管道環(huán)焊縫缺陷漏磁檢測仿真模擬
2020-09-10 07:22:44毛瑞麒馬夢想饒連濤許志軍蘇林儲(chǔ)玲玉徐杰
電焊機(jī) 2020年11期
毛瑞麒 馬夢想 饒連濤 許志軍 蘇林 儲(chǔ)玲玉 徐杰
摘要:基于漏磁檢測技術(shù)基本原理,采用有限元方法,應(yīng)用COMSOL軟件對(duì)管道環(huán)焊縫及焊縫處常見缺陷磁化后產(chǎn)生的漏磁場進(jìn)行了仿真模擬,得到描述磁場分布特征的磁通密度徑向和軸向分量分布曲線。通過改變焊縫余高以及焊縫處凹坑、錯(cuò)邊和咬邊的幾何參數(shù),得到了不同缺陷類型在不同尺寸下的磁場分布。結(jié)果表明:管道環(huán)焊縫磁場分布呈增厚特征,且隨著焊縫余高的增加,磁通密度徑向和軸向分量值均明顯增大;焊縫與其中心缺陷呈兩者復(fù)合的磁場分布特征。焊縫中心凹坑磁場分布呈減薄特征,且磁通密度軸向和徑向分量峰的峰寬均隨凹坑直徑的增加近線性增大;隨著錯(cuò)邊量的增加,缺陷處磁通密度分布曲線的峰值均明顯增大;隨著咬邊深度的增加,咬邊位置的磁通密度減小。
關(guān)鍵詞:管道環(huán)焊縫;徑向勵(lì)磁;焊縫缺陷;磁通密度;有限元模擬
中圖分類號(hào):TG115.28文獻(xiàn)標(biāo)志碼:A文章編號(hào):1001-2303(2020)11-0028-09
DOI:10.7512/j.issn.1001-2303.2020.11.06
0 前言
焊接過程受焊道設(shè)計(jì)、工藝、材料、環(huán)境等多方面因素的影響,不可避免地會(huì)出現(xiàn)各種缺陷。這些缺陷的存在可能會(huì)造成管道開裂、油氣泄露甚至爆炸等嚴(yán)重事故[1]。為了保證管道安全運(yùn)輸,需要定期對(duì)其進(jìn)行無損檢測和安全評(píng)估。目前常用的無損檢測方法有渦流檢測、射線照相檢測、超聲檢測、磁粉檢測和漏磁檢測法等。其中漏磁檢測技術(shù)具有檢測靈敏度高、不需要耦合劑、受外界干擾小、檢測速度快且易實(shí)現(xiàn)自動(dòng)化,更適于大面積、長距離管道的快速檢測,是目前國內(nèi)外應(yīng)用最為普遍的管道內(nèi)檢測技術(shù)[2-5]。
文中基于漏磁檢測原理,應(yīng)用COMSOL軟件,采用徑向勵(lì)磁方法對(duì)管道環(huán)焊縫及焊縫處常見缺陷進(jìn)行三維仿真,得到了不同焊縫缺陷的磁通密度徑向和軸向分量的分布規(guī)律,為管道焊縫缺陷漏磁信號(hào)特征識(shí)別提供理論依據(jù),同時(shí)對(duì)徑向勵(lì)磁在鐵磁性材料漏磁檢測中的可行性和適用性進(jìn)行了理論探討。
1 漏磁檢測技術(shù)的基本原理
傳統(tǒng)的管道漏磁檢測以軸向勵(lì)磁檢測為主。由于鐵磁性材料磁導(dǎo)率高,當(dāng)管道被磁化時(shí),磁感線會(huì)被約束在管道內(nèi)部,且?guī)缀鯖]有磁力線從表面穿出,被檢測工件表面幾乎沒有漏磁場。若管道存在裂紋、凹坑等切割磁力線的缺陷,由于缺陷處磁阻遠(yuǎn)大于管材,就會(huì)有部分磁感線從管壁漏出,從而形成漏磁場。利用管道上方的磁敏傳感器可以檢測到相關(guān)信號(hào)變化,從而判斷缺陷的存在和相關(guān)特征[6-10]。
為了使檢測器檢測效果達(dá)到最佳狀態(tài),傳統(tǒng)漏磁檢測技術(shù)需要將管道等鐵磁性材料磁化至飽和或近飽和,這可能會(huì)帶來很多問題。首先,將管道磁化到飽和后退去磁場會(huì)有很大的剩磁,會(huì)對(duì)二次檢測造成嚴(yán)重干擾;其次,軸向勵(lì)磁很多時(shí)候采用線圈磁化,要形成強(qiáng)磁場則需要很大的安匝數(shù),從而使得電流的熱效應(yīng)不可忽視,長時(shí)間工作可能會(huì)對(duì)檢測裝置的壽命產(chǎn)生一定影響[11-12]。
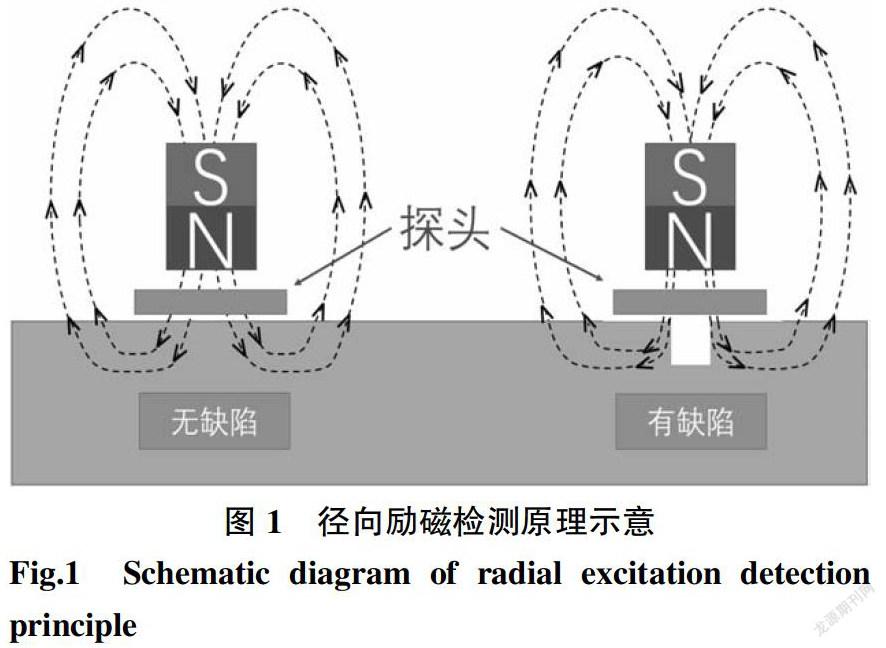
徑向勵(lì)磁和軸向勵(lì)磁類似,其基本原理如圖1所示,通過在檢測器探頭內(nèi)部集成一塊永磁鐵,檢測器在管道內(nèi)運(yùn)行過程中管道內(nèi)表面被永磁鐵磁化。徑向勵(lì)磁不同于軸向勵(lì)磁之處在于:徑向磁感線垂直于管道軸向方向并穿過表面回到磁鐵。對(duì)于正常的無缺陷管道,其內(nèi)表面是光滑的平面,在探頭磁鐵和管道內(nèi)表面之間會(huì)形成相對(duì)穩(wěn)定的磁場;而當(dāng)管道存在缺陷時(shí),原有磁場的分布狀態(tài)會(huì)被改變,通過在磁鐵和管壁間安裝霍爾元件可采集探頭位置管道內(nèi)表面的磁場信號(hào),通過進(jìn)一步比較分析磁場分布特征可判斷缺陷的存在及特征,既可達(dá)到檢測的目的,又不需要采用強(qiáng)磁場對(duì)管道進(jìn)行磁化[13]。
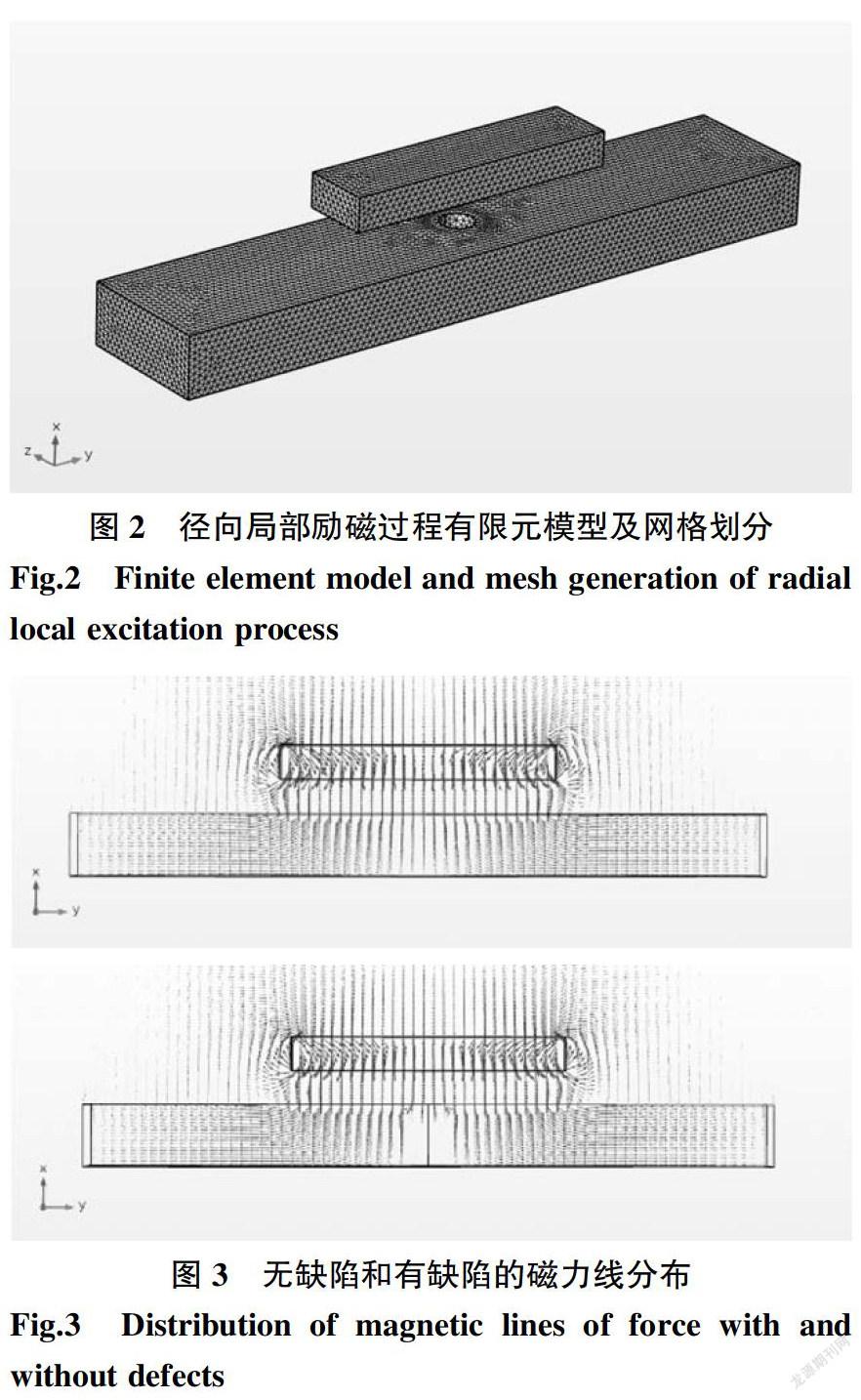
為了驗(yàn)證上述方法的可行性和有效性,下面采用有限元模擬方法對(duì)上述徑向勵(lì)磁過程進(jìn)行仿真分析。上述過程的有限元模型如圖2所示(考慮僅為驗(yàn)證該方法的可行性,這里采用平板代替管道進(jìn)行幾何模型的簡化分析),無缺陷和有缺陷時(shí)有限元計(jì)算得到的磁力線分布如圖3所示,相應(yīng)的磁通密度分布曲線如圖4所示。設(shè)模型中管子徑向(即壁厚方向)為坐標(biāo)軸x方向,軸向(管道長度方向)為y方向,即Bx為磁通密度徑向分量,By為磁通密度軸向分量。
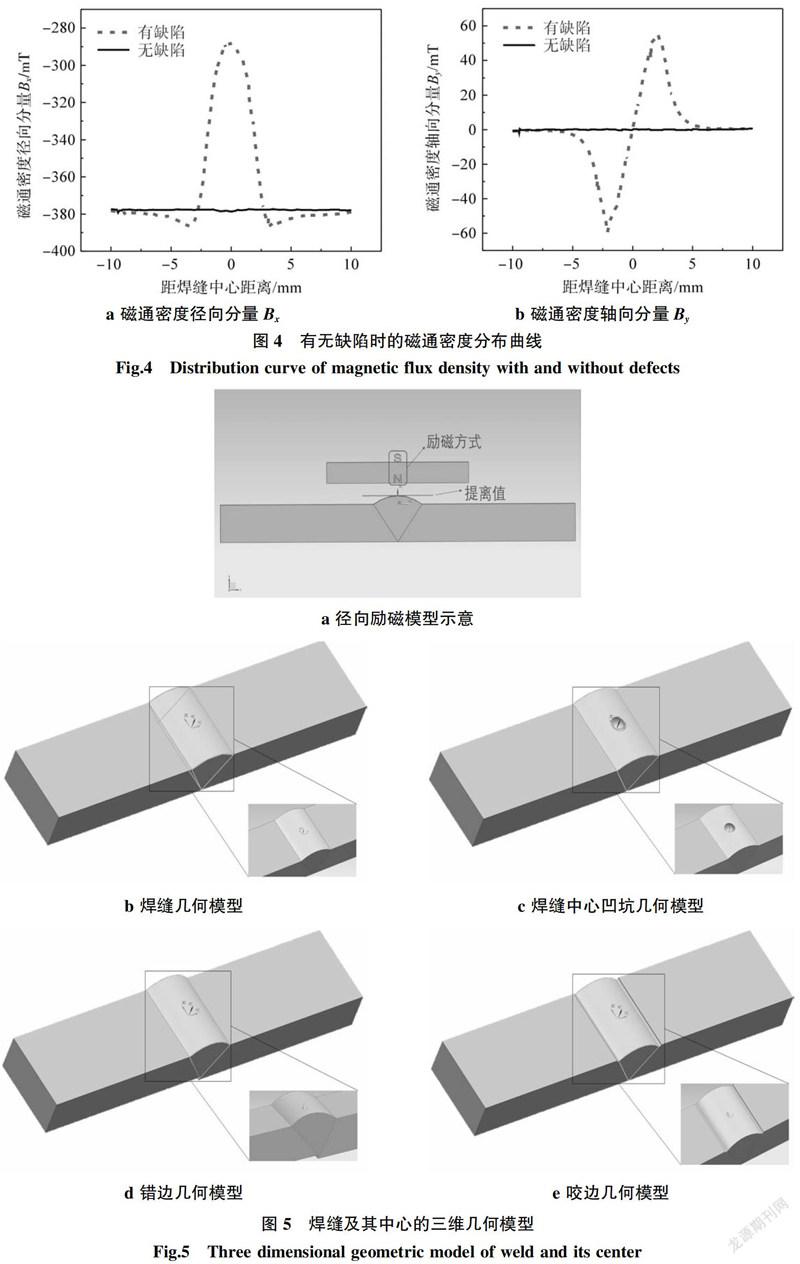
由圖3可知,無缺陷時(shí),管體經(jīng)過勵(lì)磁后,由于其磁導(dǎo)率遠(yuǎn)大于空氣,因此絕大部分磁通從管體內(nèi)通過構(gòu)成回路。在距平板上表面1 mm處沿平板長度方向提取磁場分布,結(jié)果顯示其徑向分量Bx為一恒定值(見圖4a,磁力線均勻通過管體形成穩(wěn)定磁場),軸向分量By為一條近乎為零的水平線(見圖4b);而有缺陷時(shí),缺陷邊緣處磁力線發(fā)生明顯畸變(見圖3),并且在相同提離值位置可以看到不同的磁場信號(hào),有缺陷時(shí)磁通密度徑向分量Bx呈一典型的凸峰,軸向分量By則沿缺陷中心呈一負(fù)一正的兩個(gè)對(duì)稱峰。可見,采用徑向勵(lì)磁方法模擬有缺陷的漏磁通是可行且有效的。
2 環(huán)焊縫及其中心缺陷有限元模型
2.1 三維幾何模型
焊縫及其中心凹坑、錯(cuò)邊和咬邊缺陷的三維幾何模型如圖5所示,為便于比較分析,采用尺寸為150 mm×50 mm×9 mm的平板代替管道進(jìn)行有限元建模與計(jì)算分析;永磁體尺寸40 mm×30 mm×5 mm,永磁體與板面距離為5 mm。同時(shí),模型中考慮了焊縫表面余高的影響。
2.2 材料屬性
由漏磁檢測原理可知,模型中的關(guān)鍵部件有管道、永磁體和空氣罩,模型中需分別對(duì)這些部件的材料屬性進(jìn)行定義。文中以Q235管材為研究對(duì)象,已知空氣的相對(duì)磁導(dǎo)率大小為1.0,磁鐵采用永磁體,相對(duì)磁導(dǎo)率為1.045、矯頑力為960 000 A·m-1。
2.3 網(wǎng)格劃分
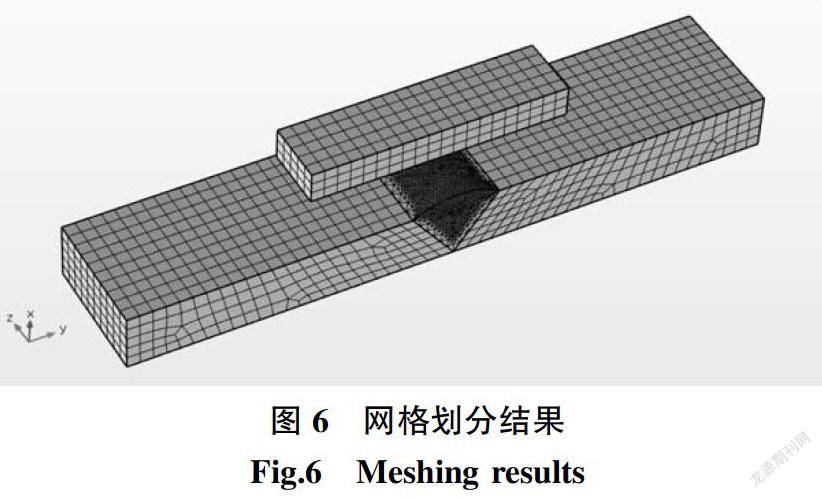
在有限元模擬計(jì)算中,網(wǎng)格數(shù)量的多少將影響計(jì)算結(jié)果的精度和計(jì)算規(guī)模的大小。一般來講,網(wǎng)格數(shù)量增加,計(jì)算精度會(huì)有所提高,但同時(shí)也會(huì)增加計(jì)算量喝計(jì)算時(shí)間。有限元網(wǎng)格模型如圖6所示,焊縫處采用均勻致密的網(wǎng)格以提高計(jì)算精度,遠(yuǎn)離焊縫中心部分則采用較疏的六面體掃掠網(wǎng)格來縮短計(jì)算時(shí)間。
3 結(jié)果分析與討論
3.1 管壁增厚和減薄模型磁場分布特征
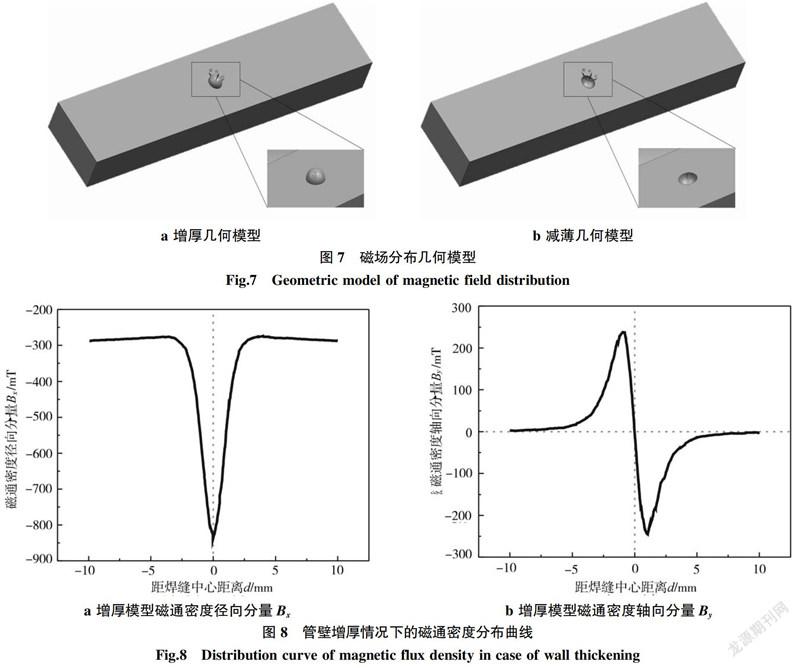
為了探究徑向勵(lì)磁下的磁場分布特征,首先設(shè)計(jì)了直徑2 mm的凸起和凹坑來分別模擬管壁增厚和減薄情況下的磁場分布,如圖7所示,其中增厚模型取提離值位于管道上表面2 mm處,減薄模型取提離值高于管道表面1 mm處。通過計(jì)算分別得到Bx和By的分布曲線以及磁感線分布。
管壁增厚情況下的磁通密度分布曲線如圖8所示。可以看出,在徑向勵(lì)磁方式下,磁通密度徑向分量Bx分布曲線在增厚處呈現(xiàn)一個(gè)明顯的凹峰(見圖8a),極性為負(fù),其值增大,即在管壁增厚處磁場會(huì)有明顯的增強(qiáng)。這是由于管壁增厚處材料的相對(duì)磁導(dǎo)率遠(yuǎn)大于空氣,有助于磁力線穿過,從而使此處的磁力線聚集,進(jìn)而增強(qiáng)磁場。By在增厚處呈現(xiàn)以原點(diǎn)為中心先正后負(fù)的兩個(gè)中心對(duì)稱峰(如圖8b)。
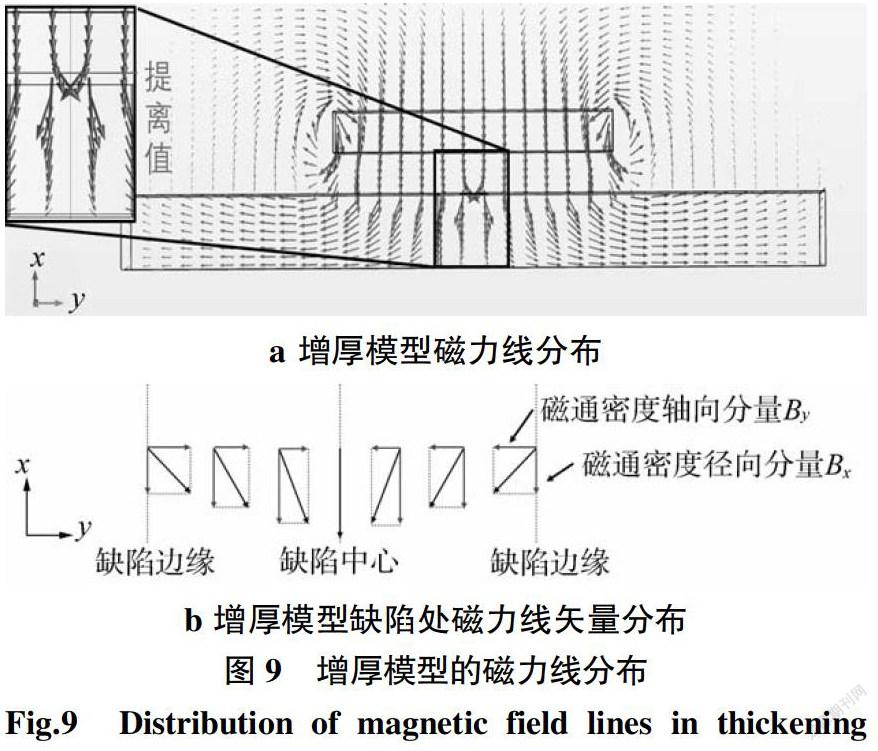
增厚模型的磁力線分布如圖9所示。可以看出,在無缺陷區(qū)域,磁力線方向和管道表面垂直,分布均勻,此時(shí),Bx為一恒定值,By幾乎為零。而在管壁增厚區(qū)域,磁力線的分布密度明顯增大,并向中心聚攏。將磁力線沿坐標(biāo)軸分解可以看出:其徑向分量垂直于管壁向下(極性為負(fù)),由于聚集作用使其磁通密度大于無增厚區(qū)域;磁力線矢量分布圖(見圖9b)中,軸向分量則先正后負(fù),與圖8b的磁通密度分布曲線結(jié)果相吻合。
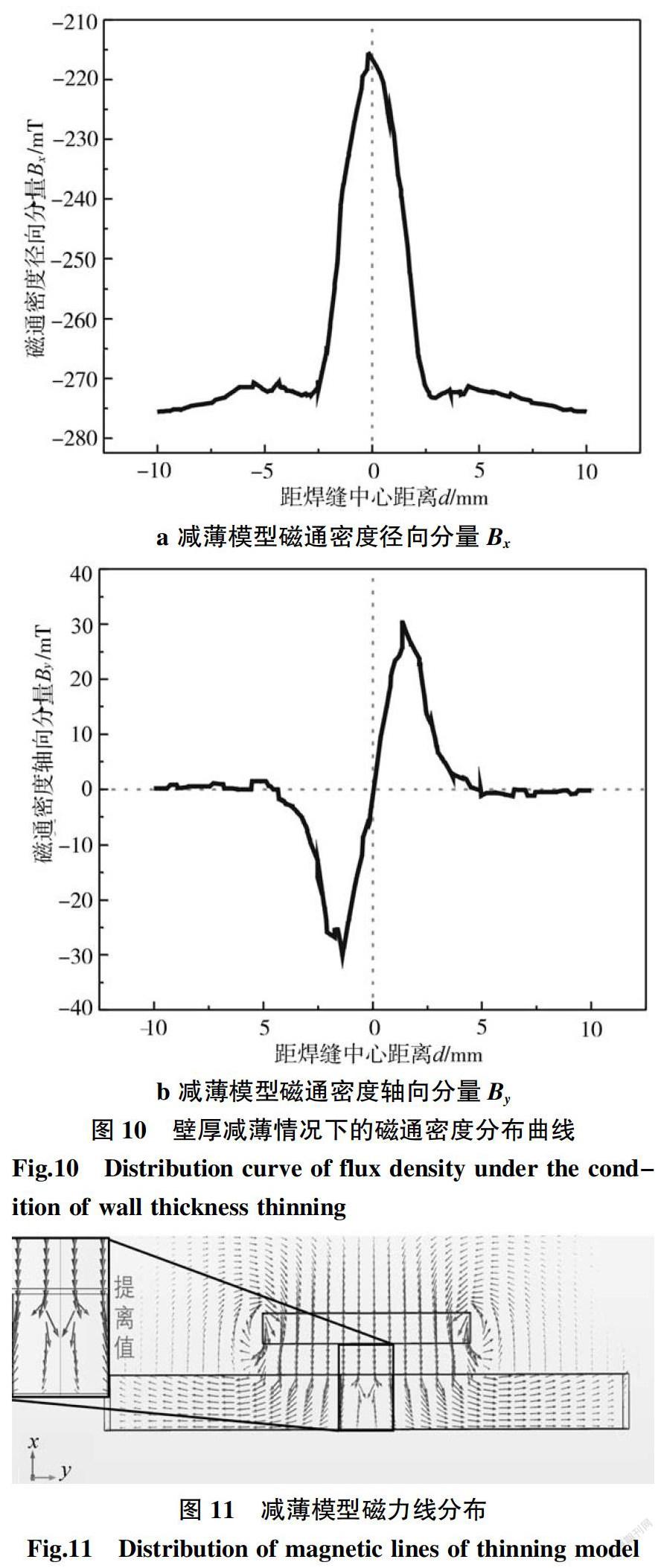
壁厚減薄情況下的磁通密度分布曲線如圖10所示。由圖10可知,減薄的磁感應(yīng)強(qiáng)度分布和增厚時(shí)相反,Bx為一個(gè)凸峰(見圖10a),極性為負(fù),其值減小,即在減薄處磁感應(yīng)強(qiáng)度減小。這是由于減薄使得原本相對(duì)高磁導(dǎo)率的管材被相對(duì)磁導(dǎo)率非常低的空氣(或其他介質(zhì))充滿,使得磁場在減薄處發(fā)生畸變,從而導(dǎo)致磁感應(yīng)強(qiáng)度降低,這與文獻(xiàn)[14]中的結(jié)果是一致的。By呈現(xiàn)先負(fù)后正以原點(diǎn)為中心的兩個(gè)對(duì)稱峰(見圖10b)。
減薄模型的磁力線分布如圖11所示。可以看出,在管壁減薄區(qū)域,磁感線的分布密度明顯減小,同時(shí)呈現(xiàn)由中心向兩邊發(fā)散的趨勢。同樣將磁力線沿坐標(biāo)軸分解可知,徑向分量垂直于管壁向下(極性為負(fù)),由于發(fā)散作用使其密度小于無增厚區(qū)域;軸向分量先負(fù)后正,與圖10b結(jié)果吻合。
3.2 焊縫余高
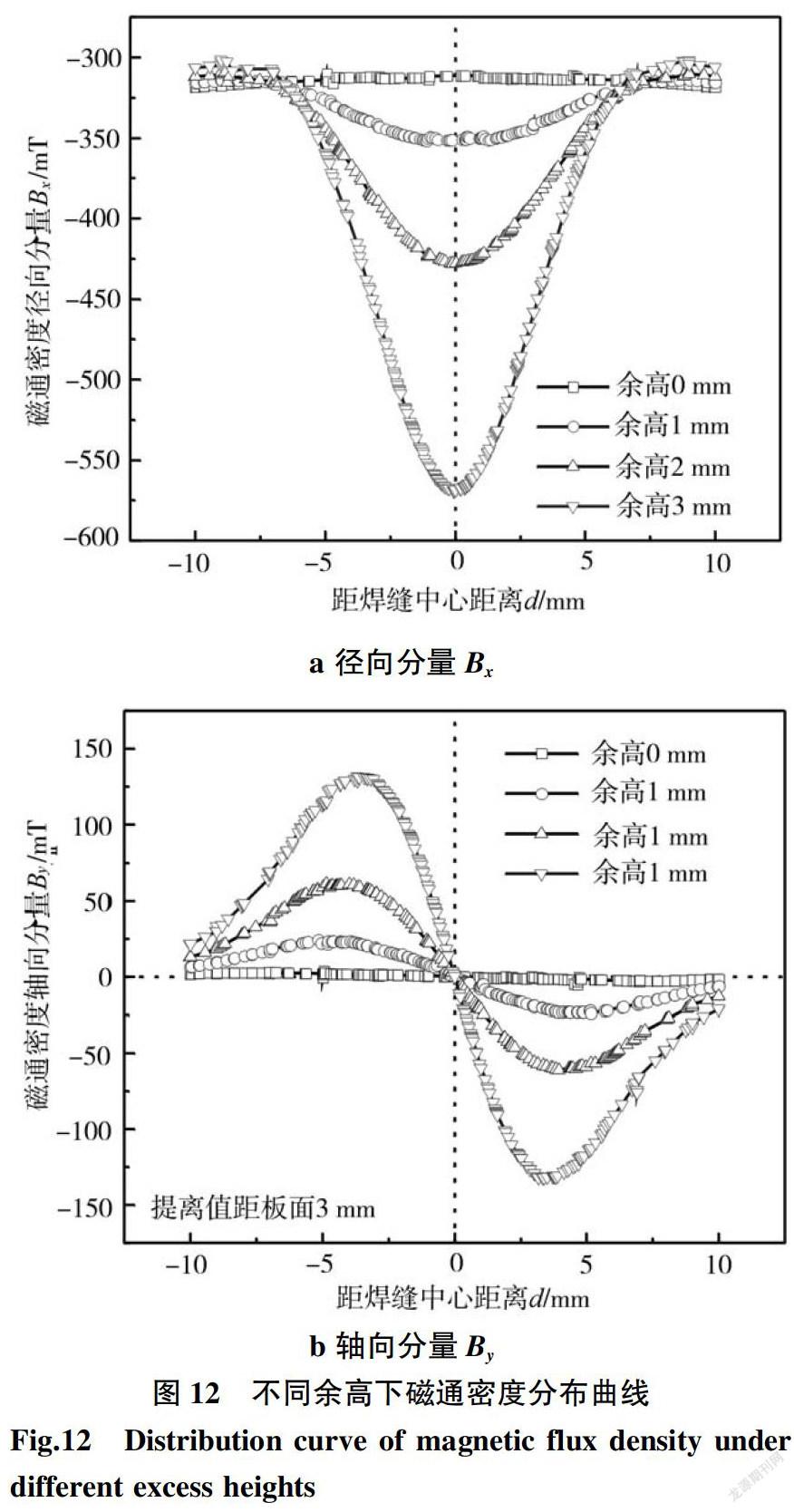
管道焊接時(shí),焊縫表面會(huì)存在一定的余高(即超出焊縫表面焊趾連線部分焊縫金屬的高度),不同標(biāo)準(zhǔn)根據(jù)焊縫級(jí)別不同對(duì)余高值有不同的要求,但一般不超過3 mm。為了便于比較分析,保持管道參數(shù)和焊縫寬度等參數(shù)不變,分別將焊縫余高設(shè)定為1 mm、2 mm和3 mm,并與無焊縫余高時(shí)的結(jié)果進(jìn)行比較。提取距管道平面高度3 mm處的磁通密度,得到不同余高下的Bx和By的分布曲線,如圖12所示。
由圖12可知,有焊縫余高時(shí)的磁通密度徑向分量和軸向分量分布特征分別與3.1節(jié)中增厚模型的Bx和By曲線形狀類似,即焊縫處余高的存在使得Bx呈現(xiàn)一顯著的凹峰,極性為負(fù),其值增大(見圖12a);By呈以焊縫中心為對(duì)稱的先正后負(fù)兩個(gè)峰(見圖12b)。并且隨著焊縫余高的增加,Bx和By的峰值大小均明顯增大。
為便于比較環(huán)焊縫不同缺陷的磁通密度分布規(guī)律,統(tǒng)一取焊縫余高為2 mm,提離值距管道表面2 mm。
3.3 焊縫中心缺陷的磁場分布特征
針對(duì)常見的焊縫缺陷——凹坑、錯(cuò)邊和咬邊的磁場分布進(jìn)行仿真模擬,并通過改變?nèi)毕莩叽邕M(jìn)一步分析不同參數(shù)對(duì)Bx和By分布曲線的影響規(guī)律,同時(shí)與無缺陷情況進(jìn)行對(duì)比,探討徑向勵(lì)磁條件下不同焊縫缺陷的磁場分布特征。
3.3.1 凹坑
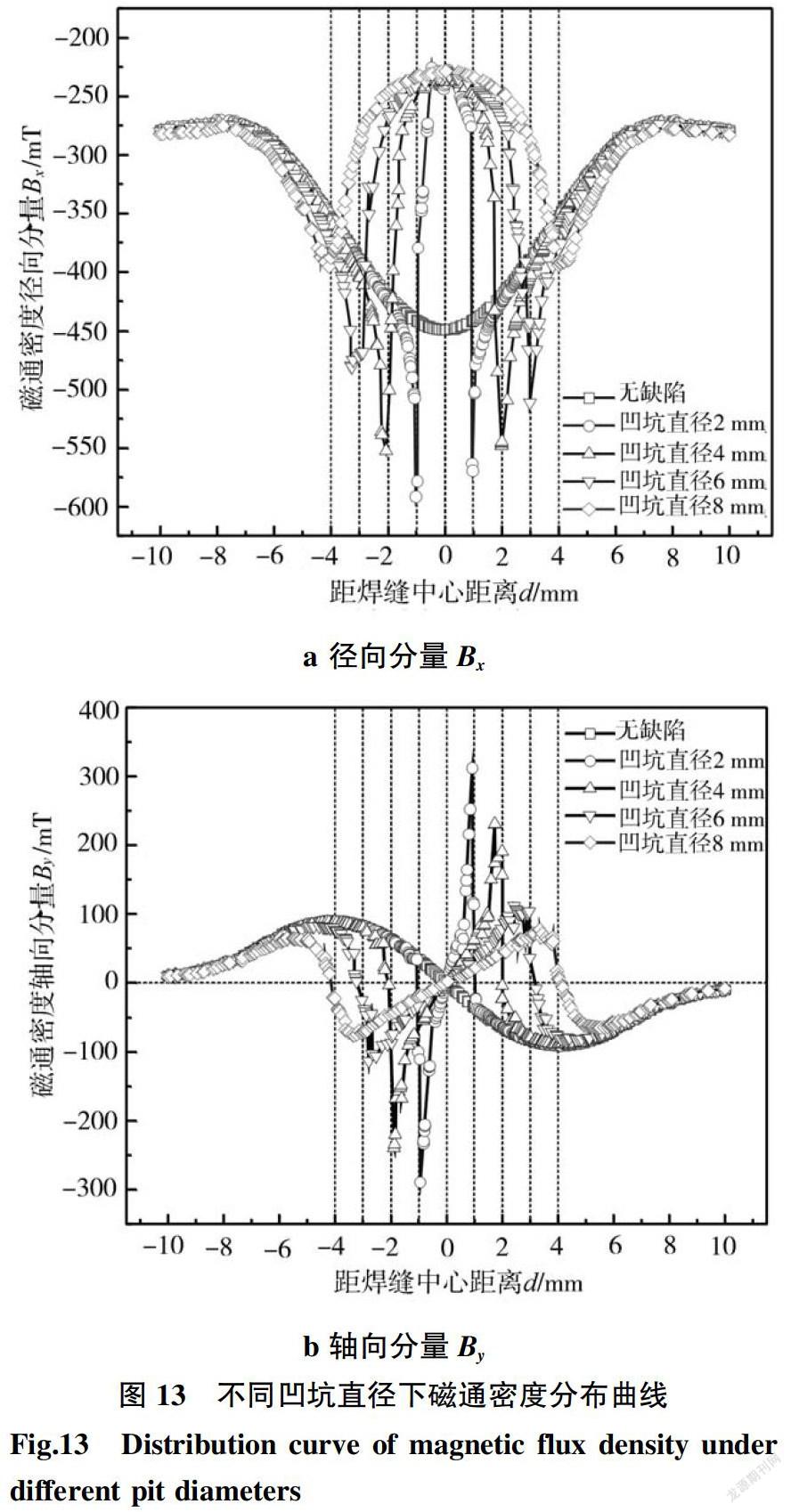
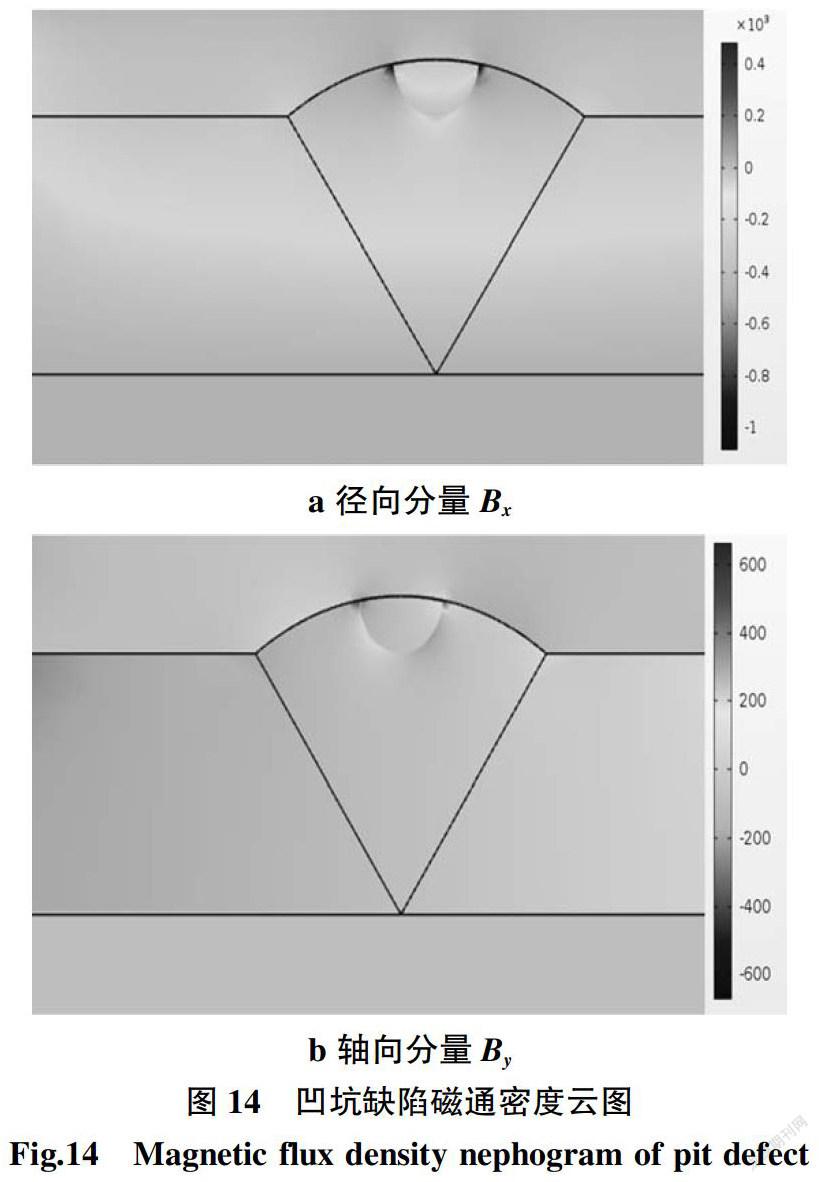
為了簡化模型,將凹坑近似為球形,球心位于焊縫中心,球的半徑沿管子壁厚方向簡稱為凹坑深度。為了分析凹坑深度對(duì)磁場分布的影響,建立了直徑分別為2 mm、4 mm、6 mm和8 mm的凹坑進(jìn)行比較分析,得到了凹坑處的Bx和By分布曲線(見圖13)以及磁通密度分布云圖(見圖14)。
由圖13可知,無缺陷時(shí),Bx和By表現(xiàn)為典型的焊縫余高磁場分布特征。當(dāng)焊縫中心有凹坑缺陷時(shí),Bx為兩凹峰中間夾著一個(gè)凸峰,且兩凹峰對(duì)稱分布于中間凸峰兩側(cè)。By為兩正兩負(fù)四個(gè)峰且對(duì)稱分布于焊縫中心(亦是凹坑中心)兩側(cè)。
結(jié)合上文3.1和3.2節(jié)的分析可知,圖13a中Bx分布曲線中位于外側(cè)的兩個(gè)凹峰對(duì)應(yīng)焊縫余高(增厚特征),中間的凸峰則對(duì)應(yīng)中心的凹坑(減薄特征);同理,圖13b中By分布曲線中外側(cè)一正一負(fù)的兩個(gè)峰對(duì)應(yīng)焊縫余高(增厚特征),內(nèi)側(cè)的一負(fù)一正兩個(gè)峰則對(duì)應(yīng)凹坑(減薄特征)。可見,圖13是焊縫處余高和凹坑缺陷磁場復(fù)合的結(jié)果。另外,由圖13還可知,Bx中間凸峰邊緣的寬(見圖13a)和By中間一負(fù)一正兩個(gè)峰的峰寬(見圖13b)正好對(duì)應(yīng)其相應(yīng)凹坑的直徑。由此可見,焊縫中心凹坑的Bx和By分布曲線的峰寬可以較好地定量表征凹坑大小。
另外,隨著凹坑直徑的減小,其磁通密度徑向分量Bx所對(duì)應(yīng)的中間凸峰的邊緣峰值增大(見圖13a,Bx極性為負(fù),其中間凸坑峰值大小隨凹坑直徑減小近線性增大),凸峰峰值無明顯變化;軸向分量By所對(duì)應(yīng)的一負(fù)一正兩峰的峰值亦隨凹坑直徑減小近線性增大(見圖13b)。
由圖14可知,磁通密度在凹坑邊緣處明顯聚集。當(dāng)凹坑直徑較小時(shí),磁通聚集位置距提離值較近,信號(hào)越強(qiáng)(峰值愈高);而凹坑較大時(shí),此時(shí)材料減薄嚴(yán)重,磁通密度聚集位置距離提離值較遠(yuǎn),信號(hào)變?nèi)酰ǚ逯禍p小)。
3.3.2 錯(cuò)邊
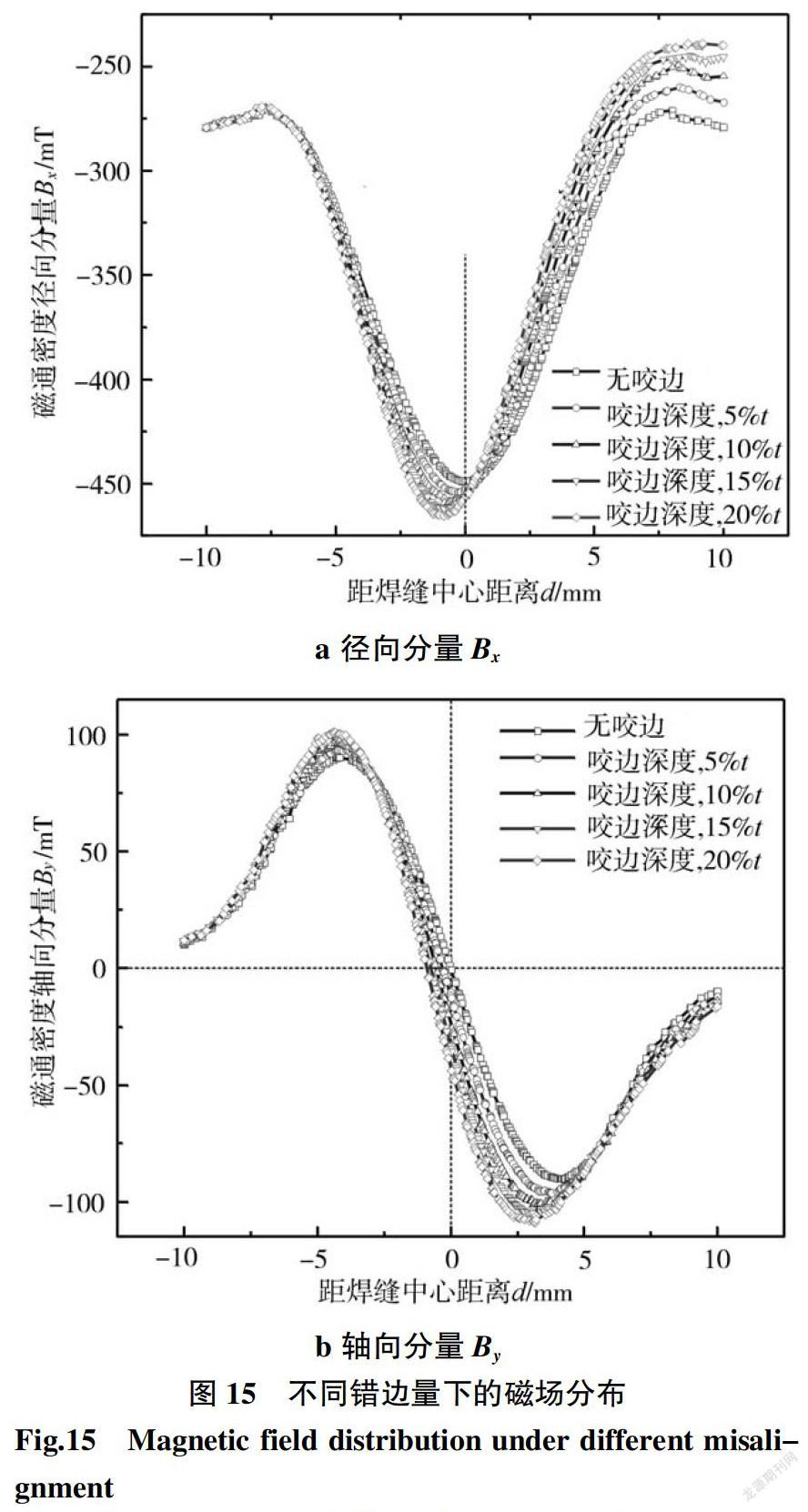
管道在焊接時(shí)常常會(huì)出現(xiàn)對(duì)口不準(zhǔn)的情況,焊后就會(huì)存在錯(cuò)邊,為了研究不同錯(cuò)邊量下磁場分布的規(guī)律,選取了錯(cuò)邊量分別為管道壁厚的5%、10%、15%和20%進(jìn)行計(jì)算分析,得到Bx和By分布曲線,如圖15所示。
由圖15可知,無錯(cuò)邊時(shí),Bx呈以焊縫中心為對(duì)稱的凹峰;By則以焊縫中心為對(duì)稱呈一正一負(fù)兩個(gè)對(duì)稱峰。相比無錯(cuò)邊焊縫,錯(cuò)邊的存在導(dǎo)致磁通密度分布曲線最明顯的變化在于焊縫中心兩側(cè)的磁場分布不再對(duì)稱。且隨著錯(cuò)邊量的增加,Bx和By的對(duì)稱中心均向左偏移,同時(shí)峰值均近線性增大,這與文獻(xiàn)[15]中采用軸向勵(lì)磁模擬的結(jié)果是一致的。另外,由漏磁檢測原理不難得知:錯(cuò)邊的發(fā)生使得焊縫中心兩側(cè)的幾何形狀左右不對(duì)稱,導(dǎo)致原本對(duì)稱分布的磁力線產(chǎn)生畸變,從而產(chǎn)生磁場信號(hào)的變化。
3.3.3 咬邊
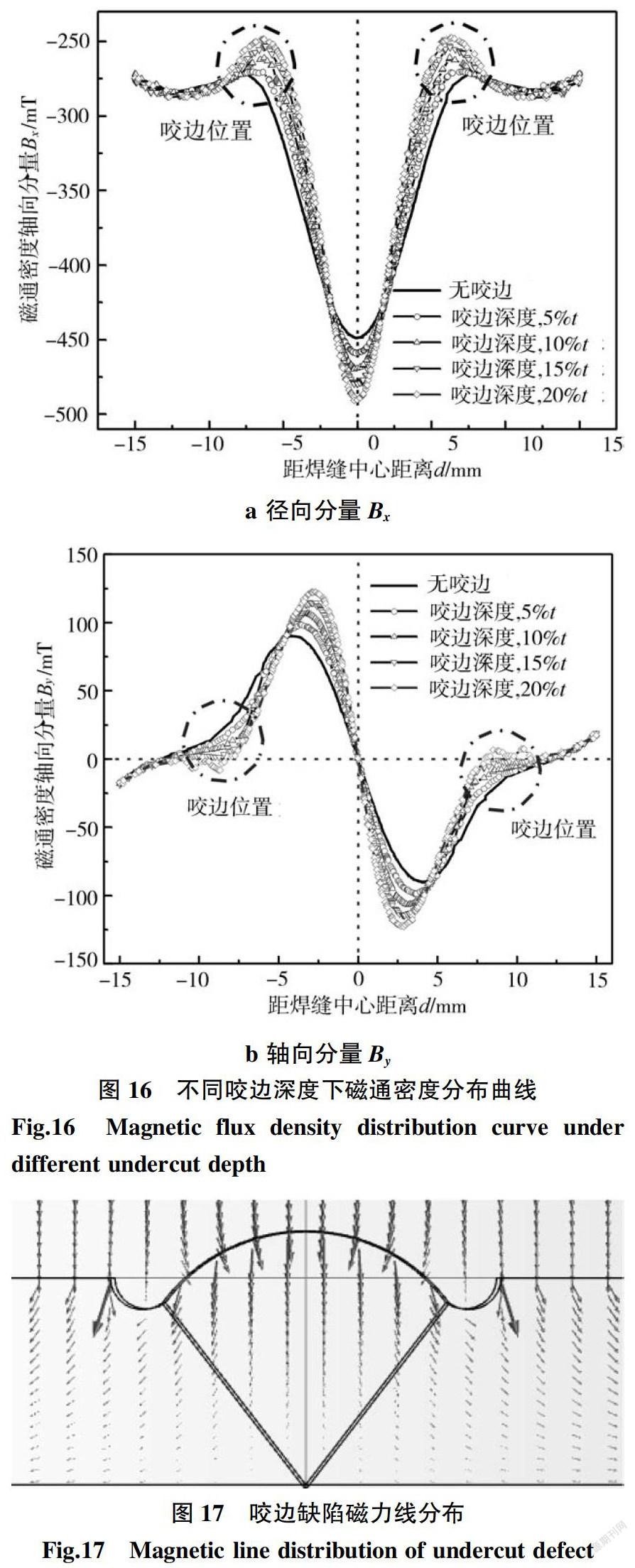
咬邊通常是焊接時(shí)由于操作不當(dāng)或選材不當(dāng),導(dǎo)致沿焊趾部位產(chǎn)生溝槽而造成的缺陷。實(shí)際情況下的咬邊缺陷更為復(fù)雜且不可控。文中基于圖5e的幾何模型,選取咬邊深度分別為管道壁厚的5%、10%、15%和20%進(jìn)行模擬,通過計(jì)算得出不同咬邊深度的Bx和By分布曲線(見圖16)以及磁力線分布(見圖17)。
由結(jié)果可知,與焊縫中心凹坑的磁通密度分布類似,圖16的分布曲線也是焊縫和咬邊缺陷磁場復(fù)合的結(jié)果,其中Bx中間的凹峰和By中間一正一負(fù)兩峰對(duì)應(yīng)的是焊縫的磁場特征信號(hào)。而Bx的峰肩和By峰趾處對(duì)應(yīng)的是咬邊的磁場特征信號(hào)(見圖16中咬邊位置)。由咬邊的幾何模型(見圖5e)可知,咬邊屬于減薄缺陷,其結(jié)果與3.1中的結(jié)論一致。
咬邊的磁通密度徑向分量和軸向分量分布曲線的整體趨勢和無咬邊焊縫無明顯差異,但不同咬邊深度時(shí)峰值有所變化:隨著咬邊深度的增大,咬邊位置處Bx和By對(duì)應(yīng)的峰值均減小,說明咬邊越深,磁場信號(hào)愈弱;同時(shí),Bx中兩峰間距離和By正負(fù)峰的間距均減小,向焊縫中心聚攏。
由圖17可知,磁力線在咬邊位置上方有明顯的減弱,這是由于咬邊本質(zhì)上屬于局部材料減薄,使磁通密度減小,故而信號(hào)減弱。
4 結(jié)論
文中運(yùn)用COMSOL有限元軟件采用永磁體徑向勵(lì)磁方式對(duì)管道環(huán)焊縫及其常見的錯(cuò)邊、咬邊和凹坑等缺陷的磁場分布特征進(jìn)行了模擬仿真,結(jié)論如下:
(1)在文中勵(lì)磁方式下,管壁增厚的磁通密度分布徑向分量Bx呈現(xiàn)一個(gè)顯著的凹峰;By為先正后負(fù)的兩個(gè)中心對(duì)稱峰;相同勵(lì)磁方式下,壁厚減薄則相反,即Bx為一凸峰,By呈先負(fù)后正的兩個(gè)中心對(duì)稱峰。
(2)管道環(huán)焊縫的磁場分布呈典型的增厚特征,隨著焊縫余高的增加,Bx和By的峰值均明顯增大,但其所對(duì)應(yīng)的峰值位置不變。
(3)對(duì)于焊縫缺陷:焊縫中心凹坑的磁場分布呈典型的減薄特征,且Bx和By兩峰的峰寬可以較好地定量表征凹坑大小;錯(cuò)邊使焊縫中心兩側(cè)的磁場分布不均勻,隨著錯(cuò)邊量的增加,Bx和By的對(duì)稱中心向一側(cè)偏移,且兩者的峰值均近線性增大;對(duì)于咬邊缺陷,隨咬邊深度的增加,咬邊位置磁場信號(hào)減弱。
參考文獻(xiàn):
[1] 牛連山,王叢亮,董偉,等. 長輸管道環(huán)焊縫缺陷返修[J].電焊機(jī),2017,47(6):55-58.
[2] 黃松嶺. 油氣管道缺陷漏磁內(nèi)檢測理論與應(yīng)用[M]. 北京:機(jī)械工業(yè)出版社,2013.
[3] 楊理踐,耿浩,高松巍. 長輸油氣管道漏磁內(nèi)檢測技術(shù)[J].儀器儀表學(xué)報(bào),2016,37(8):1736-1746.
[4] 戴光,吳忠義,朱祥軍,等. 管道內(nèi)外壁缺陷的漏磁檢測[J]. 無損檢測,2018,40(3):19-23,28.
[5] 黃強(qiáng),夏明明,范趙斌,等. 內(nèi)檢測技術(shù)在含油氣水管道中的研究與應(yīng)用[J]. 管道技術(shù)與設(shè)備,2019(5):28-31.
[6] Yang L Y,Zhang S L,Gao S W. ANSYS simulation tech-nology of pipeline magnetic flux leakage inspection[J]. Ad-vanced Materials Research,2013(718-720):1000-1005.
[7] 楊志軍,陳德姝,陳亮,等. 腐蝕缺陷漏磁檢測有限元模擬[J]. 無損檢測,2015,37(11):51-55.
[8] 蘇林,成文峰,許志軍,等. 油氣管道缺陷漏磁檢測有限元模擬[J]. 焊管,2020,43(4):8-13,22.
[9] 魯鑫. 油管漏磁檢測的有限元分析及實(shí)驗(yàn)的研究[D]. 黑龍江:東北石油大學(xué),2016.
[10] Sakai K,Morita K,Haga Y,et al. Automatic scanning sys-tem for back-side defect of steel structure using magnetic flux leakage method[J]. IEEE Transactions on Magnetics,2015,51(11):1-3.
[11] 劉剛,陳雷,張國忠,等. 管道清管器技術(shù)發(fā)展現(xiàn)狀[J]. 油氣儲(chǔ)運(yùn),2011,30(273):646-651.
[12] 康宜華,陳艷婷,孫燕華. 超強(qiáng)磁化下漏磁檢測的穿透深度[J]. 無損檢測,2011(6):27-29.
[13] 蘇林,馬雪莉,董凱. 長輸管道盜孔檢測技術(shù)分析[J]. 管道技術(shù)與設(shè)計(jì),2020(3):20-22.
[14] 宋小春,楊林,許正望. 管道周向磁化漏磁檢測有限元分析[J]. 中國機(jī)械工程,2011(22):2651-2653,2706.
[15] 蘇林,成文峰,劉保余. 管道環(huán)焊縫缺陷漏磁檢測信號(hào)仿真分析[J]. 焊接,2020(3):10-16.