銅鋁異種材料攪拌摩擦焊接頭組織和力學性能分析
2020-09-10 07:22:44徐萌李文曉徐曉霞裴鵬飛嚴軍富范美華
電焊機 2020年10期
關鍵詞:力學性能
徐萌 李文曉 徐曉霞 裴鵬飛 嚴軍富 范美華
摘要:采用兩種攪拌摩擦焊工藝對銅-鋁異種材料(1060-O鋁合金、T2紫銅)對接接頭進行焊接。采用金相組織觀察、顯微硬度測定、拉伸試驗及SEM斷口掃描等方法,研究了兩種不同旋轉速度對銅-鋁異種材料接頭的微觀組織和力學性能的影響,并分析了斷口微觀形貌。結果表明,銅-鋁異種FSW接頭橫截面形貌表現出兩種金屬相互穿插混合的特征,接頭焊核區鋁合金基體中彌散分布著銅合金粒子,接頭焊核區兩種金屬結合的界面處形成鋁銅金屬間化合物。較高轉速的鋁-銅焊接接頭焊核區銅的嵌入層深度更大,鋁側熱機影響區組織受到的攪拌作用更加劇烈,晶粒被拉長和扭轉更明顯。較高轉速的鋁-銅接頭力學性能優于低轉速接頭,具有高的接頭硬度和抗拉性能。
關鍵詞:攪拌摩擦焊;鋁銅焊接;旋轉速度;力學性能
中圖分類號:TG453+.9 文獻標志碼:A 文章編號:1001-2303(2020)10-0001-06
DOI:10.7512/j.issn.1001-2303.2020.10.01
0 前言
目前在各領域中使用的設備和機械構件很多要求由不同材料來構成[1]。銅和鋁具有良好的導電性和導熱性,廣泛應用于熱力和電器行業。實現鋁-銅異種材料的有效連接,意味著將質量輕、耐蝕性高和導熱性好的鋁銅材料更多地應用到這些行業。鋁銅接頭廣泛應用于各種場合,如匯流排線、電氣連接器、變壓器冷卻器、換熱器管、制冷管等。傳統的熔焊工藝無法將其有效地連接在一起,這是因為鋁銅在凝固過程中會在不同焊接區產生大量的金屬間化合物(Intermetallic compounds,IMC)。IMC屬于脆硬相,會導致材料在焊接連接處具有較低的強度和較高的電阻,因此傳統的熔焊不適用鋁-銅異種材料的連接[2]。如里亞博夫[3]通過在銅側開坡口開展了鋁銅埋弧焊及TIG焊對接試驗,獲得的接頭強度及塑性均較低。鋁與銅的固態焊接使得接頭具有很大的優勢,這也使得異種材料焊接在摩擦焊、超聲波焊和攪拌摩擦焊等焊接工藝中受益很大。攪拌摩擦焊(Friction stir welding,FSW)是一種新型的固相連接技術,焊接過程中母材金屬不熔化,主要是通過高速旋轉的攪拌頭與工件摩擦產熱使焊縫金屬達到塑化狀態,在攪拌頭驅動力作用下發生塑性流動而形成致密焊縫[4-5]。
目前,國內外學者利用攪拌摩擦焊研究銅鋁異種材料的連接性能主要涵蓋接頭的焊接工藝、微觀組織、力學性能以及焊核區中間相的形成,但針對不同工藝條件下接頭組織發生的變化對其力學性能的影響的相關研究資料缺乏。文中針對該現象,展開了不同旋轉速度對銅鋁異種材料FSW接頭組織與性能影響的研究。
1 試驗材料與方法
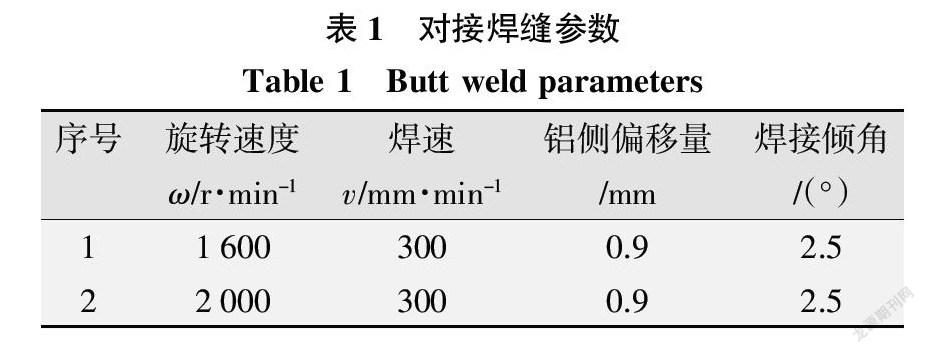
試驗材料為1060-O鋁合金與T2紫銅,板材厚度均為3 mm。攪拌頭軸肩直徑12 mm,針端直徑2.0 mm,針長2.6 mm。焊前將接頭對接面機加工平整光滑,使用丙酮清洗干凈。兩塊板材進行對接焊接,焊接時將鋁板材置于焊接后退側,銅板材置于前進側,具體工藝參數如表1所示。
焊接完成后沿垂直于焊縫方向截取金相試樣和拉伸試樣。對試樣進行研磨、拋光后,采用Keller試劑對接頭鋁側進行侵蝕。試樣制備完成后通過OLYMPUS-QX 71金相顯微鏡觀察接頭試樣各區的顯微組織特征,利用OPTEC-MDS400偏光金相顯微鏡觀察陽極覆膜后的焊接接頭的微觀金相,利用OLYMPUS-DSX-WZ體式顯微鏡觀察焊接接頭宏觀金相和拉伸試樣斷口。采用JSMJSM-7001F場發射掃描電鏡對接頭各區和拉伸斷口形貌進行觀察與分析,并對接頭中重點位置進行成分分析。使用Wilson-Wolpert 401MVD數顯顯微維氏硬度計對接頭垂直于焊接方向的橫斷面進行硬度測試,硬度測試位置距接頭上部約1 mm,以焊核區為中心向兩側的母材方向測定,硬度點間距0.5 mm,硬度曲線覆蓋焊接接頭各個分區。
2 結果與分析
2.1 接頭宏觀形貌
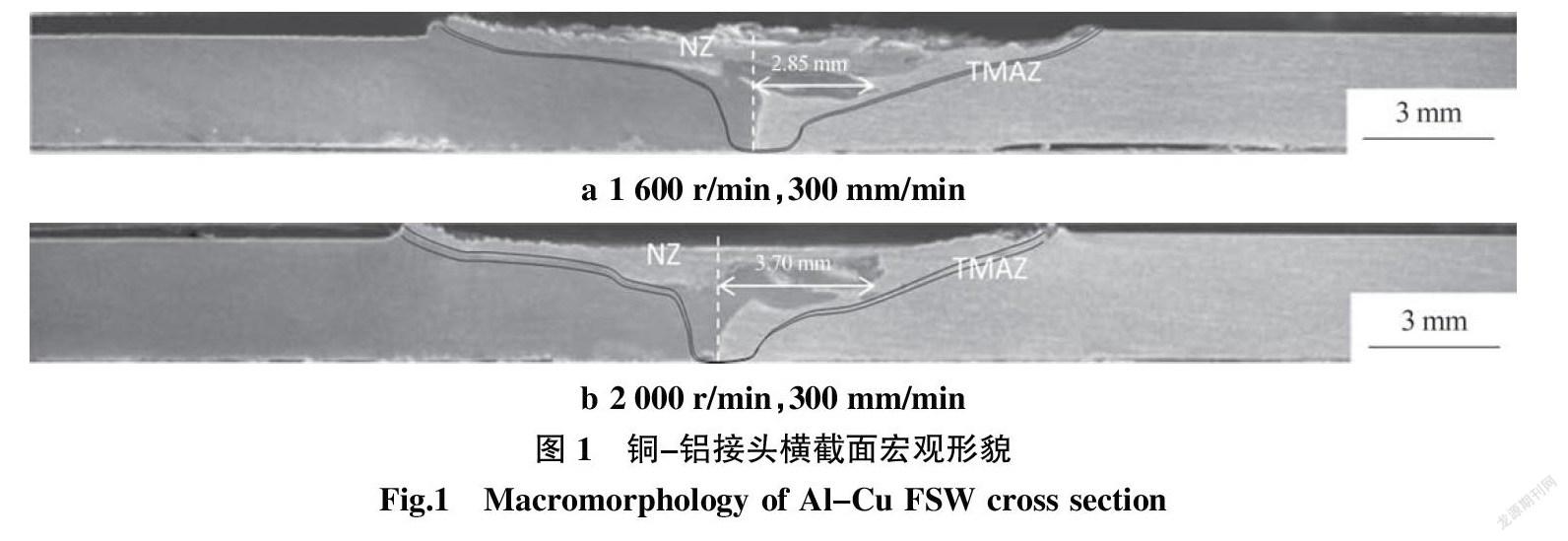
鋁銅攪拌摩擦焊接接頭橫截面形貌如圖1所示。圖1a為低轉速焊接接頭橫截面形貌,焊后接頭內部良好,無明顯缺陷,接頭橫截面表現出銅鋁兩種金屬相互穿插的特征。在接頭上部,鋁材料呈條帶狀由后退側擴展到前進側,并覆蓋了整個軸肩寬度區域;在接頭中部,銅材料由前進側深入到后退側鋁基體內,嵌入在焊核區中部的銅材料呈舌狀由銅側向鋁基體內擴展。在接頭下部,沿原接頭對接面處形成了明顯的熔合界面,該界面受到攪拌針的攪拌作用,發生明顯的扭曲變形。圖1b為高轉速焊接接頭橫截面形貌,焊后接頭內部良好,無明顯缺陷。對比圖1a、1b可知,焊接旋轉速度增加到2 000 r/min后,接頭上部的鋁材料同樣呈條帶狀由后退側擴展到前進側,焊縫表面粗糙度明顯小于低轉速接頭;接頭中部舌狀結構更加明顯,數量由1個增加到3個,銅嵌入層深度明顯增加,由1 600 r/min的2.85 mm增加到2 000 r/min 的3.70 mm;接頭下部的對接界面扭曲變形情況更加明顯。
2.2 接頭微觀組織
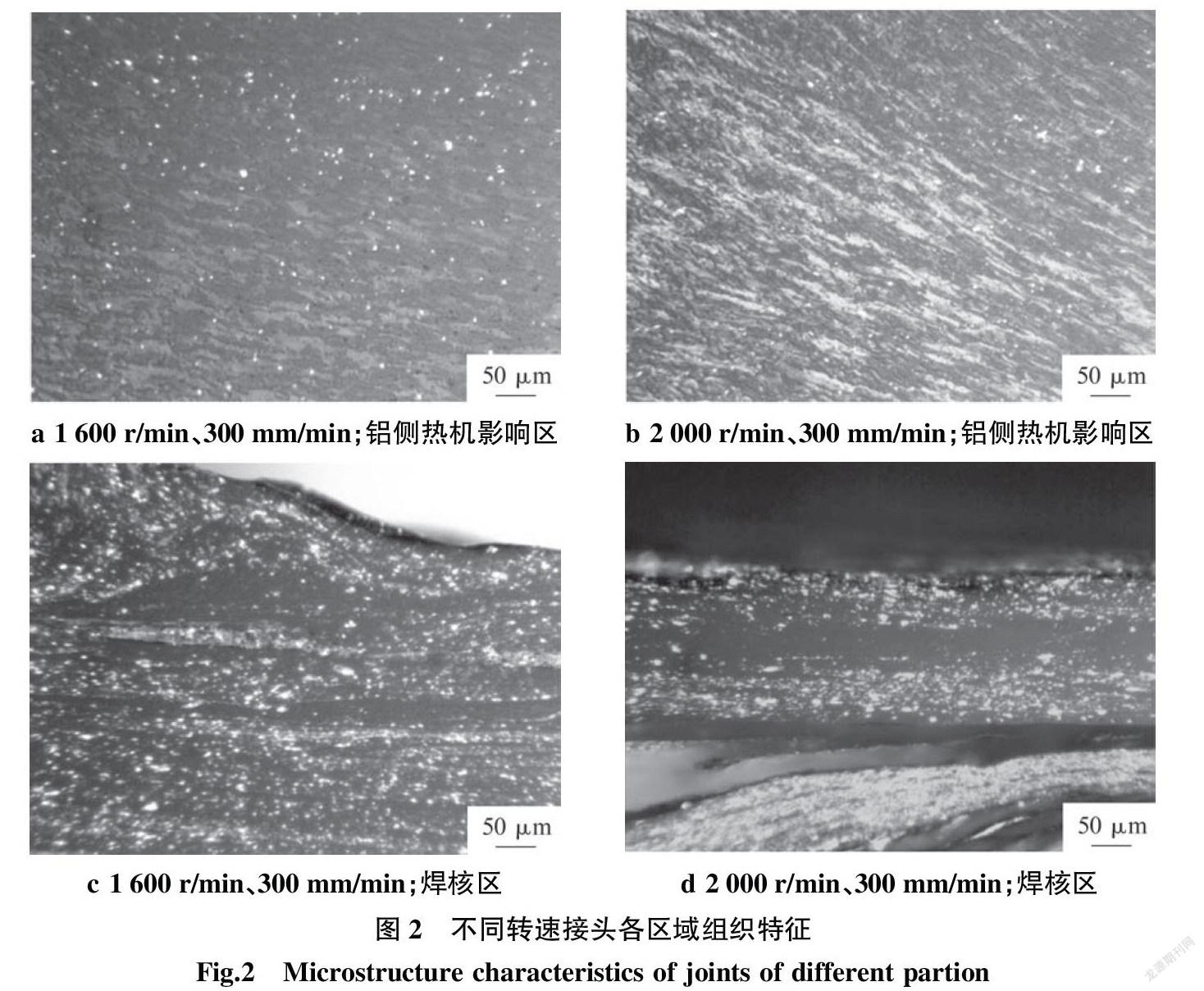
兩種旋轉速度下的接頭微觀組織形貌如圖2所示。由于鋁銅焊接的成型特點,傳統意義上母材區和熱影響區組織轉變差異較小,文中僅針對熱機影響區和焊核區的微觀組織進行觀察和分析。由圖2a可知,熱機影響區受到攪拌針機械攪拌和焊接熱循環的雙重作用,鋁側晶粒有被明顯拉長的跡象而銅側則不明顯。鋁側熱機影響區晶粒組織受到熱機械作用,晶粒組織發生畸變和部分再結晶,晶粒發生轉動和被拉長的現象。由圖2b可知,在熱機影響區,旋轉速度2 000 r/min接頭受到的攪拌頭的熱量輸入和旋轉剪切力更大,晶粒發生轉動和拉長的現象更加明顯。如圖2c所示,在焊核區分布著白色復合相顆粒狀組織,主要分布在鋁基體上。有研究表明其主要成分是富鋁的Al2Cu,對鋁基體的性能有著增強作用,從而能夠提升接頭的力學性能[6-7]。如圖2d可知,高轉速的焊核區除了形成大量的白色顆粒狀組織,相較于低轉速具有更加明顯的條帶狀的組織。
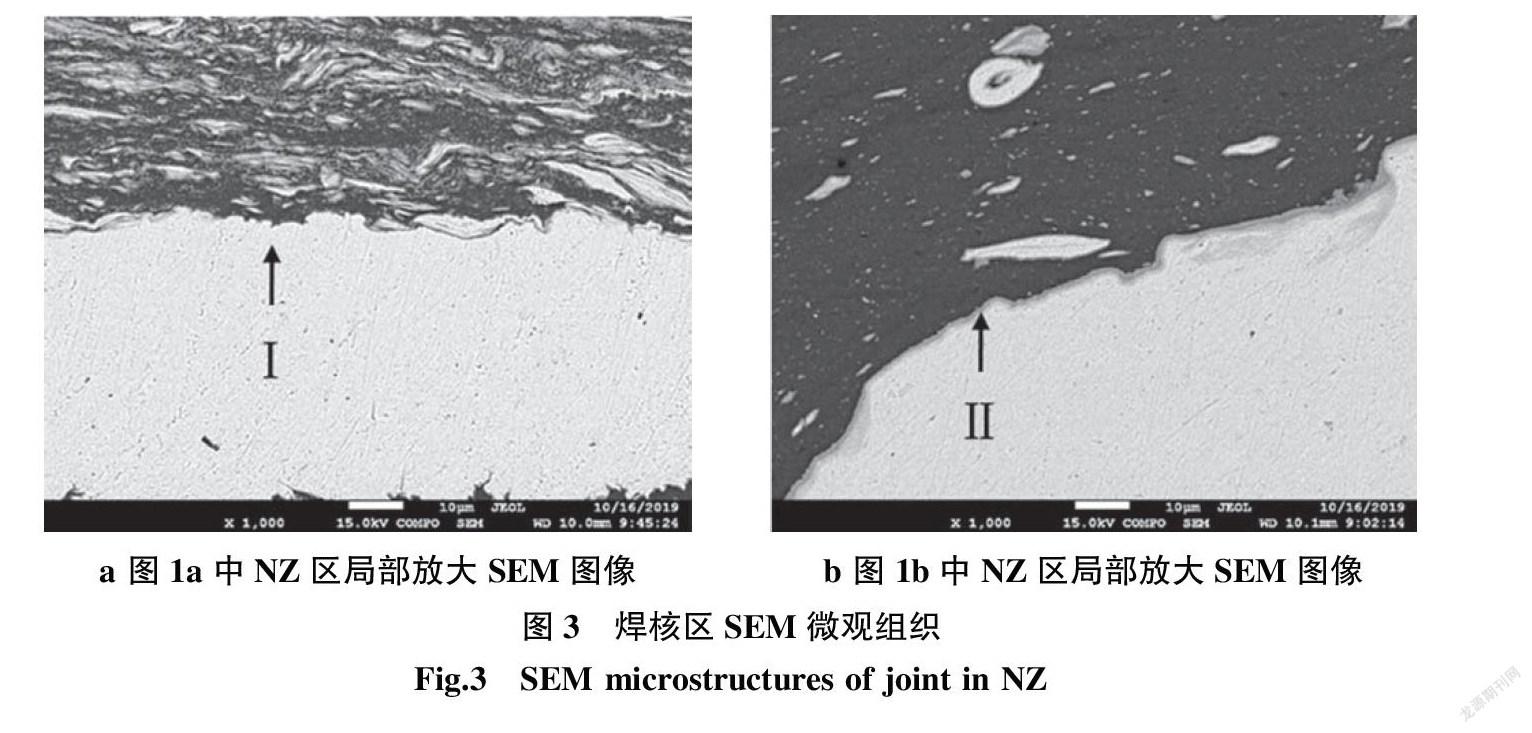
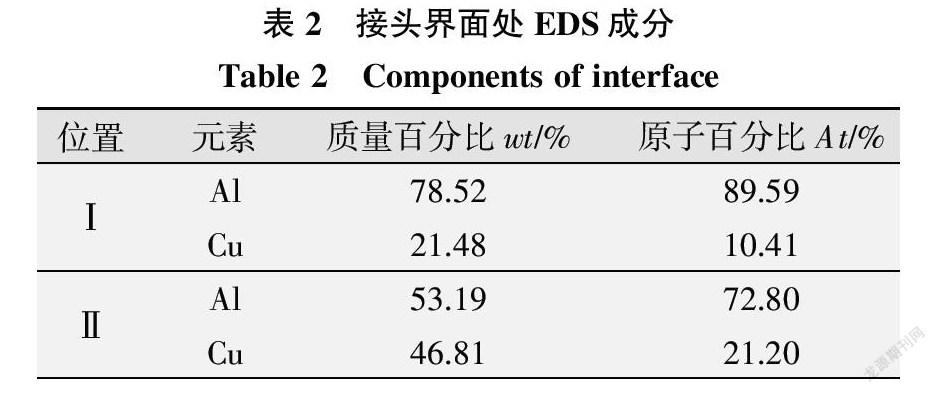
對應圖1中標記位置焊核區的局部放大SEM圖像如圖3所示,圖中白色基體組織主要為銅合金、黑色基體組織主要為鋁合金。可以看出,在鋁基體和銅基體的界面處,存在著黑色基體中分布著不同顏色的絮狀組織的過渡帶區域。由鋁銅二元合金相圖可知,在其二元體系中存在著15種結合相,Al2Cu、Al4Cu9及AlCu是攪拌摩擦焊接中比較常見的金屬間化合物,其中Al2Cu形成的溫度最低。FSW過程中攪拌頭旋轉不斷摩擦生熱,攪拌針的攪拌作用使兩種金屬在焊核區發生混合,這就會在焊核區形成兩種金屬的機械混合物。在兩種金屬機械混合的過程中并伴隨著攪拌頭的高溫輸入,為兩種金屬界面結合處能夠生成金屬間化合物提供了充分的條件。
分別對圖3的Ⅰ、Ⅱ位置進行EDS點掃描,結果如表2所示。由表2可知,Ⅰ位置的鋁、銅原子分數分別為89.59%和10.41%,Ⅱ位置的鋁、銅原子分數分別為72.8%和27.2%。上述結果顯示在兩種旋轉速度下接頭的鋁-銅金屬界面處的金屬原子均發生了擴散,2 000 r/min旋轉速度下的接頭界面處原子擴散更加明顯,成分分析表明界面處生成Al-Al2Cu的類似共晶組織[8-11]。
2.3 接頭力學性能
2.3.1 顯微硬度
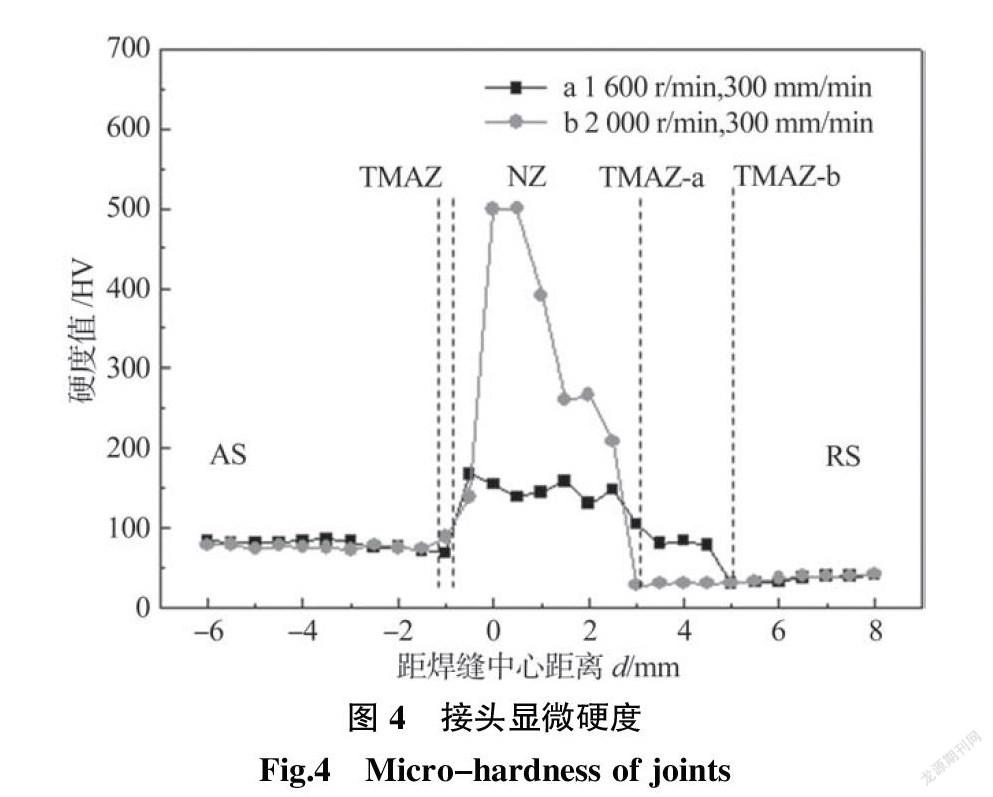
兩組工藝參數下接頭橫截面方向的顯微硬度分布如圖4所示。由圖4可知,銅鋁異種金屬FSW接頭硬度分布呈現單峰型,峰值出現在接頭的焊核區,兩側熱機影響區和熱影響區硬度開始下降并出現谷底值,隨后向兩側逐漸恢復到各自的母材硬度值。焊核區內部金屬間化合物屬于脆硬相,其形成的銅鋁復合相組織導致接頭硬度的增加。焊核區硬度明顯高于其他各分區,分析其原因為:一是金屬間化合物的形成;二是復合顆粒組織的形成。復合顆粒組織多為兩種金屬的機械混合物,其界面結合的面積小,形成的金屬間化合物的幾率和數量相對小,其硬度相對金屬間化合物附近的硬度小,但分布范圍更加廣。高轉速接頭焊核區的硬度遠高于低轉速接頭的硬度,這是由于高轉速接頭焊核區形成金屬間化合物的幾率和數量更高,復合顆粒組織更加明顯。在熱影響區和熱機影響區有硬度最低點,這是因為此處受剪切力影響較小,兩種金屬無法產生機械混合,同時攪拌頭摩擦產生的熱量使得這些區域的晶粒粗大、析出相溶解,導致硬度略有下降[9]。
2.3.2 拉伸性能
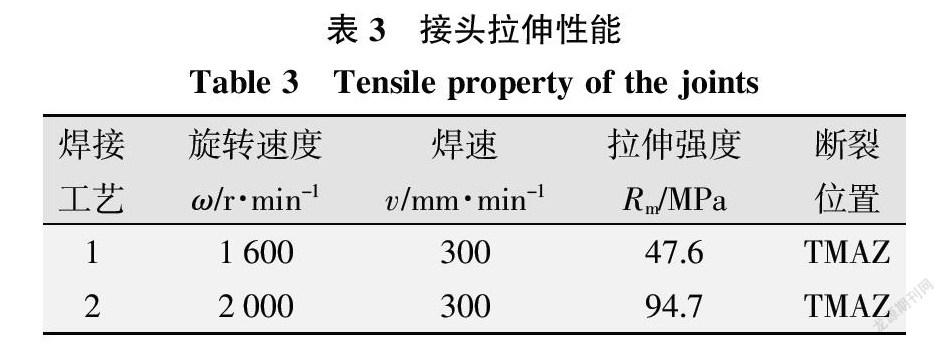
兩組不同焊接參數下的接頭拉伸性能如表3所示。由表3可知,低轉速接頭抗拉強度為47.6 MPa,明顯低于高轉速接頭抗拉強度(94.7 MPa),兩者斷裂位置都位于熱機影響區,焊核區并非接頭力學性能的薄弱點。從2.1節結果分析,焊核區銅嵌入層深度的增加、金屬界面處金屬間化合物的形成[10],是導致焊核區硬度顯著增加的主要原因。鋁銅之間出現了鋁-銅交錯式的條帶狀形貌組織(見圖1),這種典型的組織特征是由于異質金屬的充分混合、機械結合,兩種材料的有效接觸大大增加,形成復相強化[11],高轉速帶來的機械咬合作用的增強是接頭抗拉強度提升的重要原因。
2.3.3 斷口分析
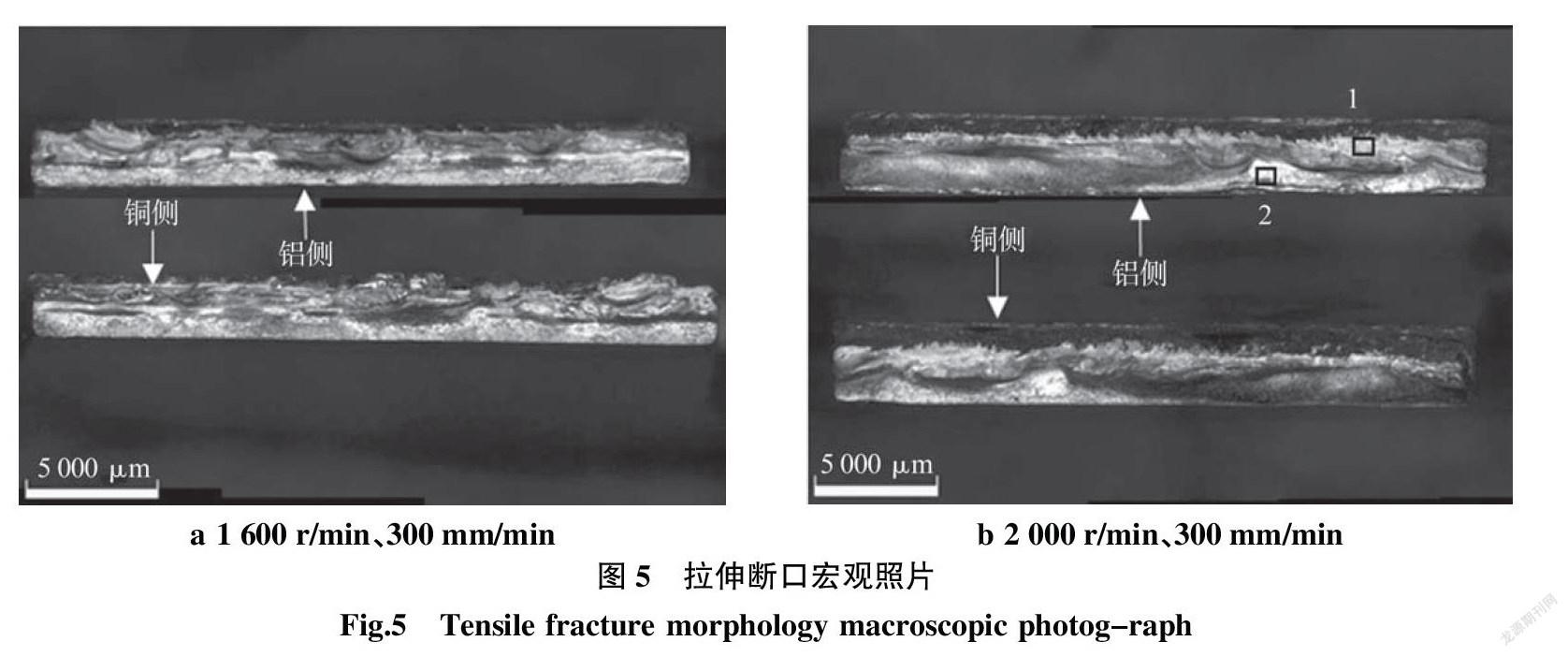
兩種焊接參數下的拉伸斷口宏觀照片如圖5所示。由圖5可知,鋁銅斷口表現出明顯的分層結構特征,銅/鋁側斷口基本保持著大部分原有的材料特征。從鋁側斷口照片可以看出,最上層為鋁層,最下層也是鋁基體層,兩鋁層中間夾著不規則的銅嵌入層。這是由于焊接過程中軸肩的下壓力及攪拌針劇烈的剪切作用,將銅材料帶進鋁基體中間位置,同時將鋁材料運動到接頭上部并從后退側帶到前進側,覆蓋接頭整個表面。從圖5還可以看出,高轉速接頭拉伸斷口銅嵌入層連續存在于斷口截面中,且尺寸也較大,這兩種特征都較低轉速接頭更加明顯。這種現象與前面論述的焊核區銅嵌入層的存在狀態對接頭的抗拉強度產生著重要的影響一致。
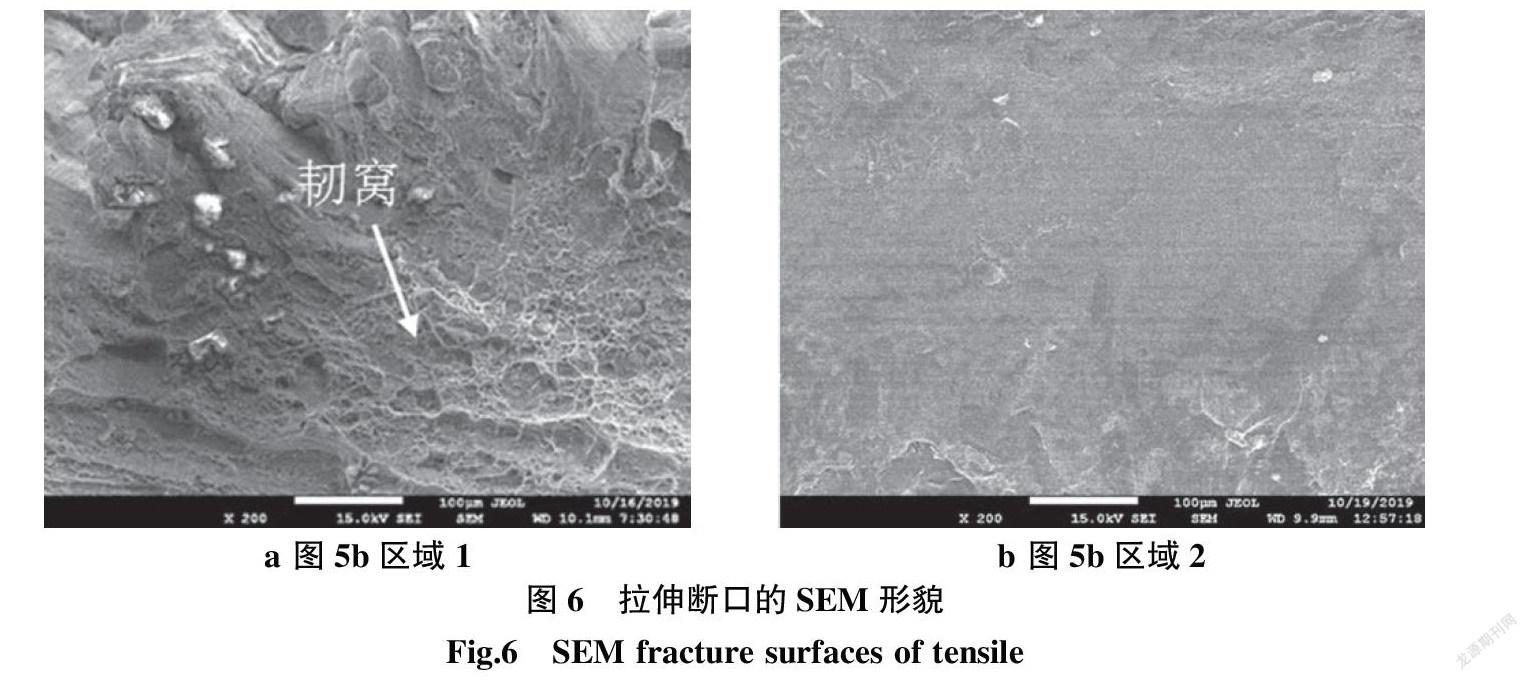
圖5b高轉速接頭1、2位置處的局部放大圖如圖6所示。圖5b中的1和2位置均位于斷口中的鋁材料側,但兩個位置的斷口形貌不同,根據2.1節的微觀組織研究結果表明,位置1位于焊接過程中鋁合金向銅合金一側擴展的區域,該區域主要為鋁合金組織及部分鋁銅復合組織,因此在斷口中存在較多的韌窩,同時存在較多的撕裂棱,該位置特征體現為混合斷裂特征。位置2位于鋁銅兩種材料的交匯處,該區域材料的混合程度不高,存在明顯的界面,斷裂面呈平滑狀,這是由于FSW焊接銅鋁異種材料時,通常采用攪拌頭針長略小于板厚的工藝,焊縫底部材料主要依靠攪拌針的攪拌作用進行結合,所以此處兩種材料的結合表現為表面潤濕狀態,該結合狀態接頭的連接強度遠低于上部機械咬合的作用,斷裂特征呈脆性斷裂,整個接頭斷裂方式為韌-脆混合斷裂。
3 結論
(1)兩組工藝參數均可獲得成形良好的接頭,接頭宏觀形貌表現出兩種金屬相互穿插混合的特征,接頭焊核區鋁合金基體中有彌散分布的銅合金粒子,且兩種金屬結合的界面處形成金屬間化合物。
(2)高轉速下,接頭宏觀形貌表現出焊核區銅的嵌入層更大,微觀形貌表現出鋁側熱機影響區組織的晶粒被拉長和扭轉更明顯。
(3)高轉速的接頭力學性能優于低轉速接頭,具有較高的接頭硬度和抗拉性能,接頭最高硬度達到500 HV,接頭抗拉強度94.7 MPa。
(4)兩種工藝接頭斷口均表現出分層結構特征,上下層是鋁基體層,兩鋁層中間夾著銅嵌入層,嵌入層的尺寸特征對接頭力學性能有重要影響,接頭斷裂方式為韌-脆混合斷裂。
參考文獻:
[1] Hosseini M,Daneshmanesh H. Immersed friction stir wel-?ding of ultrafine grained accumulative roll-bonded Al alloy?[J]. J. Mater. Des.,2010(31):4786-4791.
[2] ABBASI M,TAHERI A K,SALEHI M. Growth rate of in-?termetallic compounds in Al/Cu bimetal produced by cold?roll welding process[J]. Journal of Alloys and compounds,?2001,319(1):233-241.
[3] 里亞博夫,王義衡,趙瑞湘. 鋁及鋁合金與其它金屬的焊?接[M]. 北京:中國宇航出版社,1990.
[4] Ke Liming,Xing Li,Xu Weiping. Microstructure and pro-?perties of welding joints for cast magnesium alloy AZ81A?[J]. J. Master. Eng.,2005(1):41.
[5] Xing Li,Ke Liming,Liu Geping,et al. Microstructure and?mechanical properties of a friction stir welded LD10 Alu-?minum[J]. Trans China Weld Inst,2002,23(6):55.
[6] 蔣沐陽,陳科,陳濱熹,等. 鋁/銅薄管攪拌摩擦焊接中金?屬間化合物形成機制研究[J]. 電焊機,2019,49(8):1-6.
[7] Hsu C J,Kao P W,Ho N J. Ultrafine-grained Al-Al2Cu?composite produced in situ by friction stir processing[J].?Scripta Materialia,2005,53(3):341-345.
[8] 田偉宏. 鋁銅異質合金超聲輔助攪拌摩擦焊工藝試驗?研究[D]. 山東:山東大學,2019.
[9] Tan C W,Jiang Z G,Li L Q,et al. Materials and Design,?2013,51(5):66.
[10] Xue P,Ni D R,Wang D,et al. Effect of friction stir welding?parameters on the microstructure and mechanical propert-?ies of the dissimilar Al-Cu joints[J]. Materials Science and?Engineering:A,2011,528(13-14):4683.
[11] 吳小偉,沈以赴,李博,等. 鋁-銅攪拌摩擦焊搭接焊縫共?晶組織形成與抑制[J]. 焊接學報,2014,35(1):87-90,117.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
