柔性自動化制造實訓設備的硬件系統設計
2020-09-10 07:22:44傅康
內燃機與配件 2020年18期
傅康


摘要:基于西門子S7-200 型PLC設計柔性自動化制造實訓設備硬件系統。本文首先概述了設備的框架結構及設計需求,其次對組成設備的各硬件模塊進行了選型,并分析了相應的功能,最后對應用設備進行實訓生產操作的流程進行了簡述。本系統由來料、搬運、運料分揀和人機交互等硬件模塊組成,能夠精準識別來料加工產品的顏色和材質,并進行智能分揀,具有組態人機交互功能,方便操作人員遠程操控系統,降低了直接操作設備部件的損耗率,可用于高校自動化類專業實訓教學或物流企業包裹智能分揀,具有一定的實用推廣價值。
關鍵詞:柔性自動化制造實訓設備;西門子S7-200 PLC;電氣系統
1? 柔性自動化制造系統概述
柔性自動化制造系統(簡稱FMS),是一種以計算機或微處理器作為控制核心,外接機器人、機械手、數控機床、自動化生產線、各類傳感器、組態等構成的能夠完成產品智能加工、運輸和倉儲保管的現代化智能制造系統。其特點為:智能化、柔性化、自動化和無人值守,是現代制造業發展最重要的輔助系統。伴隨《中國制造2025》綱要的推出,近年來柔性制造系統在國內的研發和應用趨于白熱化,很多典型的FMS系統被相繼研發,如:2017年深圳市利和興股份有限公司研發的FMS系統,2018年武漢華中數控股份有限公司研發的FMS系統等。應該說,FMS系統已成為現代制造企業生產應用的主流。
2? 設備硬件設計需求和結構概述
2.1 設備設計需求
目前,市場上柔性自動化制造實訓設備存在采購成本高昂、維護不便和人機交互體驗不佳等問題,基于此,以優化采購研發成本支出、提升維護檢修便捷性和增強人機交互使用體驗為需求設計一款可用于高校實訓和企業生產的柔性制造設備具有十分現實的意義。本文以西門子S7-200型PLC為控制核心部件,結合搬運機械手、MCGS組態設備、三相異步減速電機、各類傳感器等設計模塊組合式柔性自動化制造實訓設備,以實現對國內工科類高校自動化專業柔性制造實訓教學的輔助。
2.2 設備整體結構
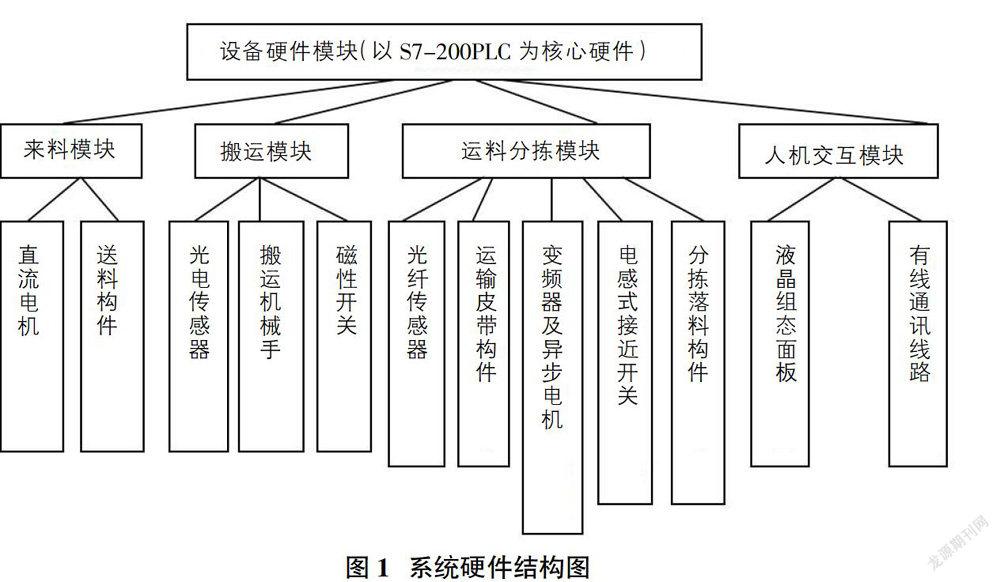
如圖1,本系統以西門子S7-200型PLC為硬件核心,功能模塊涵蓋來料、搬運、運料分揀和人機交互四個子部分,各模塊又由不同的硬件機構組成,相互配合能夠完成對待加工產品來料識別、搬運傳送、歸類分揀和遠程觸摸控制等操作,具體的部件選型以經濟性、維護便捷性和功能質量保障為原則。
3? 設備硬件選型與功能模塊設計
3.1 來料模塊設計
來料模塊用于本系統待傳送分揀產品的初級傳輸,一旦該模塊機構中檢測到有物料產品置入,便會啟動傳輸動力裝置運送來料產品至搬運模塊機構。該模塊的硬件選型及功能描述如下:
①來料承載機構。
由來料裝載盤、高度調節支架和固定裝置構成,其中來料裝載盤用于裝載物料產品,為圓形或橢圓形盛料機構;高度調節支架和固定裝置用于調節承載機構的高度和固定整個機構,機械安裝上可根據來料的體積、重量等參數自行設計調整。
②來料運輸機構。
由直流減速電機和撥料裝置構成,撥料裝置與直流減速電機的轉軸連接,當電機轉動時撥料裝置一同轉動運輸物料產品,電機的型號根據實際需求選定。
③來料檢測機構。
用于檢測送料口是否有物料產品,倘若有產品則停止直流減速電機,并啟動搬運機構,若送料口無產品則直流減速電機繼續運轉送料,該機構的核心部件為E3Z型光電傳感器。
3.2 搬運模塊設計
當來料口有物料產品時,便會啟動搬運模塊搬運物料至運輸模塊,可以說搬運模塊是連接來料和運輸模塊的中間機構。在硬件設計上,該模塊由2只單出雙桿氣缸、4只電控閥、5只磁性開關和1套機械搬運手組成,各硬件設備的選型及功能描述如下:
①單出雙桿氣缸。本設備的該類氣缸由雙聯、擺動和標準三類氣缸構成,其中雙聯氣缸可實現對機械搬運手“伸出-縮回”動作的控制,擺動氣缸可實現對機械搬運手“左擺-右擺”動作的控制,標準氣缸可實現對機械搬運手“上升-下降”動作的控制。
②電控閥。用于啟動/停止各單出雙桿氣缸的動作,設計上由PLC程序控制電控閥的導通和關斷。
③磁性開關。即磁性傳感器,用于檢測機械搬運手的運動限位,以判斷機械搬運手是否運動到限位位置。
④機械搬運手。包括機械手爪、手臂、節流閥、緩沖閥等部件,手爪通過抓緊和松開完成物料產品的抓取運輸,實際用PLC編程進行控制。該模塊的設計圖如圖2。
3.3 運料分揀模塊設計
運料分揀模塊是執行物料產品運輸和分揀的機構,其中運輸機構由三相異步減速電機和傳送皮帶組成,分揀機構由各類傳感器、氣缸、物料存儲推送裝置、變頻器和電磁閥組成,各主要硬件選型和功能描述如下:
①三相異步減速電機。選用380V,40r/min的三相異步減速電機,電機運轉軸與傳送皮帶綁定,電機運轉時帶動傳送皮帶運動,實現產品傳輸。
②傳感器組。包含1個金屬傳感器(額定電壓DC10-30V,檢測距離2-5mm,用于檢測金屬材質產品)、2個光纖傳感器(額定電壓DC10-30V,檢測顏色精度可調,用于檢測不同顏色的產品)和1個光電傳感器(額定電壓DC10-30V,檢測距離3-100mm,用于識別落料口是否有物料產品)。
③變頻器。選用西門子MM440變頻器。
④物料存儲推送裝置。由落料口、料槽、進氣機構、推料氣缸構成,各部件根據物料產品的體積、重量等指標機動選型。
3.4 人機交互模塊設計
基于本設備的人機交互模塊,實訓或技術人員可用遠程觸摸的方式實現對系統工作狀態的操作和監控,以體現出自動化遠程控制的優勢。該部分由1個昆侖通泰7寸液晶人機交互觸摸屏和1套RS485通訊線纜組成,通訊線纜用于觸摸屏與西門子S7-200型PLC之間的數據通信,具體的連接示意圖如圖3。
4? 設備操控應用流程
本設備基于PLC進行產品自動化運輸、識別、分揀循環控制,根據操控需要編寫PLC梯形圖程序后,實訓或技術人員操控設備的流程為:
①啟動系統。按下系統啟動按鈕SB1。
②初始化自檢。系統啟動后,將調用初始化程序進行自檢,主要檢測各硬件機構是否連接、有無損壞等,倘若存在問題則發出報警信號,同時停止系統運行。
③自動化制造循環運行。倘若系統自檢無問題,則自動進入“運送來料-搬運物料-識別物料-分揀物料”的循環生產過程,整個過程中各類傳感器檢測系統運行狀態,倘若出現掉料、過載、空載、誤操作等故障,傳感器能夠自動檢測并斷電報警。
④通過MCGS觸摸屏實現柔性自動化制造過程的操作及監控,若要停止系統運行,只需按下停止按鈕SB2即可。
5? 結語
通過硬件選型和各模塊功能的設計,初步完成了柔性自動化制造實訓設備硬件系統的設計,該設備硬件選型經濟適用,各模塊功能科學實用,完全能夠作為一套物料產品的運輸、識別、分揀和存儲實訓所用,具有一定的應用推廣性。在下個階段的設計中,將根據硬件設計完善系統軟件設計、組態設計和機械結構設計等內容,并將硬件和軟件整合起來設計若干實訓項目,以使整個設備體現出實訓實用價值。
參考文獻:
[1]張貴軍,陳安,王文,吳浪,李章維.模塊化柔性制造綜合實訓教學管理系統開發[J].實驗技術與管理,2017,34(12):161-163.
[2]楊娟,農應斌.智能制造實訓設備現狀研究[J].中國新技術新產品,2019(23):142-143.
[3]謝民雄.高校機械工程訓練中實施柔性制造實訓的探討[J].產業與科技論壇,2019,18(06):192-193.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
裝備制造技術(2020年12期)2020-05-22 09:25:38
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2017年8期)2017-06-05 09:36:15
工業設計(2016年12期)2016-04-16 02:52:00
信息記錄材料(2016年4期)2016-03-11 15:22:54
Coco薇(2015年1期)2015-08-13 02:23:50
消費者報道(2014年7期)2014-07-31 11:23:57
江蘇高職教育(2014年4期)2014-02-28 11:40:57
玩具(2009年10期)2009-11-04 02:33:14