6061-T6鋁合金電弧噴涂Ni-Al涂層結(jié)合強(qiáng)度性能研究
2020-09-10 07:22:44王吉孝王黎馬李莫才頌
電焊機(jī) 2020年10期
王吉孝 王黎 馬李 莫才頌
摘要:為提高艦載機(jī)偏流板表面涂層的結(jié)合強(qiáng)度并延長(zhǎng)其使用壽命,利用雙絲電弧噴涂技術(shù)在6061-T6鋁合金表面制備四種Ni-Al復(fù)合涂層,研究了四種不同復(fù)合涂層與基體的結(jié)合強(qiáng)度性能。同時(shí)觀察涂層斷口形貌和截面形貌,并分析其失效原因。試驗(yàn)結(jié)果表明,以Ni-5wt.%Al為打底層,以Ni-20wt.%Al作為面層的Ni-Al復(fù)合涂層結(jié)合強(qiáng)度較高,該復(fù)合涂層結(jié)合強(qiáng)度滿足性能指標(biāo)要求。
關(guān)鍵詞:6061-T6鋁合金;電弧噴涂;復(fù)合涂層;結(jié)合強(qiáng)度
中圖分類號(hào):TG174.4 文獻(xiàn)標(biāo)志碼:A 文章編號(hào):1001-2303(2020)10-0014-04
DOI:10.7512/j.issn.1001-2303.2020.10.03
0 前言
艦載機(jī)偏流板所用材料是6061-T6鋁合金板,高4.2 m,寬10.8 m,板中有可通冷卻水的空心通道,采用液壓系統(tǒng)使其具有相當(dāng)程度的水冷能力。在鋁合金偏流板上覆蓋有金屬涂層,具有潮濕環(huán)境中防滑、耐腐蝕的特點(diǎn)[1-3]。要求偏流板涂層在艦載機(jī)反復(fù)起落情況下具有高的抗沖擊性能,以保證飛機(jī)在惡劣海洋狀況下的安全運(yùn)行。為延長(zhǎng)使用壽命,涂層與基體應(yīng)具有較高的結(jié)合強(qiáng)度。目前,樹脂基涂層雖然在美國(guó)海軍艦載飛機(jī)上獲得了應(yīng)用,但是該類涂層較金屬涂層存在很多的缺點(diǎn):結(jié)合強(qiáng)度低,最多達(dá)到8 MPa,而金屬基涂層結(jié)合強(qiáng)度是樹脂基涂層的4~8倍;樹脂基涂層易老化降解,在高溫和施工時(shí)揮發(fā)有毒氣體,金屬基涂層則不存在這一缺點(diǎn)[4]。對(duì)于金屬基涂層而言,其結(jié)合強(qiáng)度決定了涂層的抗沖擊性能,如果涂層結(jié)合強(qiáng)度偏低,涂層脫落導(dǎo)致的后果非常嚴(yán)重。雙絲電弧噴涂是材料表面強(qiáng)化的重要技術(shù)之一,通過改變噴涂工藝參數(shù)可以提高涂層與基體的結(jié)合強(qiáng)度[5]。基于此,文中采用雙絲電弧噴涂技術(shù)在6061-T6鋁合金上制備Ni-Al復(fù)合涂層,并研究其結(jié)合強(qiáng)度性能。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料及試驗(yàn)儀器
試驗(yàn)用基體材料為6061-T6鋁合金。噴涂絲材為美國(guó)PRAXAIR公司生產(chǎn)的Ni-5wt.%Al合金絲和Ni-20wt.%Al復(fù)合絲及國(guó)產(chǎn)純Zn絲,直徑均為1.6 mm。
噴涂設(shè)備采用PRAXAIR公司生產(chǎn)的9935型雙絲電弧噴涂系統(tǒng)。空氣壓縮機(jī)型號(hào)為GA30FF,噴砂設(shè)備型號(hào)為6090A,射吸式。萬能電子拉伸試驗(yàn)機(jī)型號(hào)為WDW-S100。利用蔡司光學(xué)顯微鏡觀察斷面形貌和截面形貌,確定斷裂發(fā)生位置。
1.2 Ni-Al復(fù)合涂層制備
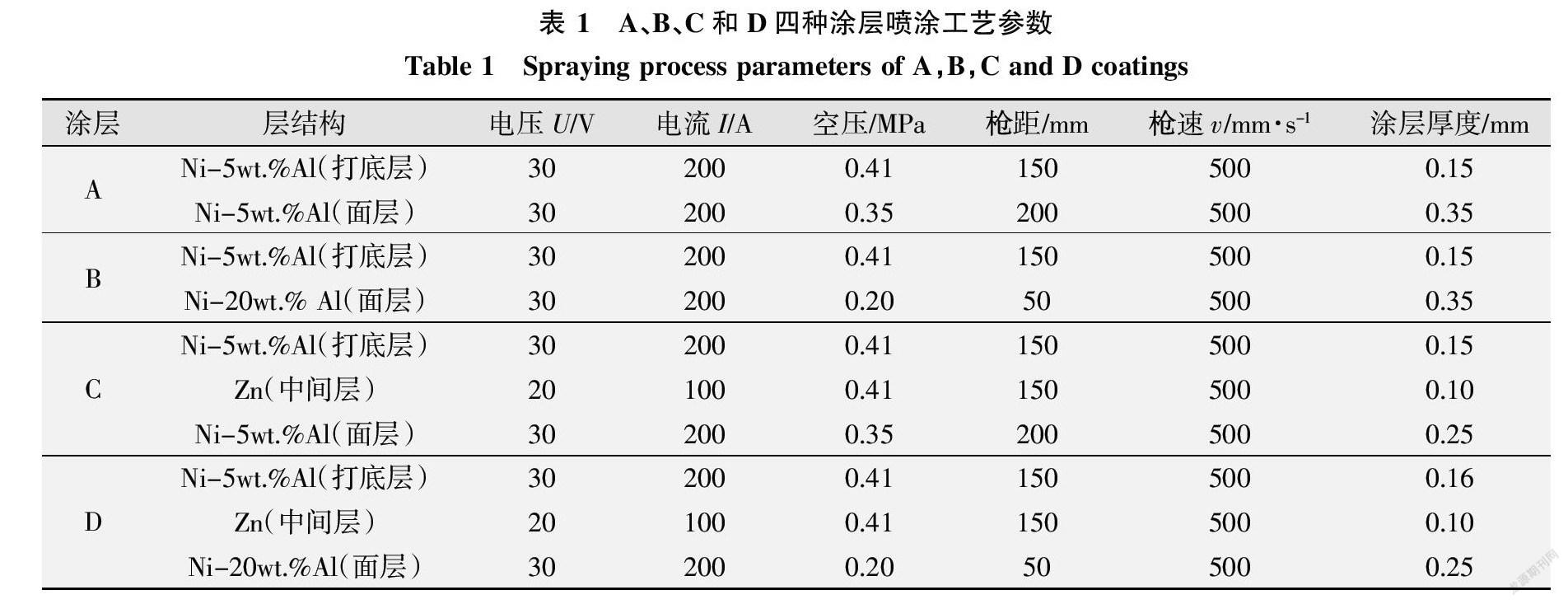
采用雙絲電弧噴涂方法制備四種復(fù)合涂層,分別為:A涂層——打底層Ni-5wt.%Al,面層Ni-5wt.%Al;B涂層——打底層Ni-5wt.%Al,面層Ni-20wt.%Al;C涂層——打底層Ni-5wt.%Al,中間層Zn涂層,面層Ni-5wt.%Al;D涂層——打底層Ni-5wt.%Al,中間層Zn涂層,面層Ni-20wt.%Al。研究四種復(fù)合涂層的結(jié)合強(qiáng)度,其工藝參數(shù)如表1所示。
1.3 測(cè)試方法
試樣尺寸為φ25.4 mm×6 mm,每組試樣數(shù)量均為5個(gè)。涂層厚度大于等于0.38 mm。所使用的粘結(jié)劑是國(guó)內(nèi)某研究所生產(chǎn)的E-7高溫結(jié)構(gòu)膠,抗拉強(qiáng)度可達(dá)70 MPa。將試樣和用于測(cè)試粘結(jié)劑強(qiáng)度的空白試樣分別安裝于萬能電子拉伸試驗(yàn)機(jī)上。以0.013~0.021 mm/s的拉伸速率進(jìn)行拉伸,記錄斷裂前的最大試驗(yàn)拉伸力。涂層的結(jié)合強(qiáng)度等于最大試驗(yàn)力與試樣截面積的比值。在金相顯微鏡下觀察斷面,確定斷裂發(fā)生的位置。拉伸試驗(yàn)參考標(biāo)準(zhǔn)為ASTM-C-633-01,合格標(biāo)準(zhǔn)為甲板或偏流板涂層結(jié)合強(qiáng)度≥45 MPa。
2 結(jié)果與討論
2.1 涂層結(jié)合強(qiáng)度測(cè)量結(jié)果
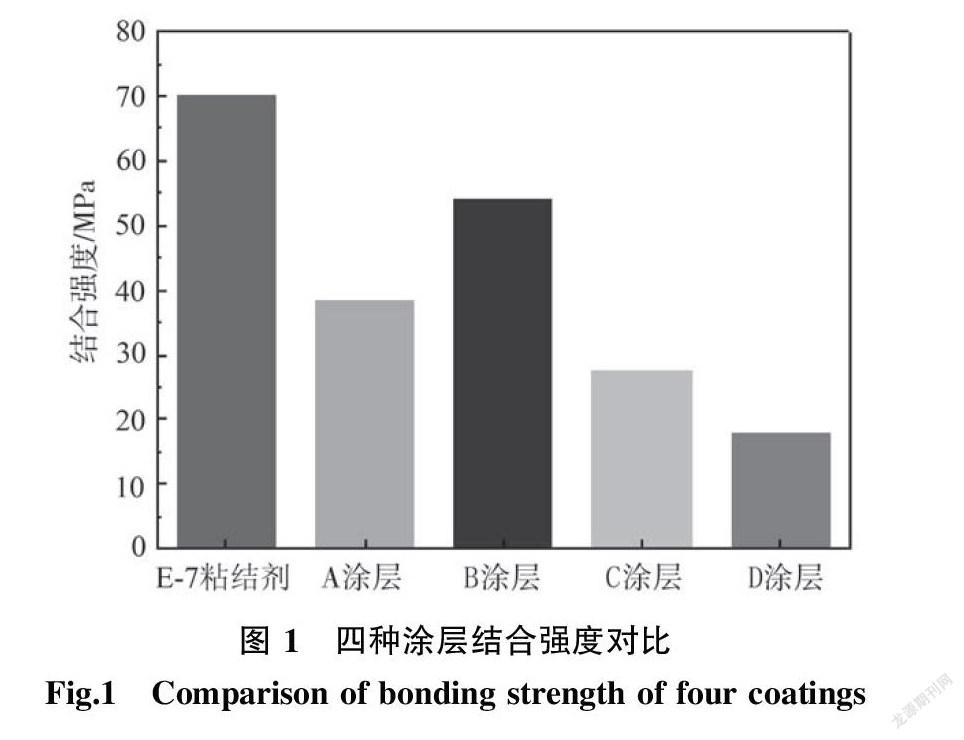
四種涂層結(jié)合強(qiáng)度對(duì)比如圖1所示。經(jīng)計(jì)算可知,B涂層的結(jié)合強(qiáng)度最高,平均結(jié)合強(qiáng)度為53.86 MPa,然后依次是A(38.26 MPa)、C(27.11 MPa)和D(17.90 MPa)。對(duì)于C和D涂層,Zn層的存在導(dǎo)致整體強(qiáng)度降低,所有斷裂位置均在涂層內(nèi)部,測(cè)量結(jié)果均為有效,可見B涂層能夠滿足性能指標(biāo)要求。
B涂層由于面層是Ni-20wt.%Al,可提高表層的摩擦系數(shù),有利于提高涂層的防滑能力。C涂層和D涂層中間層加入Zn是設(shè)計(jì)涂層時(shí)為提高其耐腐蝕能力而采取的三明治結(jié)構(gòu)。但從測(cè)量結(jié)果可以看出,它們的結(jié)合強(qiáng)度遠(yuǎn)低于性能指標(biāo)要求,即使通過優(yōu)化工藝參數(shù),其結(jié)合強(qiáng)度與指標(biāo)要求仍相差甚遠(yuǎn)。
2.2 涂層斷口形貌
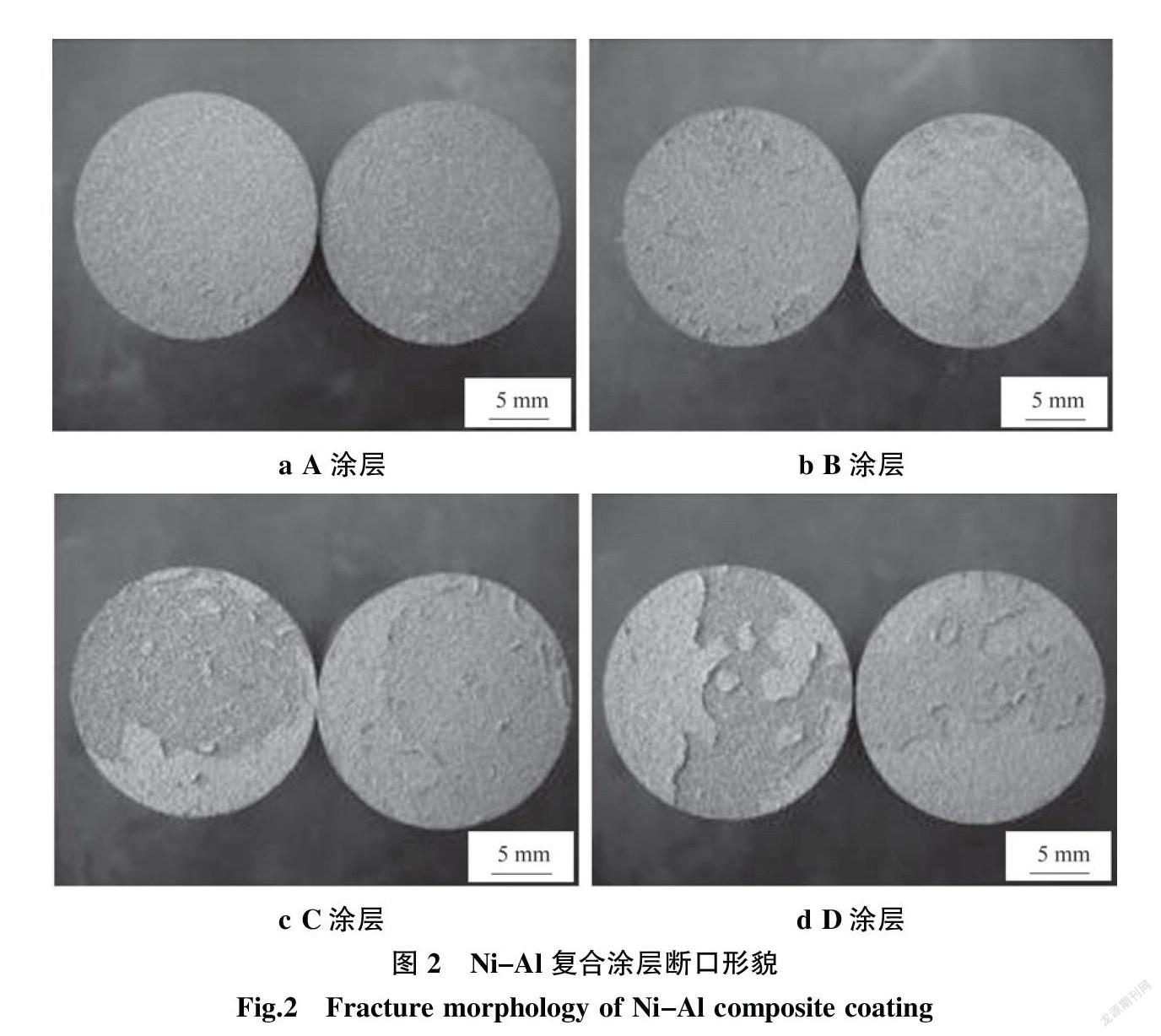
四種涂層拉伸斷口形貌如圖2所示。A和B涂層結(jié)合強(qiáng)度較高,斷裂位置發(fā)生在涂層與基體之間,C和D涂層結(jié)合強(qiáng)度較低,斷裂位置發(fā)生在Zn涂層內(nèi)部,涂層有翹起現(xiàn)象。
影響涂層結(jié)合強(qiáng)度大小的主要因素包括噴涂材料種類、噴涂距離、噴槍移動(dòng)速度、噴涂粒子速度和涂層厚度等。隨著噴涂粒子速度增加,粒子扁平度增加,進(jìn)而增大粒子與基體、粒子與粒子之間的結(jié)合面積,從而提高結(jié)合強(qiáng)度。B涂層的結(jié)合強(qiáng)度較高,這主要?dú)w因于噴涂時(shí)Ni-5wt.%Al合金絲具有自熔合特點(diǎn),使得涂層與基體發(fā)生微冶金結(jié)合[6-7]。
2.3 涂層截面形貌
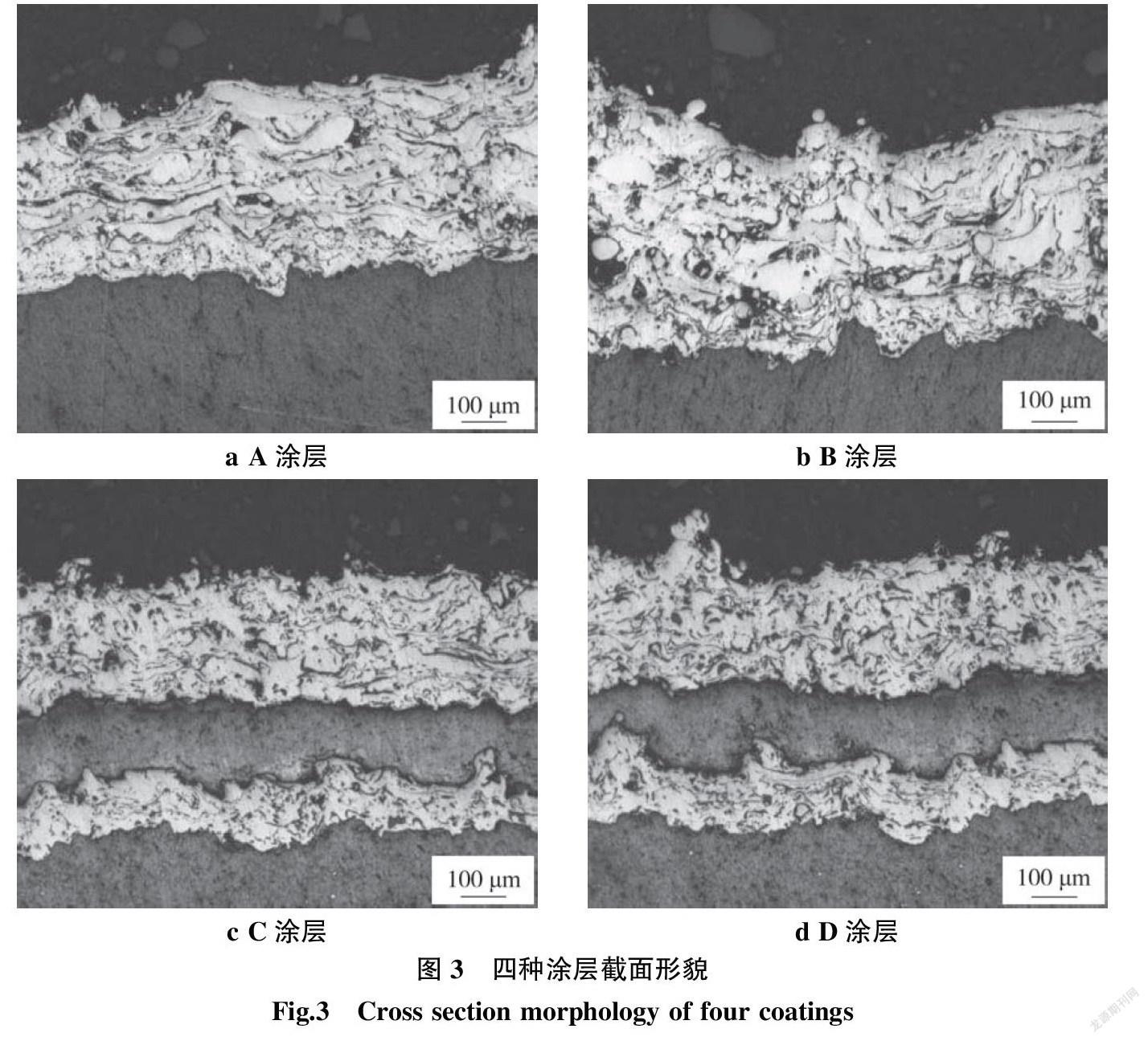
四種涂層截面形貌如圖3所示,涂層均具有層疊狀特征,這是噴涂粒子的扁平化變形所致。雙絲電弧噴涂涂層組織屬于快速凝固組織,主要體現(xiàn)在涂層的致密度上,涂層由大量扁平粒子堆疊而成,扁平粒子在相互作用過程中,往往不能完全重疊在一起,尤其是一些速度較低的熔滴粒子,由于不充分變形,部分易產(chǎn)生重疊而形成孔隙。這些都是影響涂層結(jié)合強(qiáng)度的原因[8]。
3 結(jié)論
(1)四種涂層拉伸試驗(yàn)結(jié)果顯示,打底層為Ni-5wt.%Al、面層為Ni-20wt.%Al的涂層結(jié)合強(qiáng)度最高;打底層為Ni-5wt.%Al、面層為Ni-5wt.%Al的涂層結(jié)合強(qiáng)度次之;打底層為Ni-5wt.%Al、中間層為Zn涂層、面層為Ni-5wt.%Al的涂層和打底層為Ni-5wt.%Al、中間層為Zn涂層、面層為Ni-20wt.%Al的涂層結(jié)合強(qiáng)度最低。綜合比較,打底層為Ni-5wt.%Al、面層為Ni-20wt.%Al的涂層滿足技術(shù)指標(biāo)要求。
(2)中間層含有Zn的涂層,即使通過優(yōu)化工藝參數(shù),其結(jié)合強(qiáng)度與指標(biāo)要求仍相差甚遠(yuǎn)。打底層為Ni-5wt.%Al、面層為Ni-20wt.%Al的涂層又優(yōu)于打底層為Ni-5wt.%Al、面層為Ni-5wt.%Al的涂層,可作為制備偏流板表面涂層的首選涂層材料。
參考文獻(xiàn):
[1] 吳始棟. 航空母艦偏流板的開發(fā)與研究[J]. 中外船舶科?技,2008(4):9-11.
[2] 郭濤. 偏流板性能的分析與計(jì)算[D]. 黑龍江:哈爾濱工?程大學(xué),2010.
[3] 彭兢,金長(zhǎng)江. 航空母艦尾流數(shù)值仿真研究[J]. 北京航空?航天大學(xué)學(xué)報(bào),2000(3):340-343.
[4] 李景熹. 美國(guó)航母飛行甲板演變及設(shè)計(jì)思想研究[J]. 艦?船科學(xué)技術(shù),2017,39(6):153-157.
[5] 劉明,陳書贏,馬國(guó)政,等. 熱噴涂涂層/基體異質(zhì)界面結(jié)?合強(qiáng)度優(yōu)化理論與方法現(xiàn)狀研究[J]. 機(jī)械工程學(xué)報(bào),2020,?56(10):64-77.
[6] 王文明,沈劍標(biāo),陳彥,等. 粘接試驗(yàn)方法測(cè)定激光熔覆?層與基體結(jié)合強(qiáng)度[J]. 理化檢驗(yàn)(物理分冊(cè)),2019,55?(11):745-747,774.
[7] 胡星. 不同硬度基體下等離子噴涂鉬合金涂層結(jié)合性能?[J]. 熱加工工藝,2019,48(16):123-125.
[8] Wang J X,Liu J S,Zhang,et al. Microstructure and Mec-?hanical Properties of Twin-wire Arc Sprayed Ni-Al Com-?posite Coatings on 6061-T6 Aluminum Sheet[J]. Internat-?ional Journal of Minerals, Metallurgy and Materials,2014,?21(5):469-478.
