆放雜物較多,空間小,所以很難設(shè)計(jì)。
主焊接線:采用涂層、弧焊和點(diǎn)焊的方式將地板組裝、側(cè)面組裝和頂蓋組裝在一起。現(xiàn)在用的焊接方式有兩種,它們是人力焊接和機(jī)器人焊接,生產(chǎn)線的自動(dòng)化程度受其焊接效率的影響。
門蓋安裝調(diào)整線:用于安裝發(fā)動(dòng)機(jī)蓋、后殼蓋和四個(gè)車門,與此同時(shí)也可以檢測(cè)焊接精度。由于門和蓋通常通過(guò)鉸鏈連接到主體,所以手動(dòng)安裝是主要的方法。
1.2 車身焊接生產(chǎn)線設(shè)備構(gòu)成
車身焊接生產(chǎn)線由多種設(shè)備集成,其設(shè)備基本構(gòu)成為:焊接設(shè)備、輸送裝置、機(jī)器人工作站、焊接夾具、控制裝置、其它物流裝置。
2? 生產(chǎn)線平衡設(shè)計(jì)的方法
生產(chǎn)線根據(jù)生產(chǎn)平衡進(jìn)行設(shè)計(jì),實(shí)質(zhì)即為各工藝單元優(yōu)化組合,獲得生產(chǎn)線的整體最優(yōu)解和最佳組合方案。組合單元數(shù)量與處理單元數(shù)量成正相關(guān),一般方法求解,能得到近似最優(yōu)解。在多種求最優(yōu)解的方法中,例如,分支邊界的定義和排序法。此類方法要求工作時(shí)間為tij
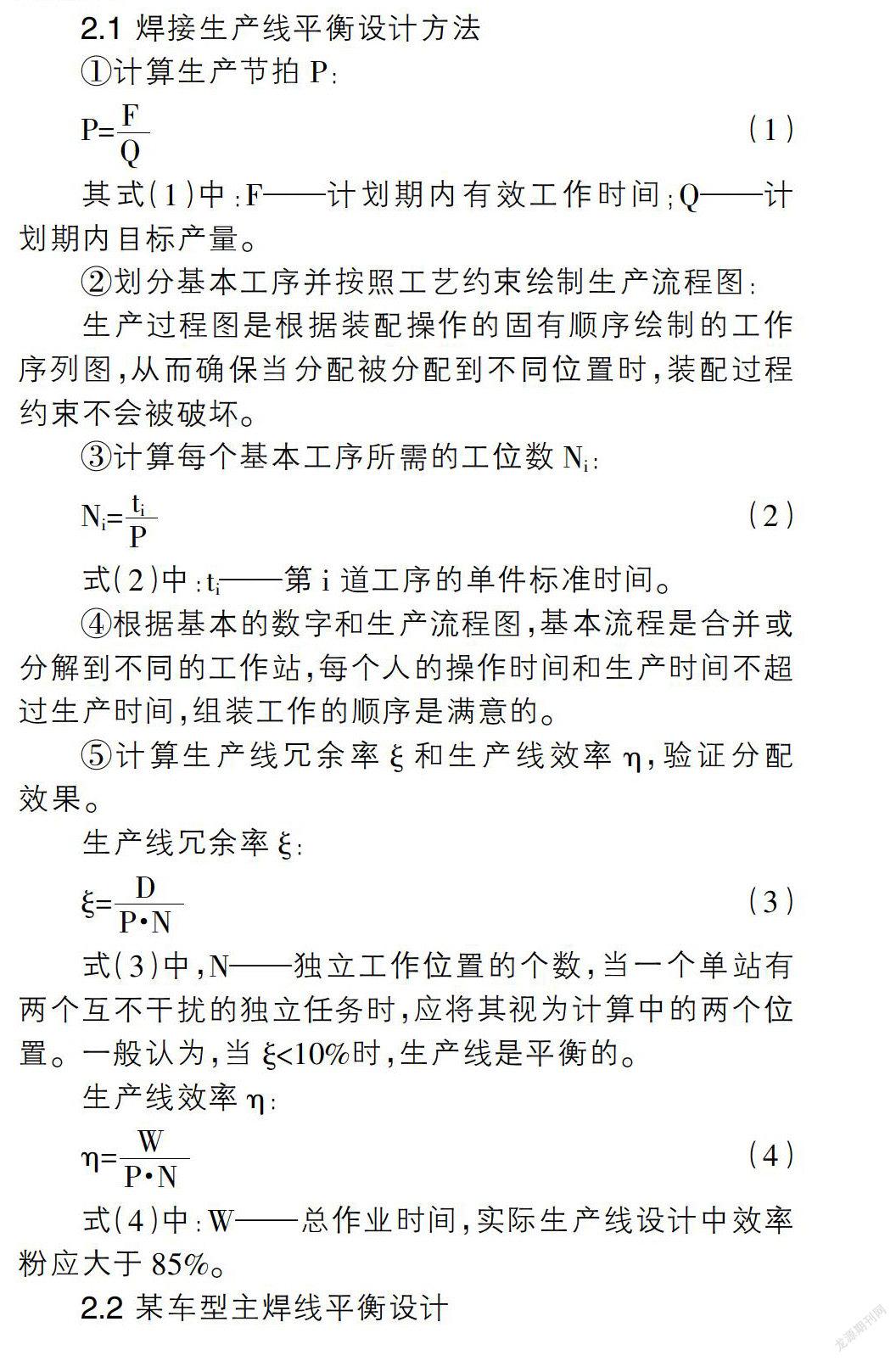
2.1 焊接生產(chǎn)線平衡設(shè)計(jì)方法
2.2 某車型主焊線平衡設(shè)計(jì)
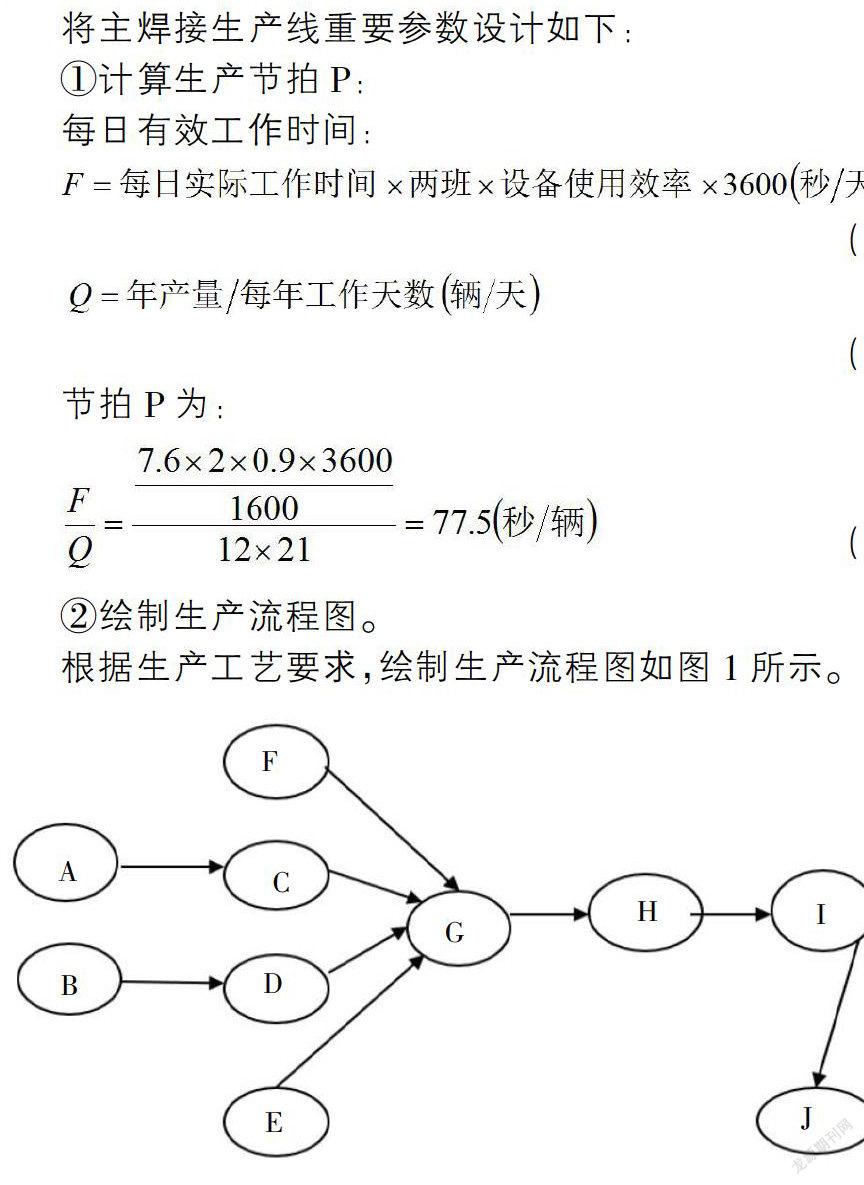
采取的主要焊接連接車輛作為一個(gè)例子,應(yīng)用生產(chǎn)平衡進(jìn)行設(shè)計(jì)。該模型年產(chǎn)量是16萬(wàn),一日2班。每班次實(shí)際工作時(shí)間是7.6小時(shí),設(shè)備使用率為90%,一月工作日為21天,主焊接線基本作業(yè)內(nèi)容(基本操作任務(wù))與操作所需時(shí)間及其編號(hào)如下:
把車身左側(cè)涂膠的作業(yè)內(nèi)容,編為作業(yè)編號(hào)A,操作時(shí)間為32s;把車身右側(cè)涂膠的作業(yè)內(nèi)容,編為作業(yè)編號(hào)B,操作時(shí)間為22s;把安裝左側(cè)圍分總成的作業(yè)內(nèi)容,編為作業(yè)編號(hào)C,操作時(shí)間為15s;把安裝右側(cè)圍分總成的作業(yè)內(nèi)容,編為作業(yè)編號(hào)D,操作時(shí)間為32s;把安裝頂蓋加強(qiáng)板的作業(yè)內(nèi)容,編為作業(yè)編號(hào)E,操作時(shí)間為22s;把安裝后備箱加強(qiáng)板的作業(yè)內(nèi)容,編為作業(yè)編號(hào)F,操作時(shí)間為15s;把側(cè)圍與車身定位焊的作業(yè)內(nèi)容,編為作業(yè)編號(hào)G,操作時(shí)間為300s;把頂蓋涂膠的作業(yè)內(nèi)容,編為作業(yè)編號(hào)H,操作時(shí)間為56s;把安裝頂蓋分總成的作業(yè)內(nèi)容,編為作業(yè)編號(hào)I,操作時(shí)間為20s;把焊接頂蓋的作業(yè)內(nèi)容,編為作業(yè)編號(hào)J,操作時(shí)間為76s。
在不影響生產(chǎn)效果時(shí),相鄰兩工序即可合并,例如六個(gè)過(guò)程的合并,如A、B、C、D、E、F,并且計(jì)算站的數(shù)量是1.45。在它們合并后,需要兩個(gè)工作場(chǎng)所,人員數(shù)從6個(gè)減少到2個(gè),對(duì)主焊線基本作業(yè)進(jìn)行分配與合并,即可增加生產(chǎn)效率。
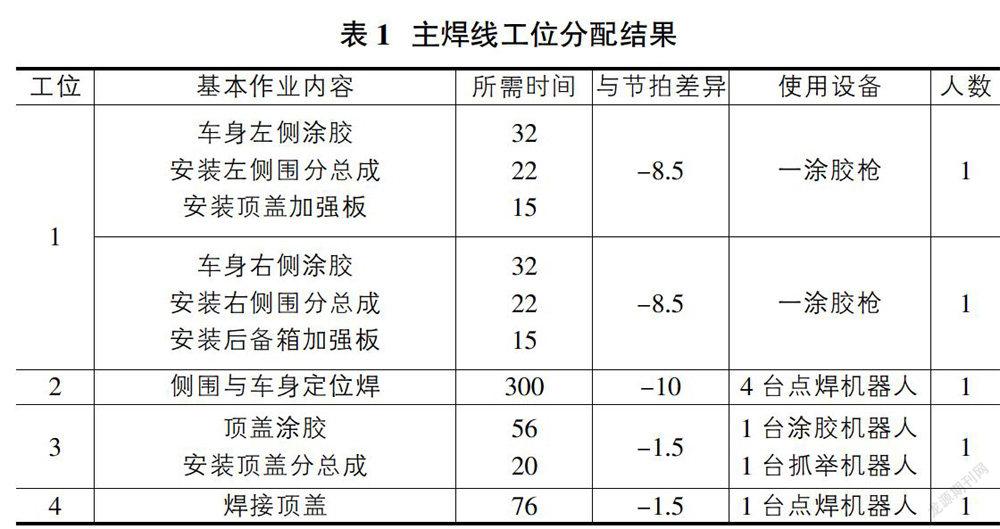
依從焊接工藝內(nèi)在需求,如表1所示,各工位的任務(wù)、人員和設(shè)備的分布將安裝在機(jī)體左側(cè)、左圓周組件、車頂加強(qiáng)板、右側(cè)涂膠、支撐板安裝、右、左對(duì)稱。在部署之后,在合并后獨(dú)立工作的工作站的數(shù)量是兩個(gè),這是一個(gè)在左邊,一個(gè)在右邊,兩個(gè)在膠槍上,兩個(gè)在操作員身上。
側(cè)面和車身定位的焊接任務(wù)數(shù)量大,獨(dú)立機(jī)器人的數(shù)量為四個(gè)。獨(dú)立工作站的數(shù)量為四臺(tái)。頂蓋膠合,頂蓋組件組合成一個(gè)站。數(shù)量是一個(gè)獨(dú)立位置,由一個(gè)膠水機(jī)器人和一個(gè)抓取機(jī)器人完成。頂蓋焊接由一個(gè)工作站完成,獨(dú)立工作站的數(shù)量也是一個(gè),由點(diǎn)焊機(jī)器人完成。
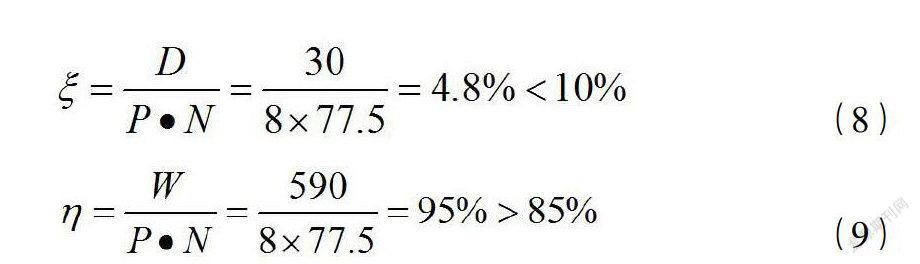
⑤計(jì)算生產(chǎn)線冗余率和效率:
3? 車間布局基本形式
車間的布局有兩種:過(guò)程原則布局和產(chǎn)品原則布局。設(shè)備的排列要考慮到要加工產(chǎn)品的順序,大批量的生產(chǎn)和更少的品種生產(chǎn)就適用于這種布局,經(jīng)典的產(chǎn)品原理布局就是車身焊接生產(chǎn)線。它具體包括四種布局方式:U型、S型、環(huán)形和直線型。
4? 車間布局原則
車間的生產(chǎn)線布局,可以根據(jù)LP(精益生產(chǎn))的生產(chǎn)管理理念構(gòu)建物理模型。精益生產(chǎn)是基于JIT和TQM,為減少生產(chǎn)中的浪費(fèi)和庫(kù)存,達(dá)到精簡(jiǎn)、高效生產(chǎn)管理的目的。根據(jù)精益求精的要求,車間的布置應(yīng)按照下面的原則:
①整體綜合最優(yōu)原則;②物流最小運(yùn)動(dòng)距離原則;③流動(dòng)性原則;④空間節(jié)約使用原則;⑤安全原則。
5? 總結(jié)
本文通過(guò)分析汽車車身自動(dòng)化焊接線的工藝構(gòu)成與設(shè)備組成,進(jìn)行了生產(chǎn)平衡設(shè)計(jì)和焊接生產(chǎn)線的車間布局設(shè)計(jì)分析,對(duì)汽車焊接工藝的影響因素進(jìn)行了分析和研究。
參考文獻(xiàn):
[1]董萬(wàn).轎車白車身焊接生產(chǎn)線設(shè)計(jì)及虛擬設(shè)計(jì)技術(shù)應(yīng)用研究[D].電子科技大學(xué),2008.
[2]姜正寶.焊夾具在汽車廠中的應(yīng)用[J].汽車實(shí)用技術(shù),2019(05):156-157.
[3]楊旭磊.基于多定位需求及典型使用工況的柔性焊接夾具設(shè)計(jì)開發(fā)[D].湖南大學(xué),2019.