ECK6520B數(shù)控鋼活塞立式車(chē)床的開(kāi)發(fā)
2020-09-10 07:22:44石貴發(fā)
內(nèi)燃機(jī)與配件 2020年18期
石貴發(fā)
摘要:隨著國(guó)V、國(guó)VI內(nèi)燃機(jī)排放標(biāo)準(zhǔn)的實(shí)施推進(jìn),國(guó)內(nèi)重型發(fā)動(dòng)機(jī)越來(lái)越傾向于使用全鋼活塞來(lái)代替原有的鋁活塞,而全鋼活塞的加工,對(duì)于國(guó)內(nèi)外活塞生產(chǎn)商來(lái)說(shuō),是一個(gè)新的難題。為滿足國(guó)內(nèi)外活塞生產(chǎn)商對(duì)全鋼活塞加工的急切需求,一派數(shù)控設(shè)計(jì)開(kāi)發(fā)了ECK6520B系列數(shù)控活塞立式車(chē)床。該系列車(chē)床采用雙立柱結(jié)構(gòu),搭載雙Z軸、雙X軸,可實(shí)現(xiàn)加工工序的集中;采用雙通道數(shù)控系統(tǒng)可同時(shí)控制雙向三軸聯(lián)動(dòng),成倍地提高了加工效率;采用模塊化設(shè)計(jì),便于柔性組線,可根據(jù)不同加工要求選裝功能部件。
關(guān)鍵詞:立式車(chē)床;鋼活塞;焊前加工;焊后加工;雙立柱;模塊化設(shè)計(jì);止口;燃燒室;異形外圓;環(huán)槽頂面
0? 引言
隨著發(fā)動(dòng)機(jī)排放標(biāo)準(zhǔn)的進(jìn)一步提高,高燃爆技術(shù)的普及,全鋼活塞越來(lái)越多;在高檔全鋼活塞的關(guān)鍵結(jié)構(gòu)要素中,外圓型線、環(huán)槽、頂面的形位精度要求日益提高。要適應(yīng)這種趨勢(shì),一是要分別提高外圓型線、環(huán)槽、頂面的加工精度,二是要提高外圓型線、環(huán)槽、頂面的相對(duì)位置精度,目前國(guó)內(nèi)主要是在工藝流程和工裝夾具上采取措施,這已不能滿足活塞加工工藝進(jìn)步的要求。為此,一派數(shù)控設(shè)計(jì)開(kāi)發(fā)了工序集成度更高的ECK6520B系列數(shù)控活塞立式車(chē)削系統(tǒng),以滿足國(guó)內(nèi)外全鋼活塞止口、燃燒室、頂面、異形外圓、環(huán)槽車(chē)削加工的精度和效率需求。
1? 機(jī)床基本參數(shù)與結(jié)構(gòu)形式
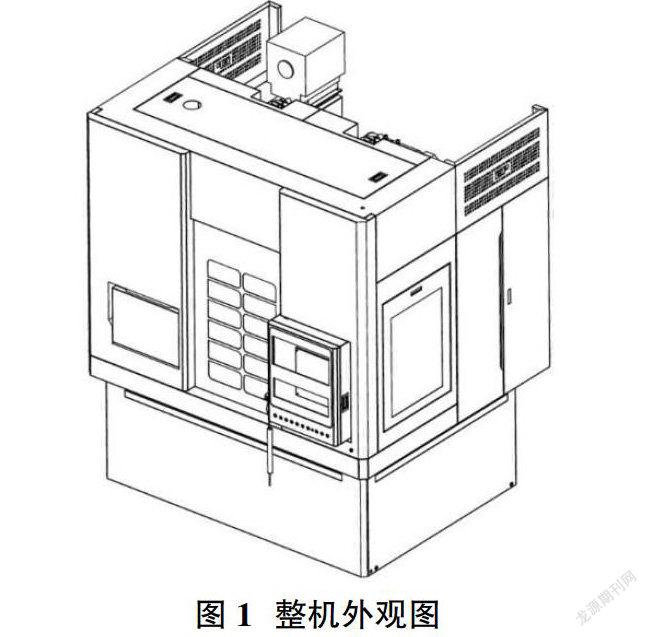
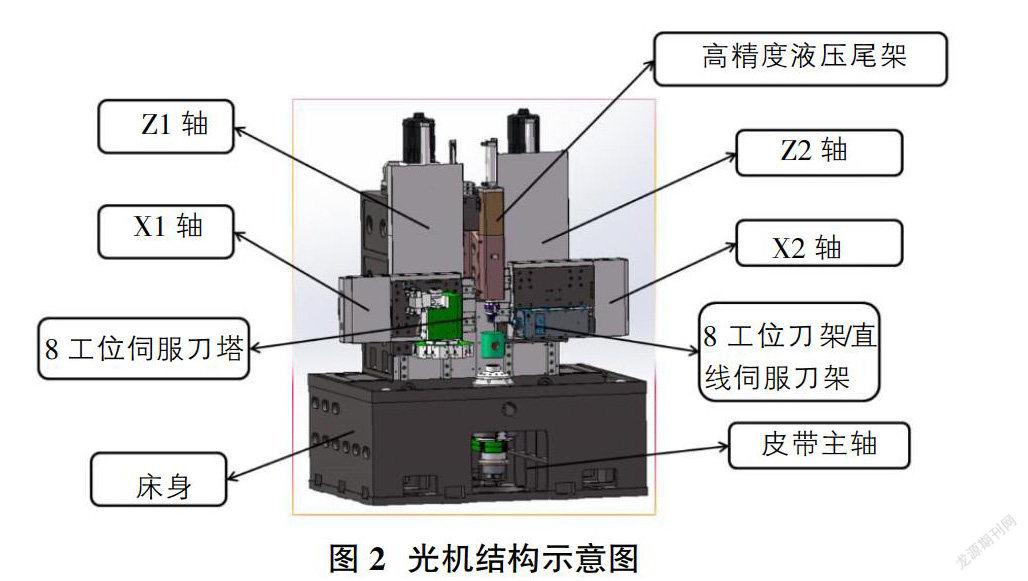
機(jī)床可用于加工全鋼活塞異形外圓、頂面、止口、燃燒室、環(huán)槽等。可加工材質(zhì)為42CrMo4、38MnVS6Ti,硬度為250-320HBW鍛鋼的活塞。加工活塞尺寸的可選范圍為Φ100~Φ200mm。機(jī)床整體尺寸:長(zhǎng)×寬×高=2295×2026×2697mm,機(jī)床的整體結(jié)構(gòu)及外觀如圖1、圖2所示。
機(jī)床主體為雙立柱結(jié)構(gòu),搭載雙Z軸、雙X軸。活塞定位后,兩刀架可同時(shí)對(duì)活塞進(jìn)行加工,從而使得加工工序集中,減少了裝夾時(shí)間所占比例,加工效率成倍地提高。同時(shí)這種結(jié)構(gòu)形式也極大地提高了機(jī)床主體的剛性,為機(jī)床的高精度加工提供了有力保障。
機(jī)床可同時(shí)配置精密液壓尾架和液壓拉緊裝置,采用拉緊和頂緊結(jié)合的方式進(jìn)行鋼活塞精車(chē)工序,定位精度高,穩(wěn)定性好,活塞受力變形小。
根據(jù)需要,機(jī)床還可以配置主軸圓光柵代替主軸電機(jī)編碼器對(duì)主軸位置進(jìn)行更精確的反饋和定位,這對(duì)改善異形外圓加工質(zhì)量有明顯作用。
機(jī)床可配置定向停車(chē)和自動(dòng)穿銷(xiāo)裝置,可用于各種定位方式的全自動(dòng)鋼活塞生產(chǎn)線的組線。
2? 機(jī)床主要?jiǎng)?chuàng)新點(diǎn)
2.1 雙立柱結(jié)構(gòu),雙排屑口床身? 機(jī)床底座和立柱為兩個(gè)整體鑄件,保證了機(jī)床整體的剛性。雙Z軸、雙X軸同在立柱上安裝,保證拖板的安裝剛性及位置精度。針對(duì)鋼活塞加工斷屑困難、長(zhǎng)切屑多、排屑難的問(wèn)題,本機(jī)床設(shè)計(jì)了雙排屑口,通過(guò)兩個(gè)鏈板式的排屑器同時(shí)工作,使機(jī)床排屑更順暢。
2.2 采用拉緊和頂緊相結(jié)合的裝夾方式? 機(jī)床采用拉緊和頂緊相結(jié)合的方式進(jìn)行鋼活塞的裝夾,定位精度高,產(chǎn)品尺寸穩(wěn)定性好。首先,尾架軸心線相對(duì)于主軸回轉(zhuǎn)軸心線的同軸度,對(duì)活塞的精密加工影響非常大。為了提高該同軸度,我們專(zhuān)門(mén)設(shè)計(jì)了一款精密液壓尾架,全行程上套筒在尾架體內(nèi)的支撐長(zhǎng)度不變,有效地保證了尾架在整個(gè)行程內(nèi)的支撐剛度。尾架可進(jìn)行高低壓控制,可根據(jù)同一加工過(guò)程中不同工序的壓緊力要求進(jìn)行壓緊力的切換,確保機(jī)床加工的高精度。
同時(shí),機(jī)床還配置了高低壓拉緊裝置,可根據(jù)需要安裝卡盤(pán)或活塞專(zhuān)用工裝進(jìn)行活塞的加緊或拉緊,可適用于不同全鋼活塞加工工藝,可加工有定位止口和無(wú)定位止口的全鋼活塞。在使用通過(guò)銷(xiāo)孔拉緊活塞的工裝時(shí),可在同一加工過(guò)程中切換拉緊力,以適應(yīng)加工余量不同時(shí)對(duì)活塞拉緊力不同的需求。
在進(jìn)行活塞異形外圓、頂面及環(huán)槽精車(chē)時(shí),可以采用拉緊和頂緊結(jié)合的裝夾方式,同時(shí)根據(jù)不同加工工序,選擇不同的拉緊和頂緊力的配合,大大提高了加工過(guò)程中活塞定位的穩(wěn)定性和受力均勻性,從而提高鋼活塞外圓、頂面及環(huán)槽的尺寸精度和位置精度。
2.3 自動(dòng)穿拔銷(xiāo)裝置? 根據(jù)自動(dòng)化組線需要,機(jī)床設(shè)計(jì)開(kāi)發(fā)了自動(dòng)穿拔銷(xiāo)裝置,可用于通過(guò)銷(xiāo)棒拉緊定位的活塞加工工序的銷(xiāo)棒的自動(dòng)穿拔或角向定位。
2.4 雙通道數(shù)控系統(tǒng)? 采用雙通道數(shù)控系統(tǒng),可實(shí)現(xiàn)左、右兩個(gè)刀架并行加工,成倍地提高了工作效率。應(yīng)用在全自動(dòng)活塞生產(chǎn)線上可有效地減小活塞加工的節(jié)拍。
3? 在全自動(dòng)活塞生產(chǎn)線上的應(yīng)用示例
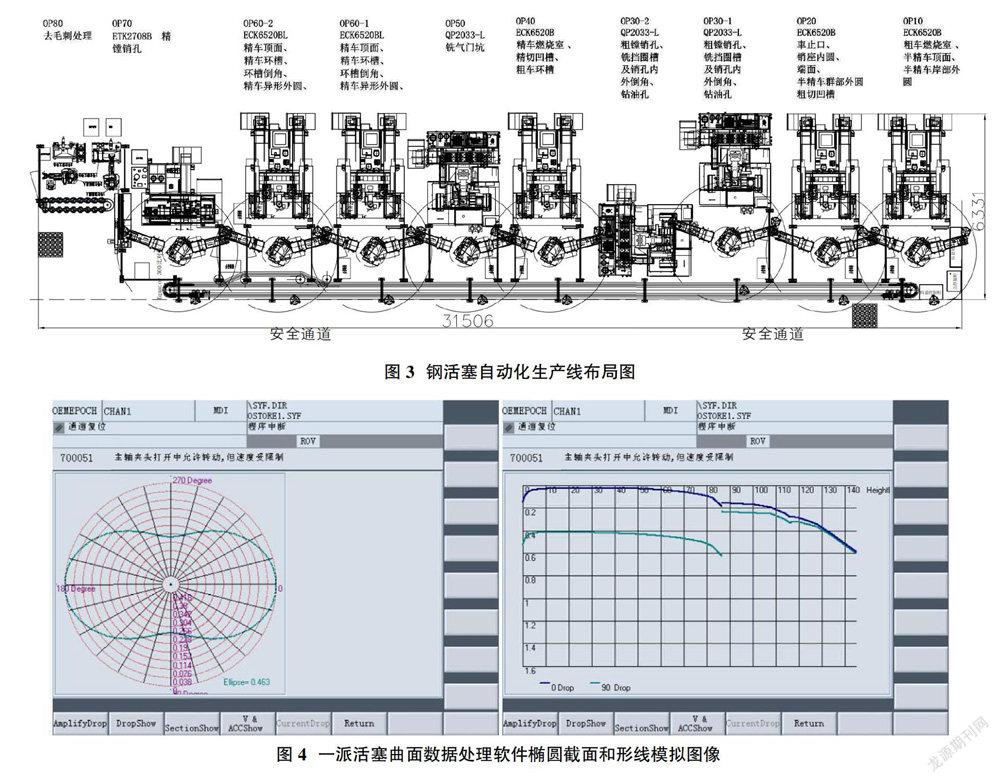
在一派規(guī)劃設(shè)計(jì)的鋼活塞全自動(dòng)生產(chǎn)線(如圖3所示)中,有4道工序5臺(tái)車(chē)床采用了ECK6520B系列數(shù)控活塞立式車(chē)床。由于該系列機(jī)床的模塊化設(shè)計(jì),可根據(jù)不同工序要求搭載不同的功能部件,使其在生產(chǎn)線上的應(yīng)用極其靈活。其中,異形外圓加工車(chē)床ECK6520BL采用德國(guó)SIEMENS公司生產(chǎn)的828D雙通道數(shù)控系統(tǒng),配置自主研發(fā)的雙CPU控制的高精度伺服驅(qū)動(dòng)器EHA3020T0S,通過(guò)OEM軟件嵌入到SIEMENS 828D系統(tǒng)控制加工,實(shí)現(xiàn)自由編程,提高加工精度和抗干擾能力。
活塞曲面數(shù)據(jù)由“一派活塞曲面數(shù)據(jù)處理軟件”(一派數(shù)控軟件著作權(quán)產(chǎn)品)生成(如圖4所示),該軟件能編輯活塞所要求的各種異形外圓設(shè)計(jì),包括標(biāo)準(zhǔn)橢圓、橢圓疊加偏心圓、偏心橢圓、旋轉(zhuǎn)橢圓或離散數(shù)據(jù)擬合等;并能自動(dòng)分析非圓截面車(chē)削加工時(shí)的動(dòng)態(tài)響應(yīng)特性,根據(jù)測(cè)量結(jié)果進(jìn)行數(shù)據(jù)補(bǔ)償。
配置單刀平板式直線伺服刀架EJX1260A(剛度加強(qiáng)版)(一派數(shù)控專(zhuān)利產(chǎn)品)(如圖5所示),通過(guò)調(diào)用活塞曲面數(shù)據(jù),可加工中凸變橢圓或其它復(fù)雜形狀的鋼活塞異形外圓。該刀架出力可達(dá)2400N,行程可達(dá)6mm,頻響超過(guò)400Hz/-3dB,伺服刀架重復(fù)定位精度高達(dá)0.0003mm。
機(jī)床能適用于全自動(dòng)化設(shè)計(jì),為其在自動(dòng)生產(chǎn)線上的應(yīng)用提供了便利。
上述提到的鋼活塞車(chē)削加工的4道工序及機(jī)床選裝部件配置如下:
3.1 粗車(chē)燃燒室、半精車(chē)頂面、半精車(chē)岸部外圓工序? 在ECK6520B系列數(shù)控活塞立式車(chē)床上配置了活塞內(nèi)腔定位工裝,選配自動(dòng)穿拔銷(xiāo)裝置,配置雙伺服八工位刀塔;雙通道數(shù)控系統(tǒng),左右刀塔可同時(shí)加工,大大提高了加工節(jié)拍,直徑130mm鋼活塞加工節(jié)拍約為90s。
3.2 粗精車(chē)止口、銷(xiāo)座內(nèi)圓及端面、半精車(chē)群部外圓、粗切凹槽工序? 在ECK6520B系列數(shù)控活塞立式車(chē)床上配置了三爪卡盤(pán)定位裝置,配置雙伺服八工位刀塔;雙通道數(shù)控系統(tǒng),左右刀塔可同時(shí)加工,直徑130mm鋼活塞加工節(jié)拍約為90s。
3.3 精車(chē)燃燒室、精切凹槽、粗車(chē)環(huán)槽工序? 在ECK6520B系列數(shù)控活塞立式車(chē)床上配置了活塞止口定位工裝,選配自動(dòng)穿拔銷(xiāo)裝置,配置雙伺服八工位刀塔;雙通道數(shù)控系統(tǒng),左右刀塔可同時(shí)加工,直徑130mm鋼活塞加工節(jié)拍約為90s。
3.4 精車(chē)頂面、異形外圓、精車(chē)環(huán)槽及環(huán)槽異形倒角工序? 在ECK6520B系列數(shù)控活塞立式車(chē)床上配置了精密液壓尾架,左側(cè)配置伺服八工位刀架,右側(cè)直線伺服刀架系統(tǒng)以及拉緊工裝,選配自動(dòng)穿拔銷(xiāo)裝置,可在一次裝夾過(guò)程中完成鋼活塞異形外圓、頂面、環(huán)槽的精加工,大大提高了鋼活塞關(guān)鍵工序的尺寸和位置公差,且左右兩側(cè)刀架可同時(shí)加工,直徑130mm鋼活塞加工節(jié)拍可達(dá)120s。
4? 加工精度
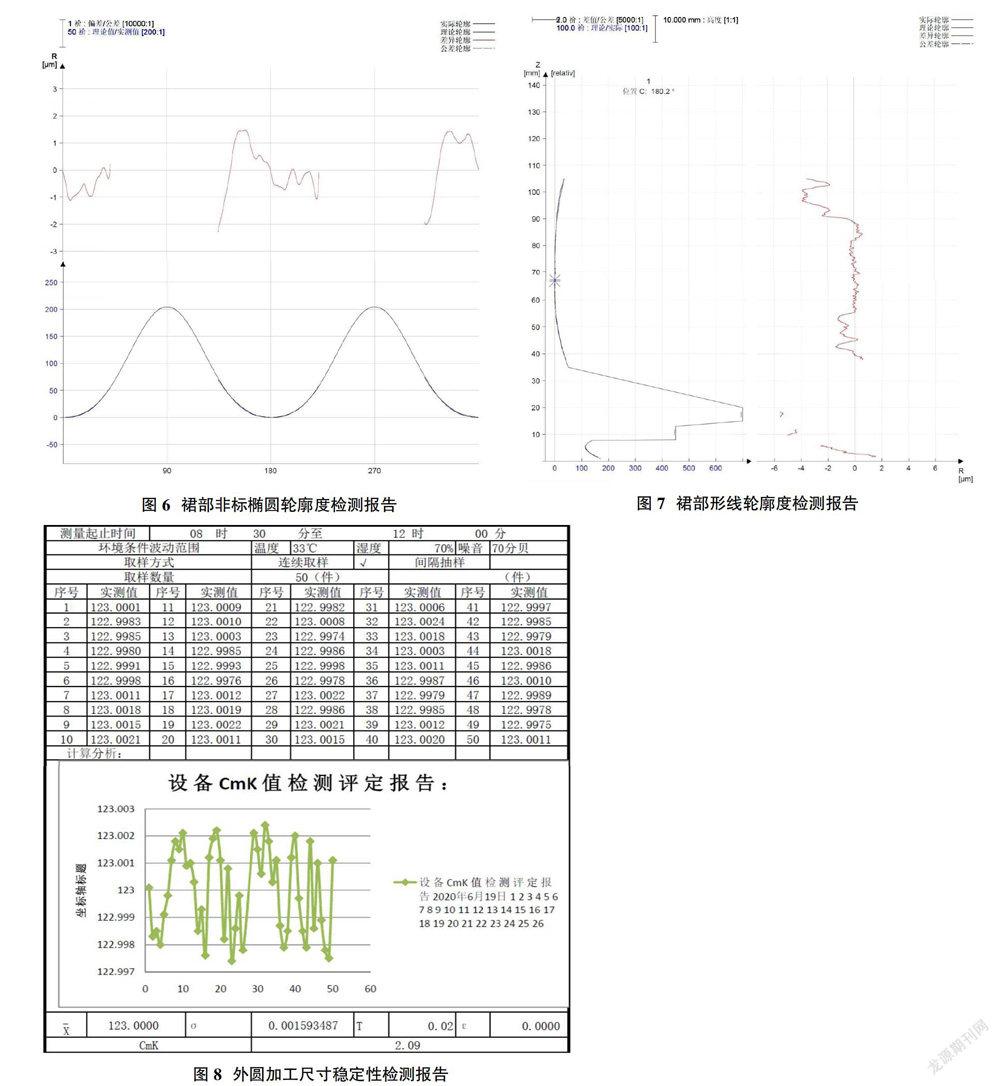
機(jī)床已通過(guò)各種加工測(cè)試,加工性能優(yōu)良,各項(xiàng)加工精度均達(dá)到或優(yōu)于設(shè)計(jì)標(biāo)準(zhǔn),已下為部分精度檢測(cè)報(bào)告(如圖6-圖8):如圖所示,裙部非標(biāo)橢圓加工輪廓度達(dá)到了±0.002mm,裙部形線輪廓度達(dá)到了±0.005mm,且外徑尺寸穩(wěn)定性好ΦD±0.01mm CmK≥1.67,達(dá)到了國(guó)際領(lǐng)先標(biāo)準(zhǔn)。
5? 結(jié)語(yǔ)
一派數(shù)控設(shè)計(jì)研發(fā)的ECK6520B系列數(shù)控活塞立式車(chē)床,從設(shè)計(jì)到采購(gòu)以及制造均嚴(yán)格按照德國(guó)標(biāo)準(zhǔn)進(jìn)行,確保產(chǎn)品穩(wěn)定可靠。
目前,該系列車(chē)床已被全球著名的內(nèi)燃機(jī)配件制造商德國(guó)馬勒公司、美國(guó)天納克集團(tuán)、湖南江濱活塞分公司等認(rèn)可,并計(jì)劃應(yīng)用到他們的鋼活塞生產(chǎn)線上,這是對(duì)其性能的極大肯定。ECK6520B系列數(shù)控鋼活塞立式車(chē)床為國(guó)內(nèi)外鋼活塞加工提供了性能優(yōu)良的選項(xiàng),期待它的杰出性能可以為內(nèi)燃機(jī)配件的制造做出貢獻(xiàn)。
參考文獻(xiàn):
[1]李海梅,等.數(shù)控車(chē)床編程技術(shù)[M].機(jī)械工業(yè)出版社,2002.
[2]任玉田.機(jī)床計(jì)算機(jī)數(shù)控技術(shù)[M].北京理工大學(xué)出版社,2002.
[3]畢承恩,等.現(xiàn)代數(shù)控機(jī)床(上、下冊(cè))[M].機(jī)械工業(yè)出版社,1993.