工藝參數對Mg-3Zn-0.5Y合金攪拌摩擦焊接接頭組織與性能的影響
2020-09-10 07:22:44呂建剛陳曦張磊
電焊機 2020年10期
關鍵詞:力學性能
呂建剛 陳曦 張磊


摘要:采用攪拌摩擦焊對Mg-3Zn-0.5Y合金板材進行焊接,獲得了成型較好、無缺陷的焊縫,研究了工藝參數對焊接接頭顯微組織及力學性能的影響。結果表明,當焊速為110 mm/min時,轉速在600~1 300 r/min范圍內能夠得到成型良好的焊縫,隨著轉速的升高,接頭強度先升高后減小;當攪拌頭旋轉電機轉速為1 100 r/min時,焊接速度在90~110 mm/min范圍內能夠獲得成型良好的焊縫,隨著焊接速度的提高,接頭強度先提高后減小。拉伸斷裂方式主要為韌脆混合斷裂。當攪拌頭旋轉運動速度為1 100 r/min、焊速為110 mm/min時,Mg-3Zn-0.5Y合金焊縫綜合力學性能較優,拉伸強度達到222.5 MPa。
關鍵詞:攪拌摩擦焊;Mg-Zn-Y合金;微觀組織;力學性能
中圖分類號:TG453+.9 文獻標志碼:A 文章編號:1001-2303(2020)10-0022-07
DOI:10.7512/j.issn.1001-2303.2020.10.05
0 前言
準晶是介于晶體和非晶體之間的一種同時具有旋轉對稱性和準周期性平移序的固態物質[1],其具有導電[2-3]、導熱性好[4-5],硬度高[6],耐磨性好[7]等優點,近年來成為研究的熱點之一。羅治平等[8]首次在緩冷Mg-Zn-Y合金中發現Ⅰ相(穩定二十面體準晶相);Lee等[9]發現Mg-Zn-Y合金中當w(Zn)/w(Y)為6時,增強相為力學性能較好的單一準晶相。目前對準晶增強的制備方法以軋制、擠壓等塑性加工工藝研究較多,如Bae[10]、Su等[13]均獲得了綜合力學性能良好的Mg-Zn-Y軋制態合金。Singh等人[11]等研究發現,Ⅰ相在擠壓態合計中能有效釘扎位錯,促進再結晶形核,有利于合金力學性能的提升。Tong等[12]發現500 ℃熱處理后再進行熱擠壓能有效提高Mg-Y-Zn合金的抗拉強度。但對于準晶增強Mg-Zn-Y系合金,目前較少研究其焊接工藝。
由于常規鎂合金易高溫氧化、高溫易吸氫、熱膨脹系數較大,采用傳統熔化焊工藝易產生夾雜、氣孔、裂紋等缺陷[14]。攪拌摩擦焊是一種固態連接技術[15],焊接溫度低、熱影響區小,因此可有效減少傳統熔焊缺陷的產生。尤其是對于鎂、鋁及其他低熔點合金,FSW優勢明顯[16-18]。目前,關于鎂合金的攪拌摩擦焊研究主要集中于Mg-Al系、Mg-Zn-Zr系合金,如AZ31[19]、AZ91[20]、ZK60[21]等多種商用鎂合金的FSW均取得了較好的結果。Yaobin Wang等[22]發現Mg-Zn-Y系合金攪拌摩擦加工能夠細化鑄態Mg-6Zn-1Y-0.5Zr的晶粒,并且改善延伸率。Chang-Yong Lee等[23]發現Mg-3Zn-1Y的攪拌摩擦焊焊核區接頭硬度大于母材。G. M. Xie等[24]在焊速80~110 mm/min下得到了拉伸性能達到母材性能90%的Mg-Zn-Y-Zr合金焊接接頭。
文中針對Mg-3Zn-0.5Y三元合金,研究FSW工藝參數對其接頭組織和力學性能的影響規律。
1 試驗材料與方法
試驗材料為擠壓態Mg-3Zn-0.5Y合金板,板厚5 mm,主要化學成分如表1所示,主要力學性能為:拉伸強度275.0 MPa,斷后延伸率14.9%,維氏硬度61 HV。焊前經打磨、酒精擦拭及干燥處理。
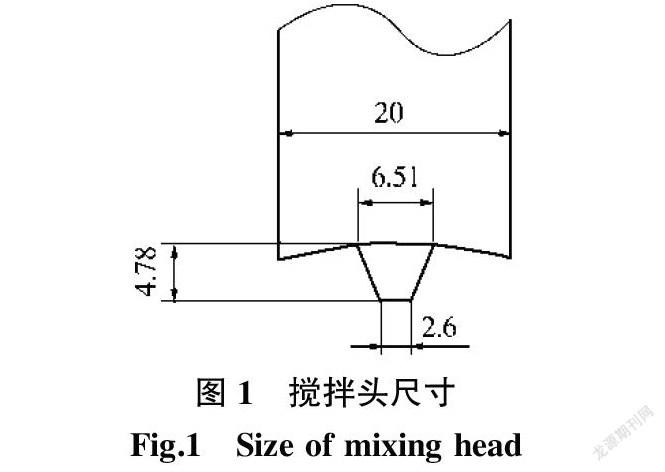
采用二維攪拌摩擦焊機對焊Mg-3Zn-0.5Y合金板,攪拌頭采用內凹式軸肩形式,軸肩直徑20 mm,錐形攪拌針長4.78 mm,如圖1所示。焊接過程中攪拌頭傾角統一為2.5°,攪拌頭轉速范圍600~1 300 r/min,焊接行進速度90~130 mm/min。焊后進行室溫拉伸試驗,并使用掃描電子顯微鏡(SEM)觀察斷口形貌,使用X射線衍射儀(Cu靶和Kα靶)分析物相組成。
2 試驗結果與分析
2.1 焊縫成形特點
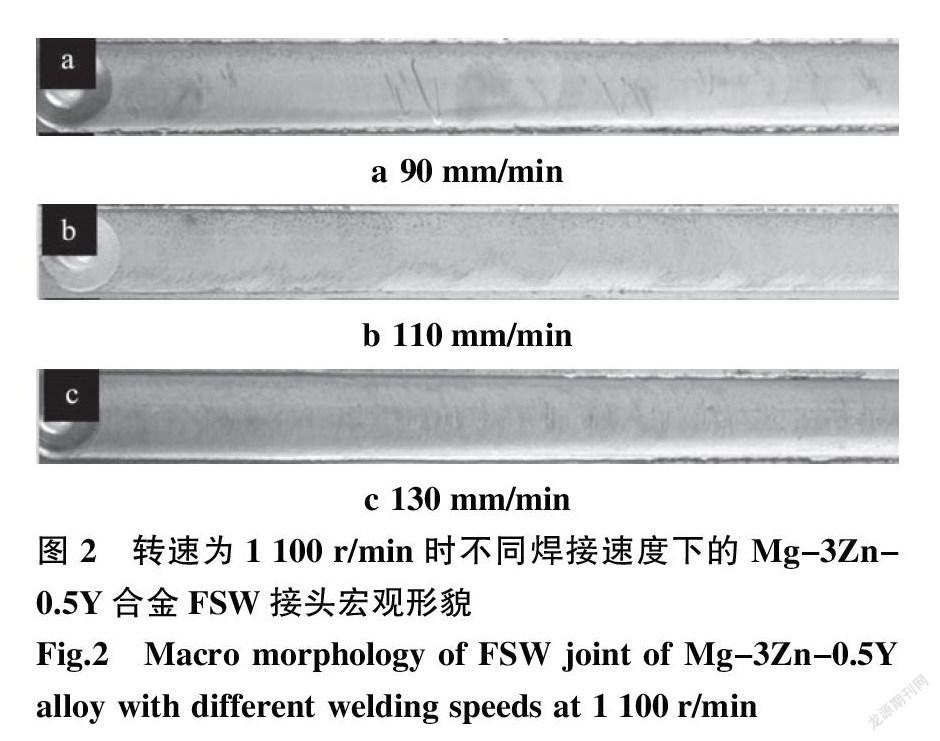
轉速 100 r/min時,不同焊接速度下(90 mm/min、110 mm/min、130 mm/min)FSW焊接接頭宏觀形貌照片如圖2所示。可以看出,焊縫表面均成型良好,無明顯溝槽、起皮等缺陷,當焊速上升到130 mm/min時,產生少量飛邊。
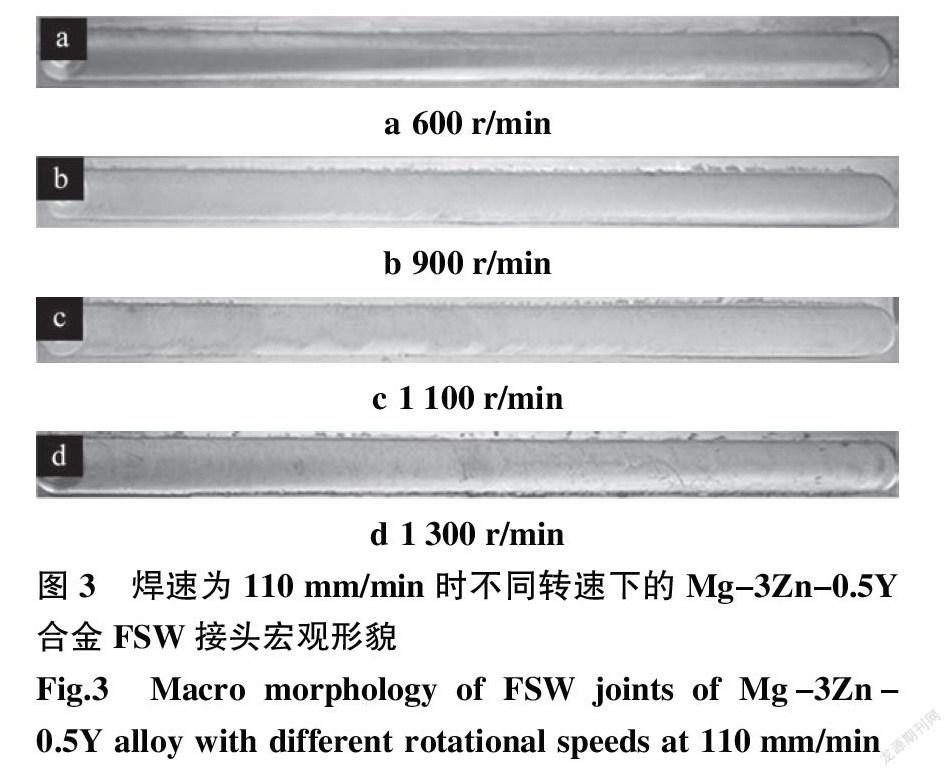
焊速為110 mm/min時,不同轉速下的FSW接頭宏觀形貌如圖3所示。在600~1 100 r/min轉速下,焊接接頭表面基本平整,光滑,無明顯飛邊、溝槽和未焊合等缺陷;由圖3d可知,當轉速升至1 300 r/min時,焊縫周圍開始產生少量的飛邊。
2.2 焊接接頭的組織特征
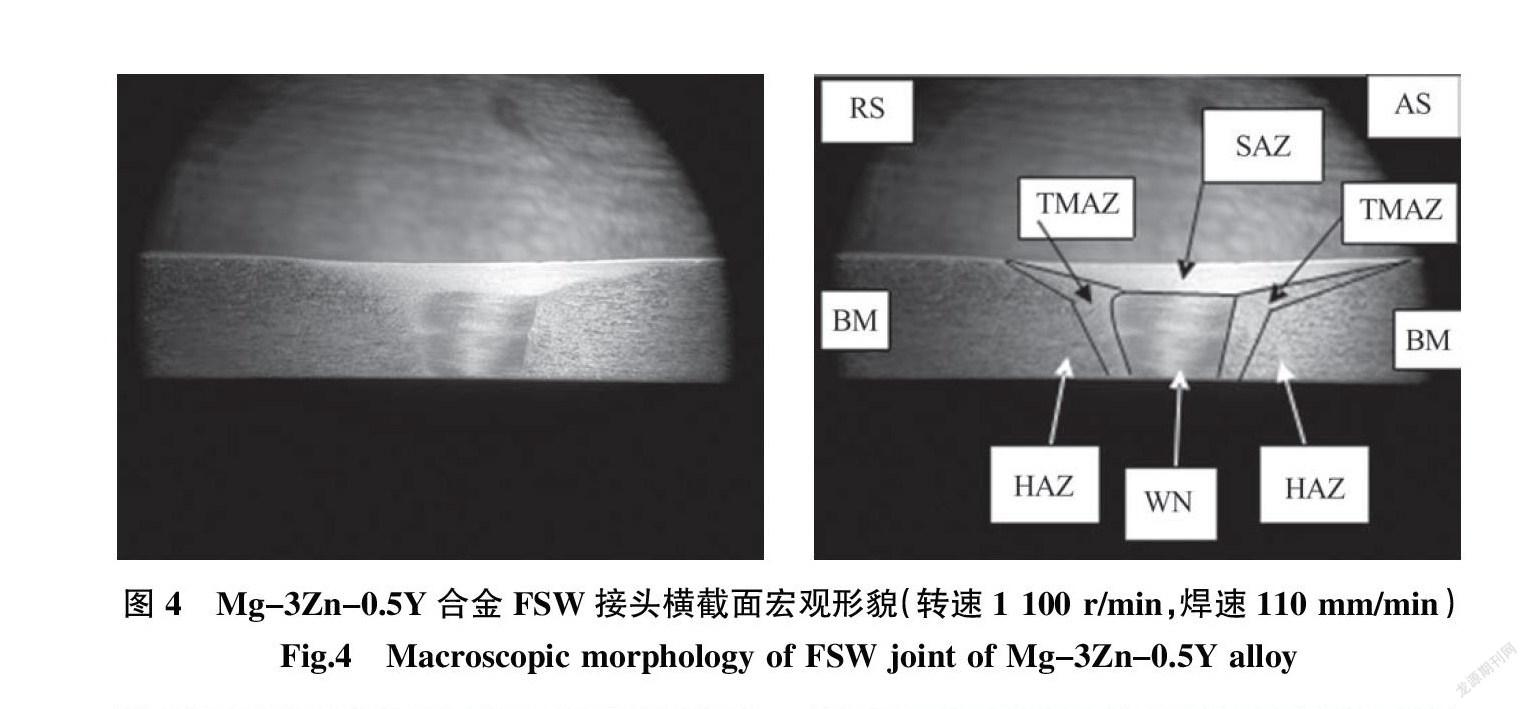
當轉速為1 100 r/min、焊速為110 mm/min時,Mg-3Zn-0.5Y合金FSW焊接接頭的橫截面宏觀形態如圖4所示。接頭組織為典型的FSW焊接接頭組織,由軸肩區(SAZ)、焊核區(WN)、熱機發展影響區(TMAZ)、熱影響區(HAZ)和母材區(BM)組成,接頭內部無缺陷。
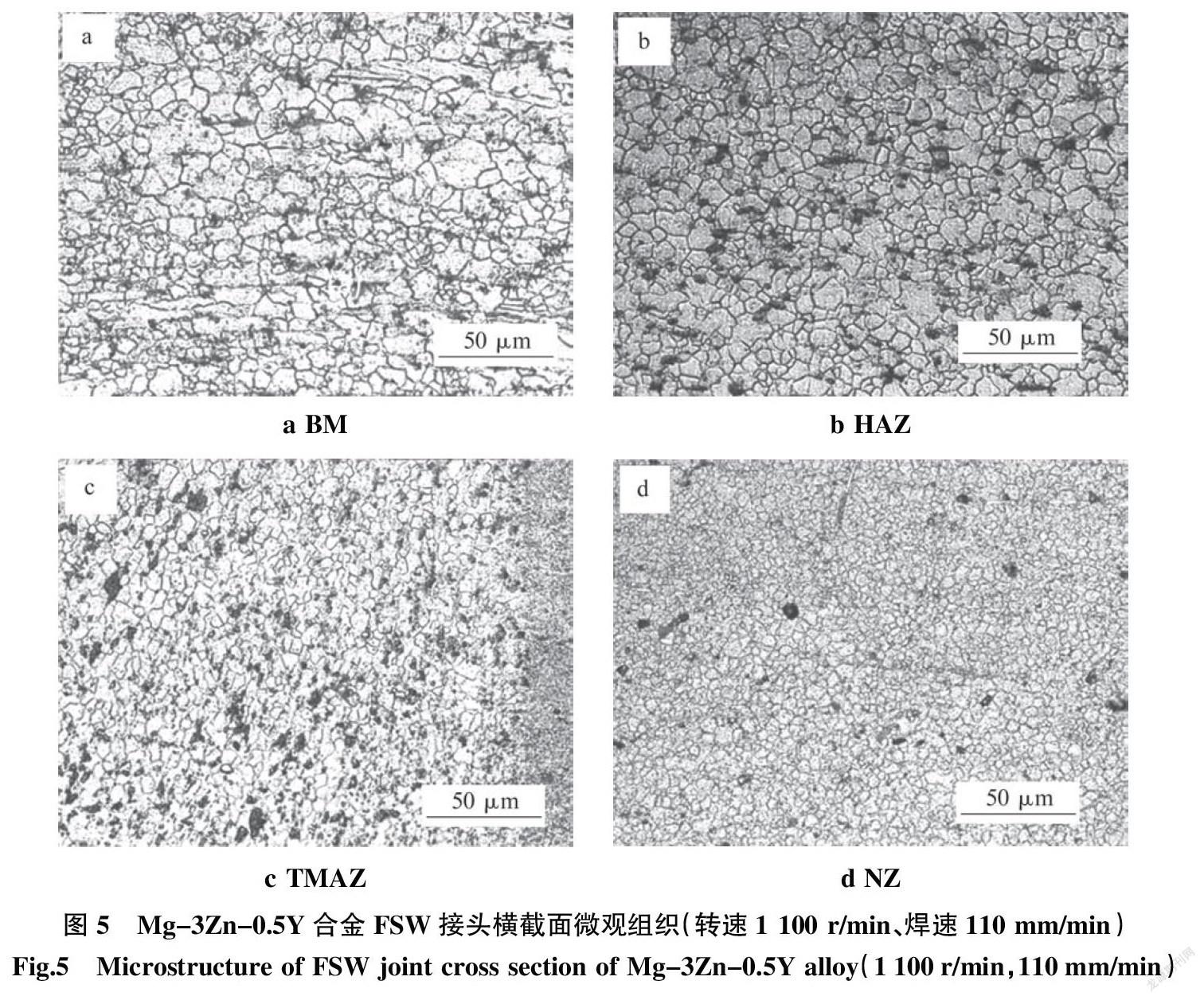
在轉速為1 100 r/min、焊速110 mm/min時,Mg-3Zn-0.5Y合金FSW焊接接頭橫截面微觀組織如圖5所示。其中圖5a為母材BM微觀組織,為明顯的擠壓變形組織,主要由α-Mg等軸晶粒及晶間沉淀相組成,沉淀相為Ⅰ相。圖5b為典型受熱長大的HAZ微觀組織,因只受到攪拌頭摩擦生熱的熱循環作用,α-Mg晶粒未受攪拌頭機械攪拌作用發生塑性變形,因此,平均晶粒尺寸與母材相比略有增長。圖5c為TMAZ微觀晶粒組織,TMAZ受攪拌頭的機械攪拌力作用,α-Mg晶粒沿著金屬流動方向向上伸長,同時受熱循環作用,α-Mg晶粒受熱發生再結晶,兩者共同作用使α-Mg晶粒尺寸減小。圖5d為WN區細小等軸晶微觀組織,該區同時受劇烈的攪拌頭機械攪拌作用及摩擦生成較高溫度的熱作用,所以晶粒在發生劇烈塑性變形的同時也發生動態再結晶,晶粒來不及長大而被機械力作用打碎,形成一個細小的等軸晶,α-Mg平均晶粒結構尺寸約為3.34 μm。
2.3 不同參數下FSW接頭顯微組織
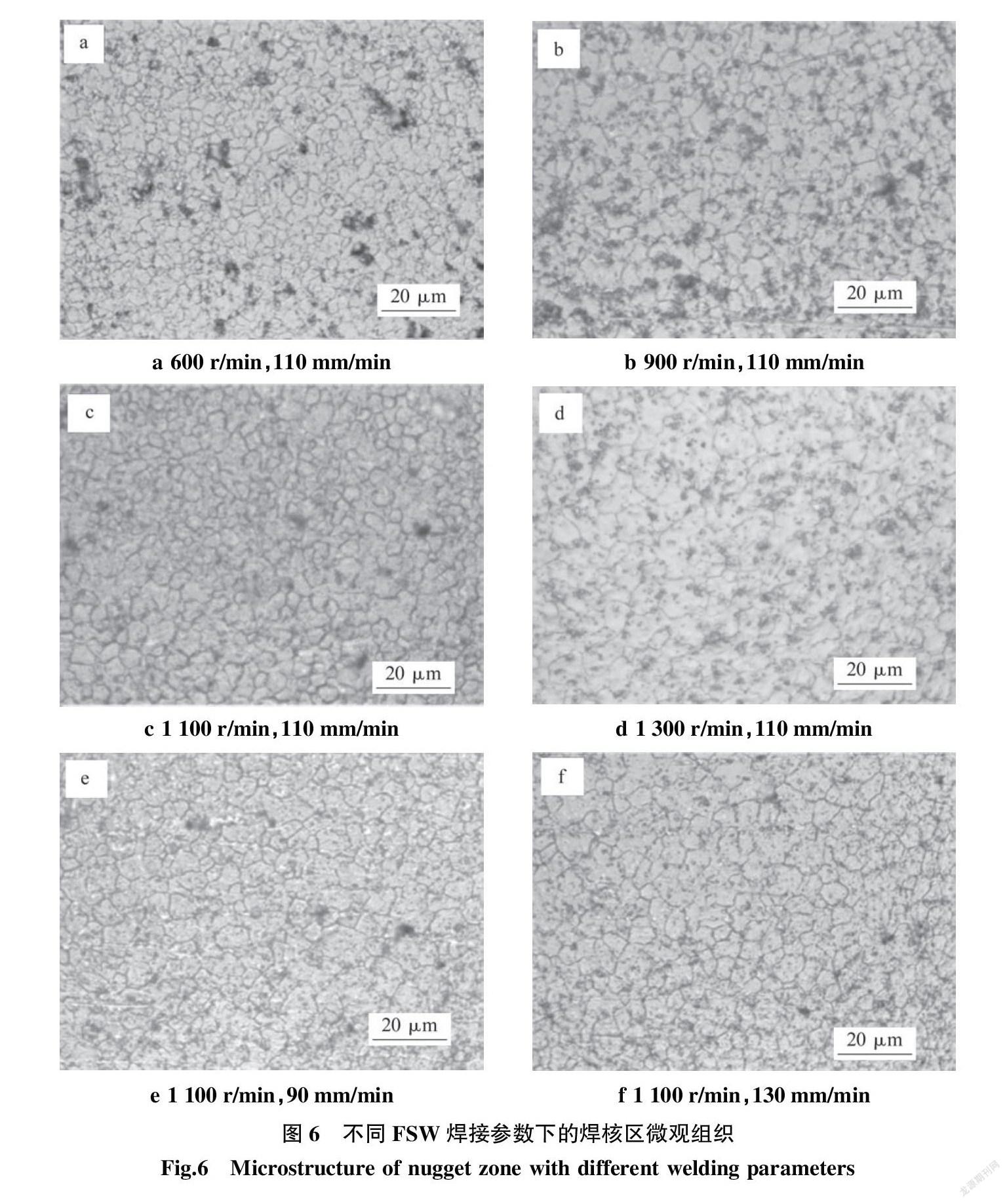
不同FSW工藝參數下Mg-3Zn-0.5Y合金接頭的微觀組織如圖6所示。當焊接速度為110 mm/min時,不同轉速下的焊接接頭均無明顯顯微缺欠,WN平均晶粒尺寸分別為2.79 μm、3.27 μm、3.34 μm和3.74 μm,WN平均晶粒尺寸與轉速成正比。當轉速1 100 r/min,焊速分別為90 mm/min、110 mm/min和130 mm/min時的WN平均晶粒結構尺寸分別為3.80 μm、3.34 μm、3.21 μm,WN平均晶粒尺寸與焊速成反比。根據熱力學公式[25]:
=k
α(1)
式中 k、α為常數;T為熔核溫度;ω為轉速;v為焊接速度。可以看出,當w增加時,T升高;當v減小時,T升高。又根據晶粒長大的動力學公式
Dr=A0exp
-tn(2)
式中 A0和R為常數;T為溫度;Dr為在一定溫度下保溫時間t之后的平均晶粒尺寸。可以看出,隨著T的上升,Dr也在逐漸增大;在一定參數范圍內,WN的Dr與v成反比,與w成正比。理論公式的推演與圖6微觀組織變化規律相一致。
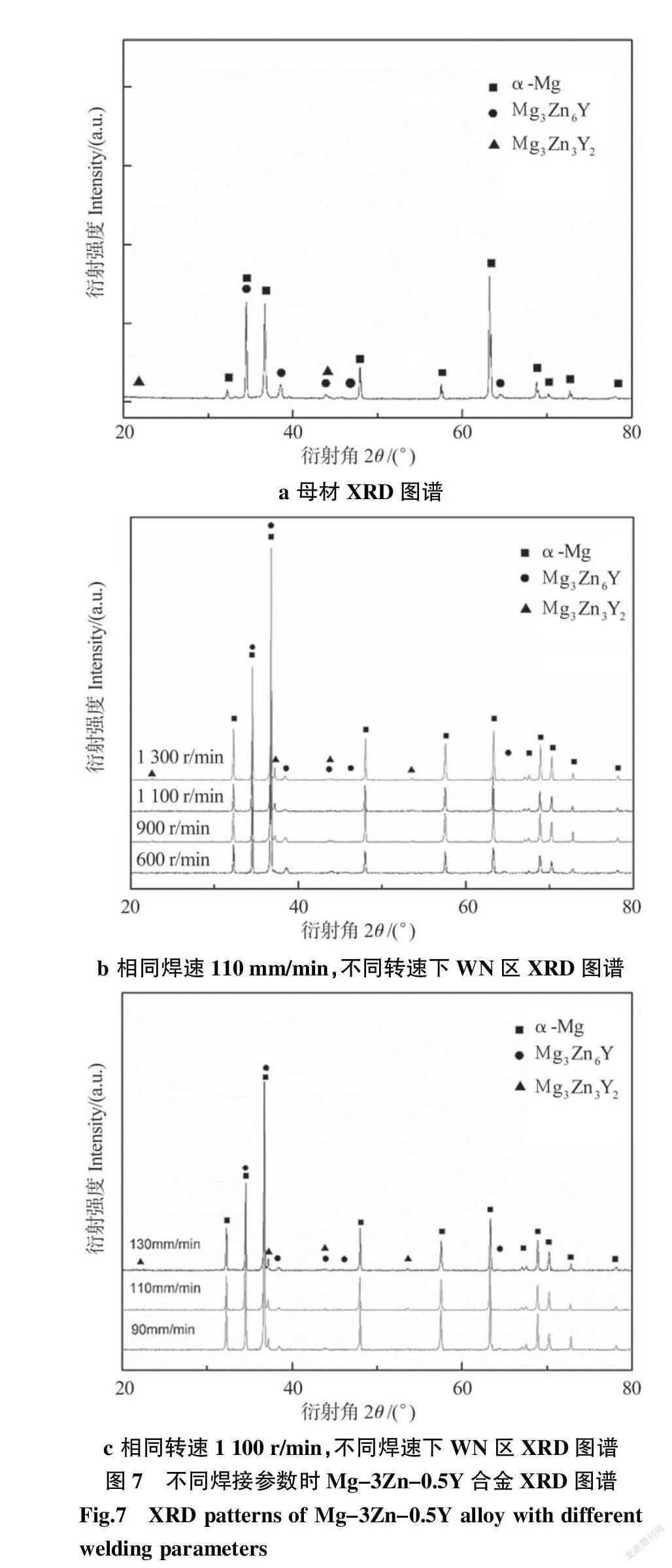
不同焊接參數時Mg-3Zn-0.5Y合金XRD圖譜如圖7所示。由圖7可知,擠壓態Mg-3Zn-0.5Y合金母材及接頭WN區均主要由α-Mg、Mg3Zn6Y、Mg3Zn3Y2三種物相組成,即在攪拌摩擦焊接過程中,合金的相組成沒有變化。
2.4 接頭力學性能
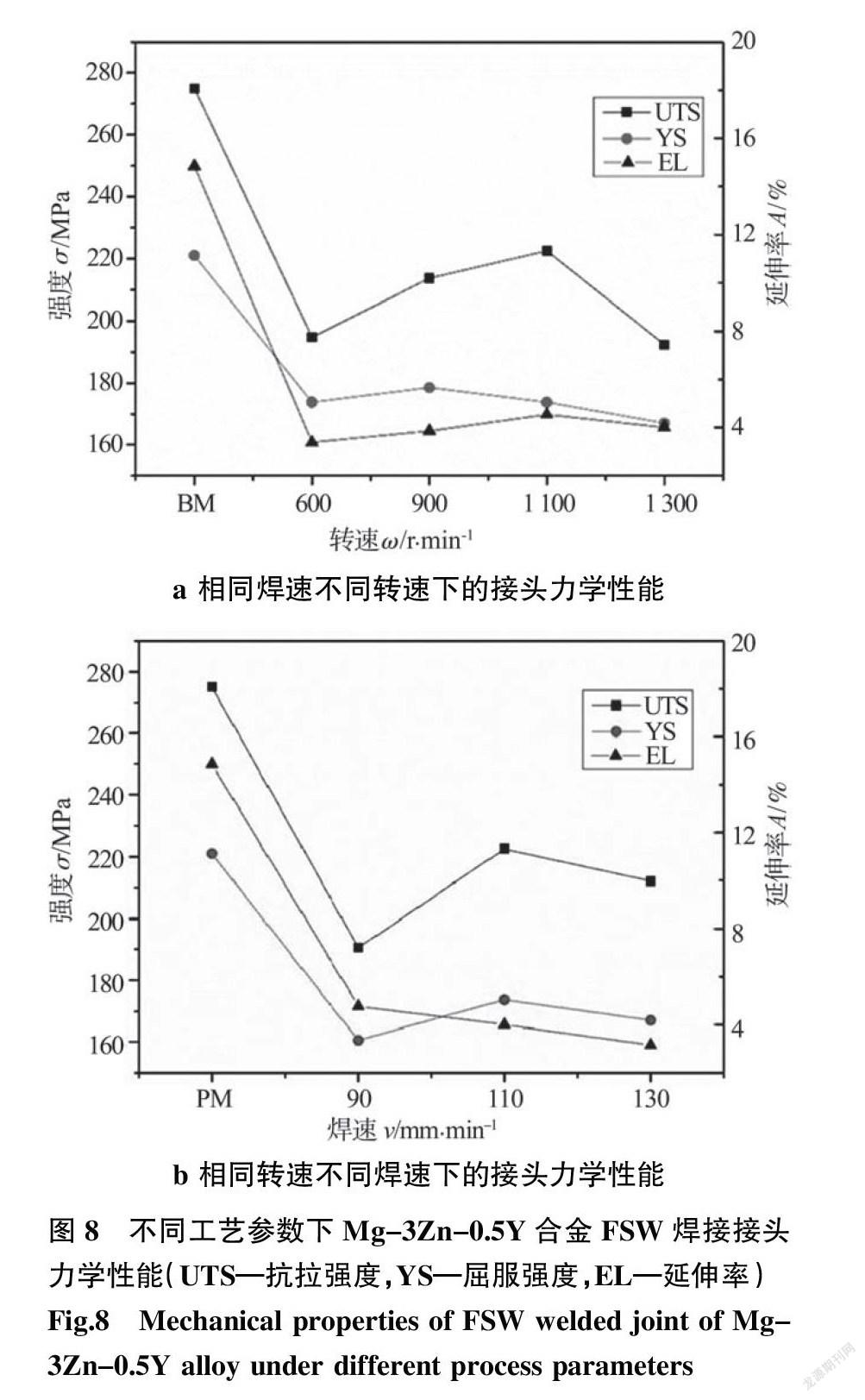
圖8a為在相同焊速110 mm/min時,不同轉速下的力學性能變化。隨著轉速的提升,焊接接頭的力學性能(抗拉強度、屈服強度及延伸率)先增大后減小。當轉速為1 100 r/min時,抗拉強度和延伸率達到最大值,為222.5 MPa和4.55%。當轉速降低時,焊接熱輸入降低,焊縫接頭處金屬塑性流動不充分,焊縫成型相對較差,導致焊接接頭塑性較差。當轉速增加時,熱輸入增加,接頭處金屬塑性流動充分,焊接接頭接頭力學性能增強,但是如果旋轉速度繼續增大,熱輸入不斷增加,WN區晶粒長大,力學性能降低。
圖8b為在相同轉速1 100 r/min時,不同焊速下的力學性能變化。當焊接速度由90 mm/min增大至130 mm/min時,焊接接頭力學性能的變化趨勢均是先增大后減小。焊速越低,焊接接頭的熱輸入越大,焊核區晶粒尺寸越粗大,降低接頭力學性能。隨著焊速的增加,在一定范圍內焊接接頭的熱輸入逐漸減小,接頭力學性能隨著焊核區晶粒尺寸的減小逐漸增強,而當焊接速度過大時,又會造成熱輸入不足導致的焊縫上下層的受熱不均勻等,影響焊接過程中金屬的塑性流動性,導致力學性能降低。由圖8還可以看出,不同工藝參數下焊接接頭的力學性能都不如母材,主要原因是熱影響區受熱輸入影響,平均晶粒尺寸隨熱輸入增大而增大,且TMAZ區存在較高的殘余應力,這些都會造成接頭力學性能下降。
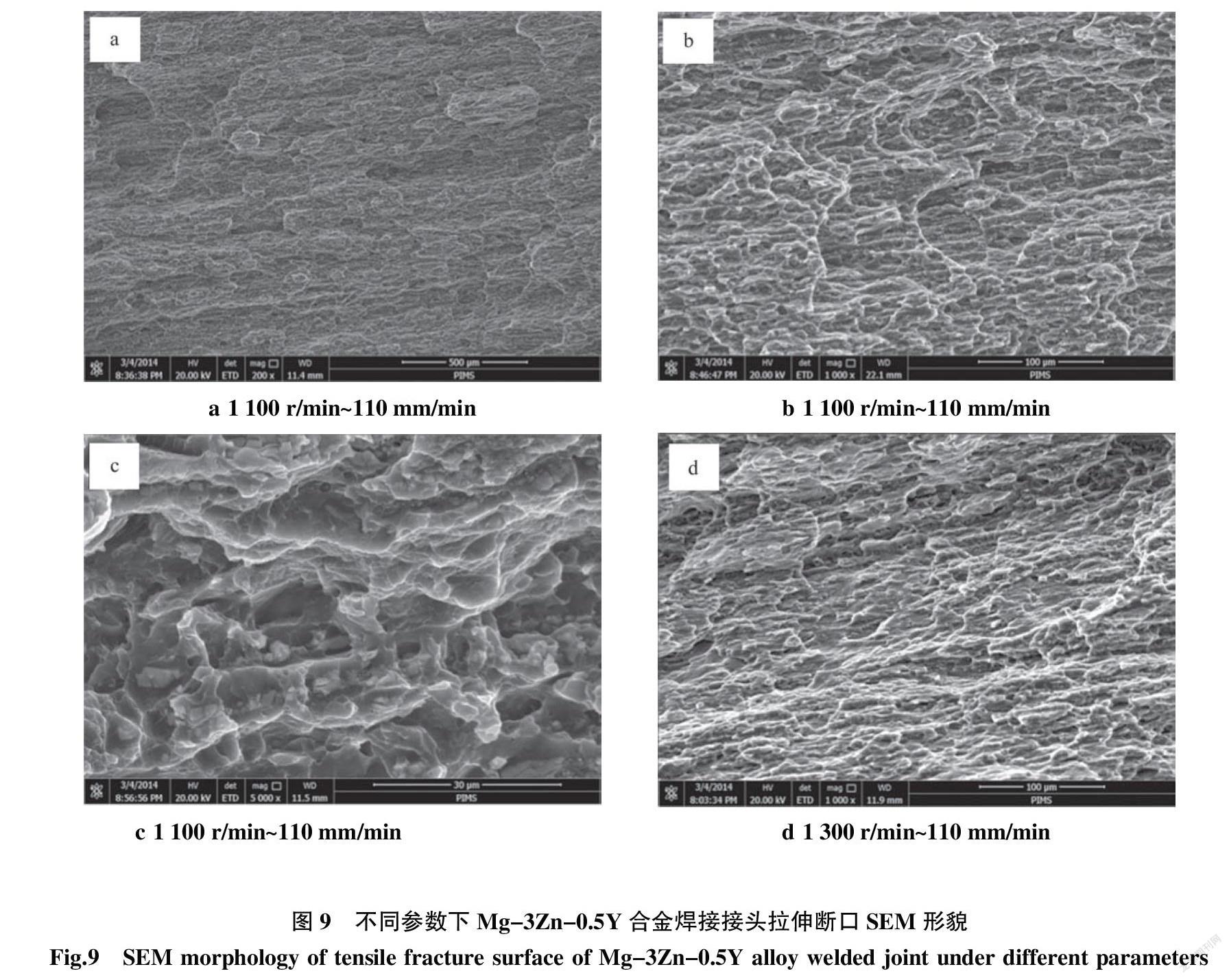
不同參數下Mg-3Zn-0.5Y合金FSW接頭的室溫拉伸斷裂形貌如圖9所示。由圖9可知,斷口主要由韌窩、撕裂棱及解理臺階組成,能夠判斷焊接接頭的主要斷裂模式為韌脆混合斷裂。
3 結論
(1)采用FSW成功焊接了厚度5 mm的Mg-3Zn
-0.5Y合金擠壓態板材,當攪拌頭轉速為1 100 r/min、焊速110 mm/min時,可得到綜合力學性能較優且表面良好無缺陷的焊縫,抗拉強度222.5 MPa,延伸率4.55%,抗拉強度達到母材性能的80.9%,但屈服強度和延伸率性能降低較大。
(2)Mg-3Zn-0.5Y合金FSW焊接接頭室溫拉伸的斷裂方式主要為韌脆混合斷裂,且斷口處韌窩底部存在第二相顆粒。
參考文獻:
[1] 范長增. 準晶研究進展(2011~2016)[J]. 燕山大學學報,?2016,40(2):95-107.
[2] Xu M,Teng X Y,Geng J W. Effect of cooling rateson sol-?idification and microstructure of rapidly solidified Mg57-?Zn37Y6 quasicrystal alloy[J]. Journal of Materials Research,?2015,30(21):3324-3330.
[3] Nagle T D,Cardoso Kátia Regina,Witor W,et al. The for-?mation of quasicrystal phase in Al-Cu-Fe system by mec-?hanical alloying[J]. Materials Research,2012,15(5):749-?752.
[4] 李雪辰,鄧輝,遲志艷,等. 準晶材科的結構特征和材料?特性的研究[J]. 裝備制造技術,2009(3):9-11.
[5] 張利明,董闖. 準晶材料性能及應用研究現狀[J]. 材料導?報,2000(1):22-24.
[6] 孟祥敏,佟百運,吳玉混. Al65Cu20Co15準晶體的力學?性能[J]. 金屬學報,1994(2):61-64.
[7] 朱先勇,于思榮,劉兆政. 普通凝固Mg-Zn-Y準晶材料?的摩擦磨損特性[J]. 摩擦學學報,2013(2):152-156.
[8] Luo Z P,Zhang S Q,Tang Y L,et al. On the Stable Qua-?sicrystals in Slowly Cooled Mg-Zn-Y Alloys[J]. Scripta?Metallurgica Et Materialia,1995(32):1411-1416.
[9] Lee J Y,Kim D H,Lim H K,et al. Effects of Zn/Y ratio on?microstructure and mechanical properties of Mg-Zn-Y al-?loys[J]. Materials Letters,2005,59(29-30):3801-3805.
[10] Bae D H,Kim S H,Kim D H,et al. Deformation behavior?of Mg-Zn-Y alloys reinforced by icosahedral quasicrysta-?lline particles[J]. Acta Materialia,2002,50(9):2343-2356.
[11] Singh A,Osawa Y,Somekawa H,et al. Ultra-fine grain size?and isotropic very high strength by direct extrusion of chill-?cast Mg-Zn-Y alloys containing quasicrystal phase[J]. Sc-?ripta Materialia,2011,64(7):661-664.
[12] Tong L B,Li X H,Zhang H J. Effect of long period stack-?ing ordered phase on the microstructure,texture and mec-?hanical properties of extruded Mg-Y-Zn alloy[J]. Materials?Science & Engineering A,2013(563):177-183.
[13] Su Z G,Li R G,An J,et al. Effect of Rolling Temperature?on the Microstructures and Mechanical Properties of Mg97-?Zn1-Y2 Magnesium Alloy[J]. Journal of Materials Engine-?ering & Performance,2010,19(1):70-76.
[14] Zhang H,Lin S B,Feng J C,et al. Defects formation pro-?cedure and mathematic model for defect free frictionstir?welding of magnesium alloy[J]. Materials and Design,2006?(27):805-809.
[15] 王國慶,趙衍華. 鋁合金的攪拌摩擦焊接[M]. 北京:中國?宇航出版社,2010.
[16] London B,Mahoney M W,Bingel B,et al. Experimental?methods for determining material flow in friction stir welds?[J]. Proceedings of the Third International Symposium on?Friction Stir Welding,2001(9):27-28.
[17] 欒國紅,關橋. 高效固相焊接新技術-攪拌摩擦焊[J]. 電?焊機,2005,35(9):258-263.
[18] 楊素媛,劉冬冬. 鎂合金攪拌摩擦焊的研究現狀與展望?[J]. 稀有金屬,2014(5):896-903.
[19] LI W Y,FU T,HUTSCH L,et al. Effects of tool rotational?and welding speed on microstructure and mechanical pro-?perties of bobbin-tool friction-stir welded Mg-AZ31[J]. Ma-?terials & Design,2014(64):714-720.
[20] Nakata KInoka,Inoki S,Nagano Y,et al. Weld ability off-?riction stir welding of AZ91D magnesium alloy thixomold-?edsheet[J]. Journal of Japan Institute of Light Metals,2001,?51(10):528-533.
[21] Xie G M,Ma Z Y,Geng L. Effect of microstructural evol-?ution on mechanical properties of friction stir welded ZK60?alloy[J]. Materials Science and Engineering:A,2008,486?(1-2):49-55.
[22] Xie G M. Microstructural evolution and mechanical prop-?erties of friction stir welded Mg-Zn-Y-Zr alloy[J]. Materials?Science and Engineering A,2007(471):63-68.
[23] Wang Y. Microstructural evolution and mechanical proper-?ties of Mg-Zn-Y-Zr alloy during friction stir processing[J].?Journal of Alloys and Compounds,2017(696):875-883.
[24] Lee C Y,Lee W B,Yeon Y M,et al. The Joint Character-?istics of Friction Stir Welded Mg-Zn-Y Alloy[J]. Materials?Science Forum,2005(475-479):555-558.
[25] Commin L,Dumont M,Masse J E,et al. Friction stir welding?of AZ31 magnesium alloy rolled sheets:influence of proce-?ssing parameters[J]. Acta Materialia,2009(57):326-334.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
