窄坡口等離子-MIG復合焊及焊接溫度場的數值模擬
2020-09-10 07:22:44田仁勇吳向陽張志毅徐鋒黃繼明金成
電焊機 2020年10期
田仁勇 吳向陽 張志毅 徐鋒 黃繼明 金成
摘要:對等離子-MIG復合焊接技術在窄坡口焊接中的應用進行了研究。結合數值模擬技術,采用旋轉體熱源+雙橢球組合熱源模型,對焊接溫度場進行了模擬計算;分析對比了等離子-MIG復合焊與傳統MIG焊接頭焊縫形態及焊接溫度場上的異同。實驗與數值模擬結果表明,等離子-MIG復合焊與傳統MIG焊均可獲得得成形良好的接頭;等離子-MIG復合焊具有更小的焊縫和熱影響區面積和更高的焊接效率;數值模擬與實驗結果吻合良好,采用組合熱源模型可較好地反映等離子-MIG復合焊的熱輸入特征。
關鍵詞:等離子-MIG復合焊;窄坡口;熱源模型;溫度場;數值模擬
中圖分類號:TG456.2 文獻標志碼:A 文章編號:1001-2303(2020)10-0035-05-05
DOI:10.7512/j.issn.1001-2303.2020.10.07
0 前言
等離子-MIG復合焊是將兩種成熟的焊接工藝方法——等離子焊與MIG弧焊結合在一起形成的一種新式復合焊接方法[1]。它利用了兩種焊接工藝的優點,焊接過程穩定、焊接效率高,且成本相對于激光-電弧復合焊接系統更加低廉,廣泛應用于碳鋼[2-3]、不銹鋼[4]以及鋁合金[5]的焊接。
復合電弧作用機理復雜[6],其焊接溫度場與傳統弧焊相比區別較大。焊接溫度場及其分布決定了焊接熔池和最終的焊縫成形。因此,系統地研究等離子-MIG焊接頭焊縫形態特征及其焊接溫度場對于制定和優化復合焊接至關重要。
本研究結合焊接數值模擬技術,對等離子-MIG復合焊在窄坡口構件焊接中的應用展開研究,基于旋轉體熱源模型+雙橢球組合熱源模型對等離子-MIG復合焊接過程溫度場進行模擬計算,并與傳統MIG焊進行對比分析,為探索等離子-MIG復合焊接機理、制定和優化復合焊接工藝提供支持。
1 實驗方法與材料
1.1 實驗材料
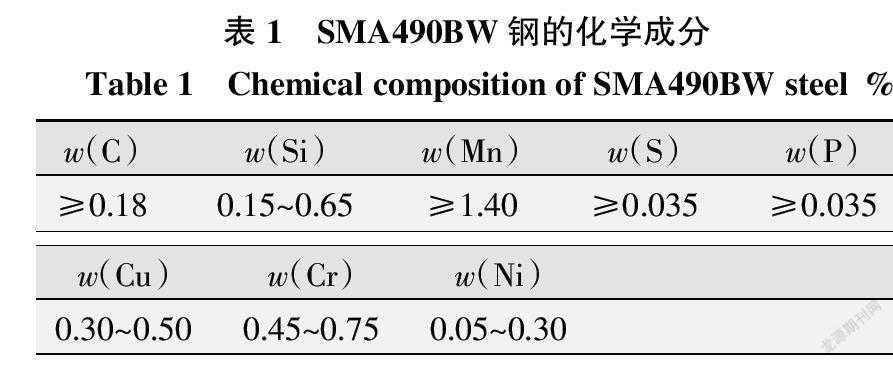
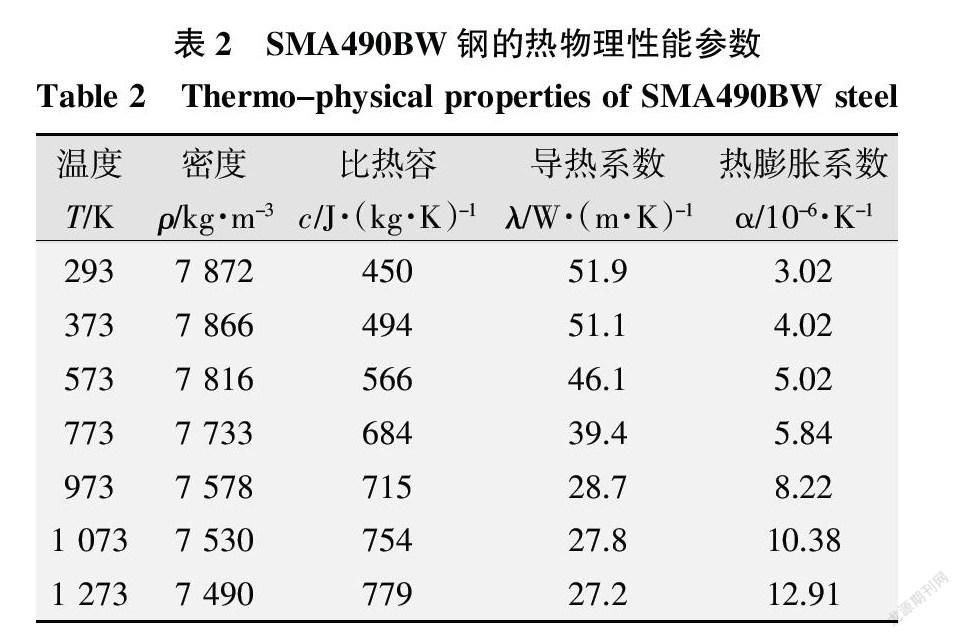
采用12 mm厚SMA490BW耐候鋼板材作為待焊材料,其化學成分及溫度相關熱物理性能分別如表1、表2所示。
1.2 實驗方法
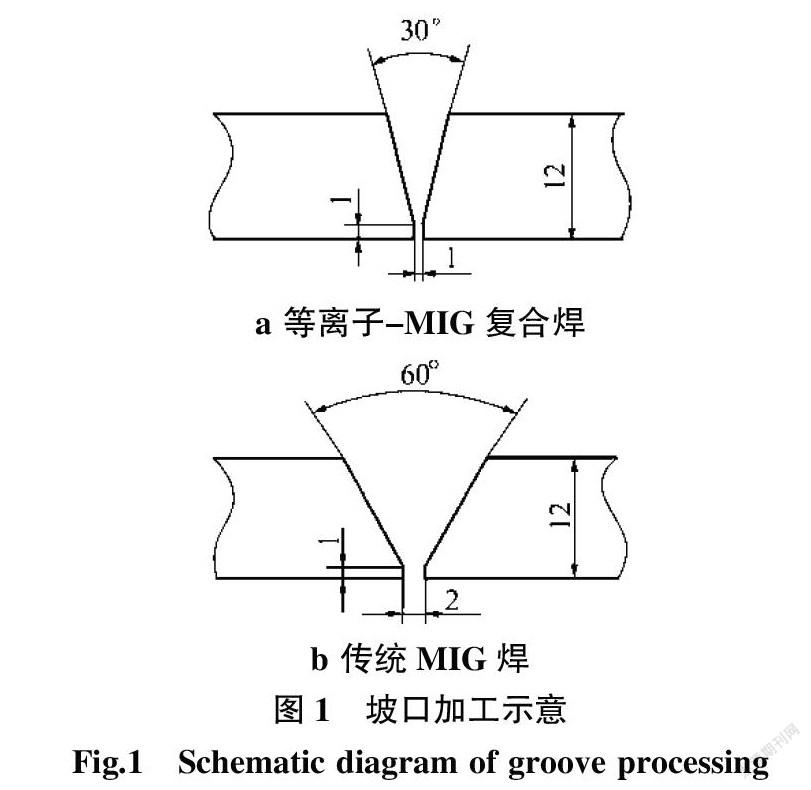
將實驗板材切割成尺寸為200 mm×100 mm×12 mm的對接待焊試板,對試板分別開30°與60°坡口,如圖1所示。
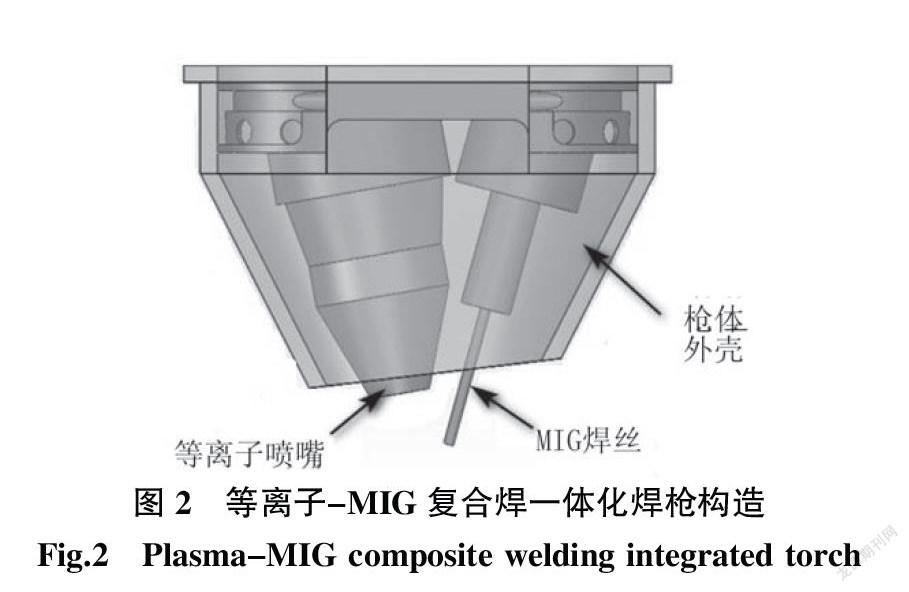
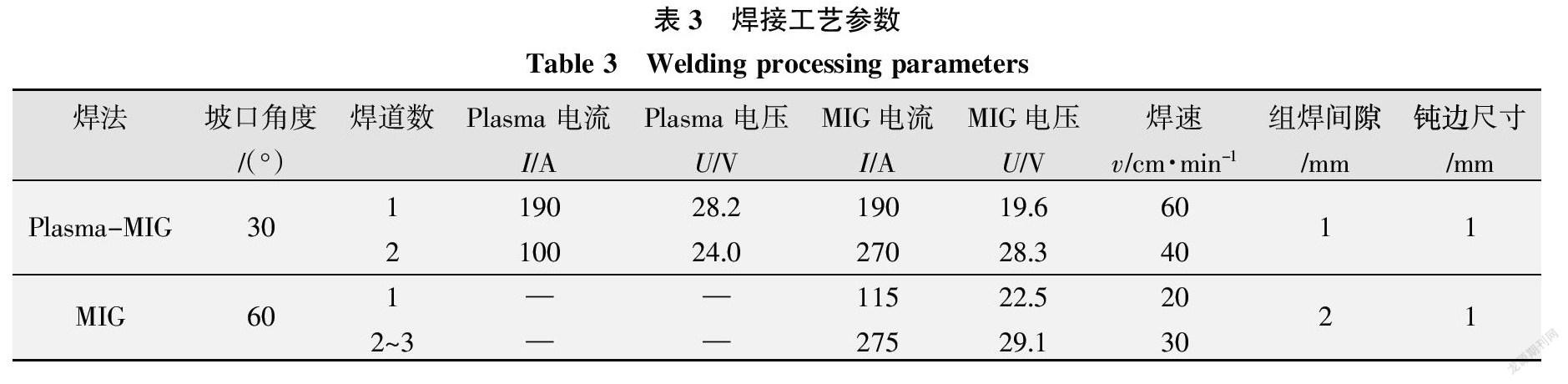
焊接實驗采用SUPER-MIG標準型等離子復合焊接電源,配備一體化焊槍,采用旁軸式設計,等離子焊在前,MIG焊在后,焊槍構造如圖2所示。MIG焊采用福尼斯 TPS4000數字化逆變焊機,完成實驗所需的傳統MIG焊接。兩種焊接方法的詳細工藝參數如表3所示。
3 焊接溫度場數值模擬
采用等比例尺寸分別建立傳統MIG焊與等離子-MIG復合焊焊件有限元模型。為兼顧計算效率與結果的準確性,采用過渡形式的網格劃分,等離子-MIG復合焊和傳統MIG焊模型中,焊縫處網格大小分別取0.5 mm與1.0 mm,而遠離焊縫區域則采用相對粗大的風格劃分。
計算中采用溫度相關材料屬性(見表2),并假定焊絲熔敷金屬具有與母材相同的熱物理參數,同時還考慮了對流與熱輻射散熱邊界條件。
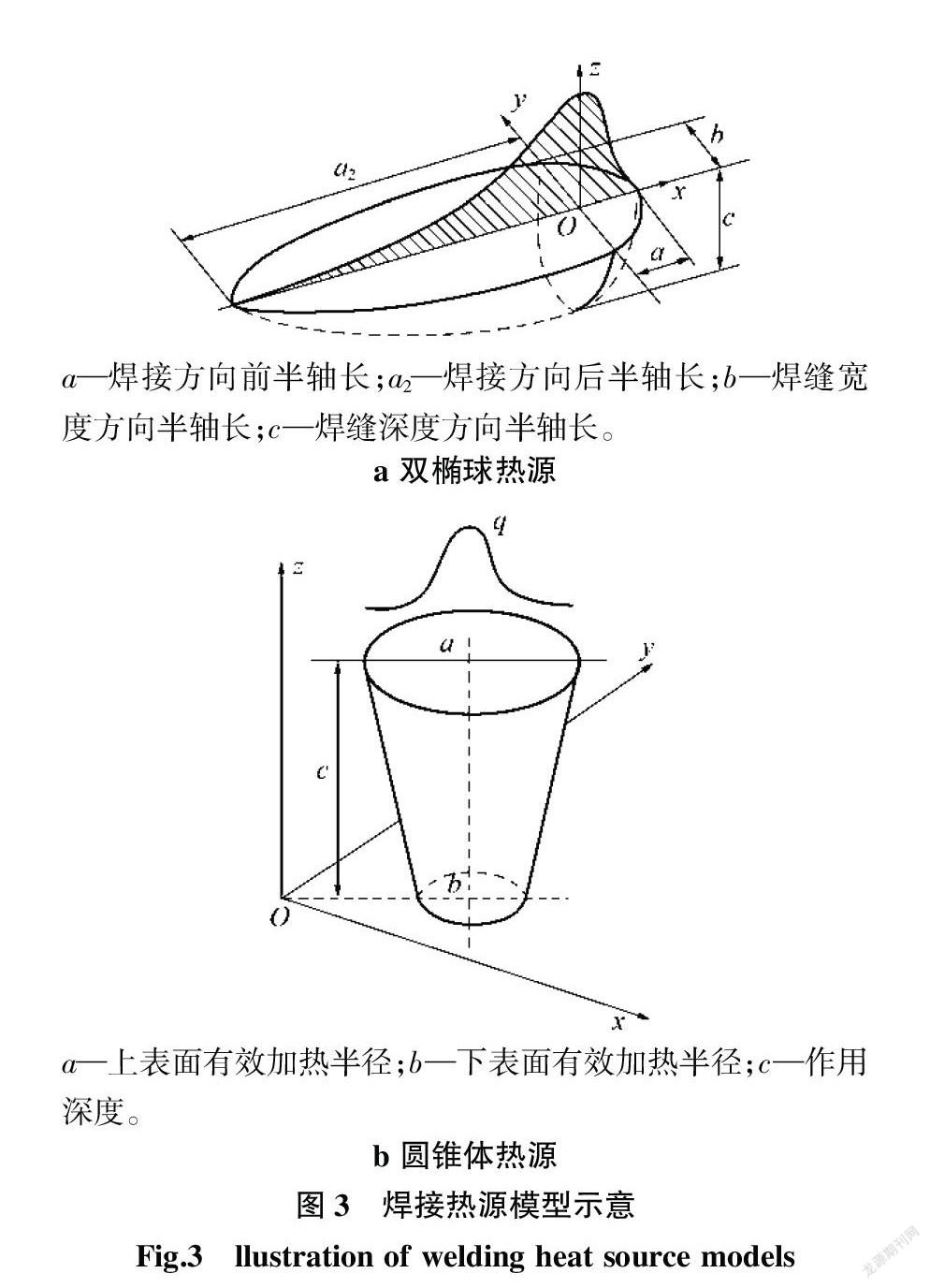
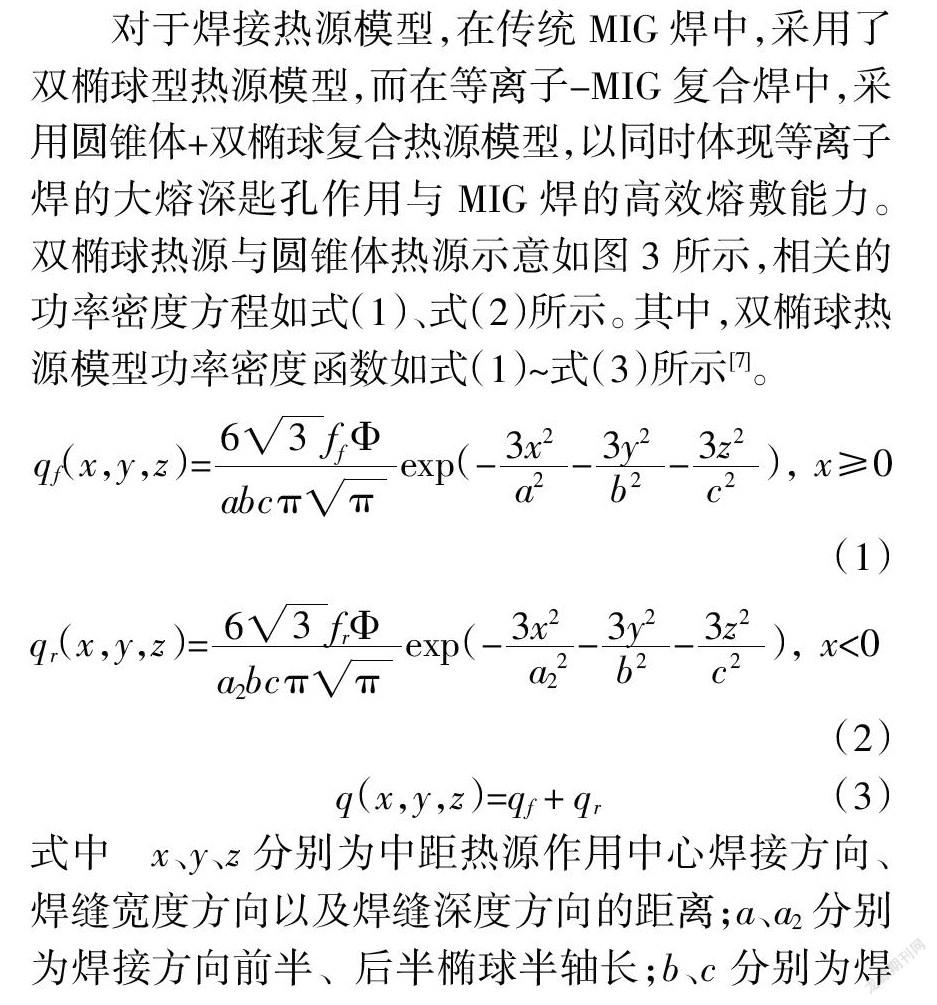
對于焊接熱源模型,在傳統MIG焊中,采用了雙橢球型熱源模型,而在等離子-MIG復合焊中,采用圓錐體+雙橢球復合熱源模型,以同時體現等離子焊的大熔深匙孔作用與MIG焊的高效熔敷能力。雙橢球熱源與圓錐體熱源示意如圖3所示,相關的功率密度方程如式(1)、式(2)所示。其中,雙橢球熱源模型功率密度函數如式(1)~式(3)所示[7]。
qf(x,y,z)=exp(---), x≥0 (1)
qr(x,y,z)=exp(---), x<0 (2)
q(x,y,z)=qf+qr(3)
式中 x、y、z分別為中距熱源作用中心焊接方向、焊縫寬度方向以及焊縫深度方向的距離;a、a2分別為焊接方向前半、后半橢球半軸長;b、c分別為焊縫寬度方向與深度方向橢球半軸長;f、fr分別為前、后半橢球的能量分配系數,且f+fr=2。
圓錐體熱源模型功率密度函數如式(4)、式(5)所示[8]:
q(r,z)=·(4)
r0(z)=a-(a-b)(5)
式中 r為距離熱源中軸線的距離;z為距離熱源底部平面的距離;a、b分別為圓錐體上、下表面有效加熱半徑;c為熱源作用深度。
4 結果與討論
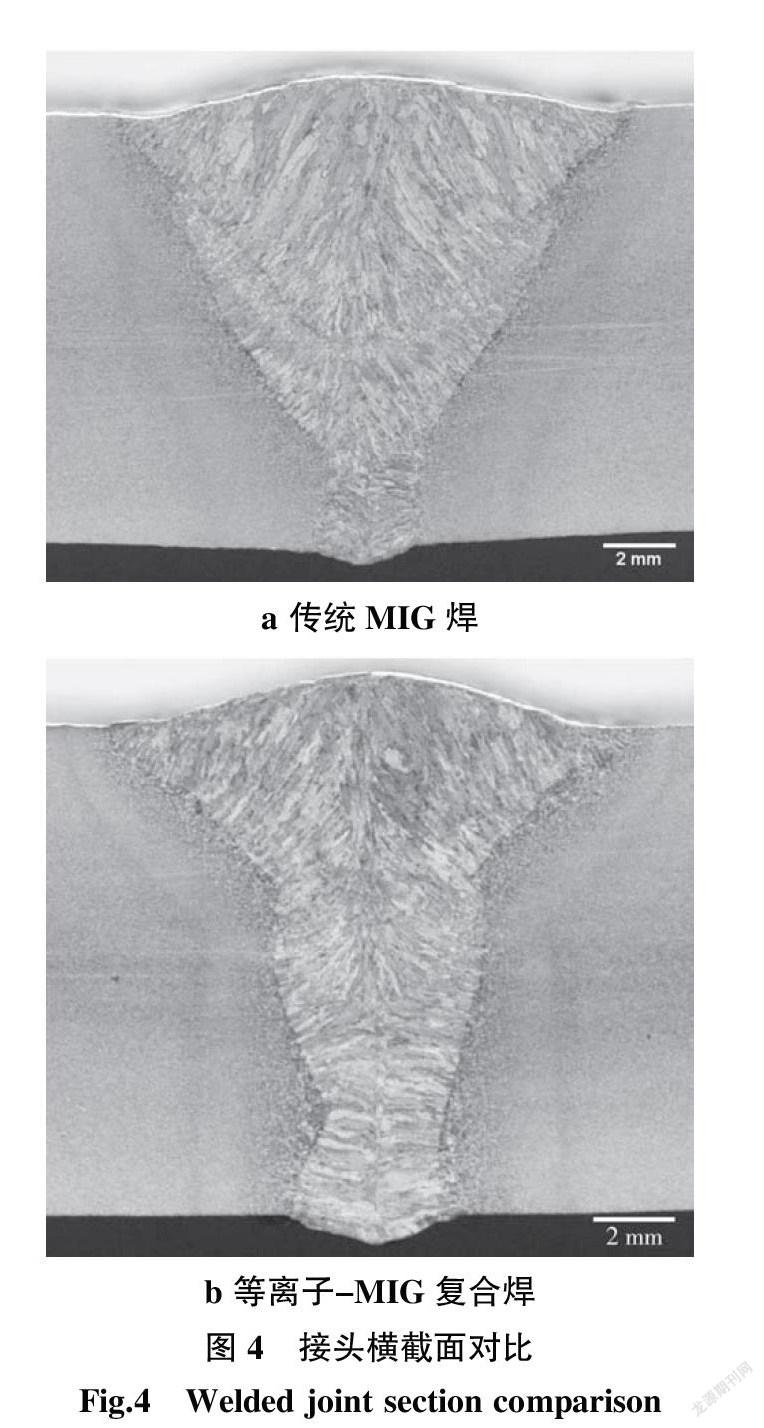
4.1 焊接接頭截面對比
傳統MIG焊與等離子MIG復合焊焊接接頭截面對比如圖4所示。可以看出,兩種焊接方法均得到了成形良好的接頭,但在焊縫形態上存在較大差異。傳統MIG焊焊縫截面呈倒三角形形態,蓋面處最大熔寬為13.5 mm,焊根處最小熔寬為2.58 mm。平均熱影響區寬度為3.1 mm。
而等離子-MIG復合焊接頭截面則呈明顯的釘型形態。這是由于其綜合利用了兩種熱源形式,其中等離子束穿透力強,利用其匙孔作用產生較大熔深;而MIG弧利用其熔敷能力強的特點,專注于蓋面的填充效應。等離子-MIG復合焊蓋面處最大熔寬與傳統MIG焊接近,達到11 mm,體現了較好的熔敷能力。熔寬隨熔深增加而迅速衰減,至熔深4 mm處衰減為3.6 mm左右,之后焊縫寬度基本保持一致。等離子-MIG復合焊焊縫截面72.5 mm2較傳統MIG焊截面面積98.77 mm2減小了26.6%,平均熱影響區寬度2.17 mm,為傳統MIG焊的70%。
由上述分析可知,釘子型焊縫非常適合于窄坡口接頭形式的焊接,既保證了接頭蓋面成形,又滿足了熔深要求,同時由于其較快的焊接速度和總焊道數的減小,效率提高了65.8%。
4.2 焊接溫度場
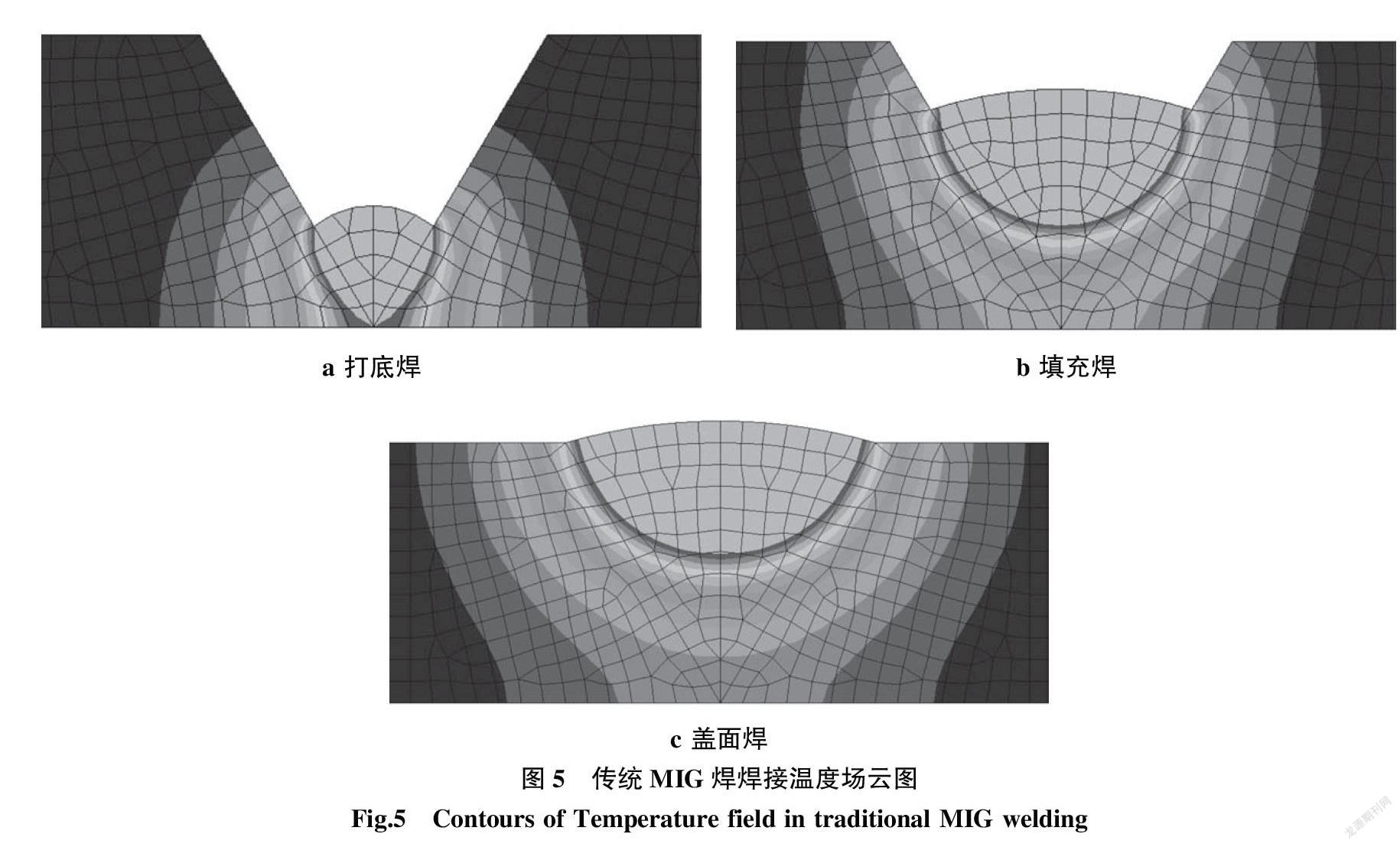
傳統MIG焊焊接溫度場云圖如圖5所示。
由圖5可知,模擬得到的MIG焊熔池形態與焊接實驗實測結果吻合較好,各焊道MIG焊熔池呈典型的橢球形態。最大熔寬比出現在第一焊道,為1.3;第二焊道次之,達0.9;第三焊道最小為0.6。打底焊比較注重背面的成形,熔寬比較大,而填充與蓋面焊則更注重坡口的填充與蓋面的成形而采用了較小的深寬比。由此可見,傳統MIG焊熔池深寬比還存在一定的局限,在本實驗工藝規范下,采用60°坡口較為適合。
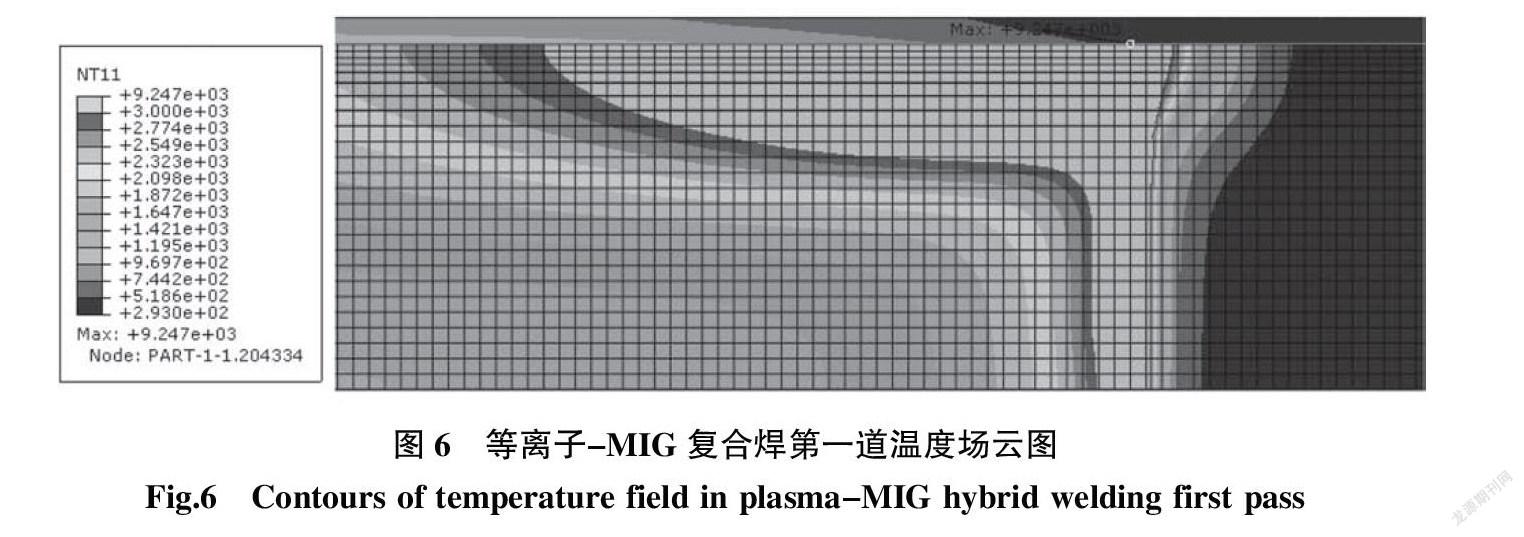
等離子-MIG復合焊第一道溫度場云圖如圖6所示。
由圖6可知,溫度場呈現典型的復合熱源形態,等離子束在前,溫度較高,熱源中心最高溫度可達9 247 K,產生匙孔效應,導致熔深較大。而MIG電弧在后,溫度較低,熔寬較大。首道焊中采用了較大的等離子電流和適中的MIG電流,以達到更大熔深,深寬比達到3.1;而在第二道焊中采用了較小的等離子電流和較大的MIG電流來完成坡口填充與蓋面,深寬比為1.1。由些可見,在等離子-MIG復合中,可以通過調節雙電源的功率匹配實現不同預期焊縫形態。
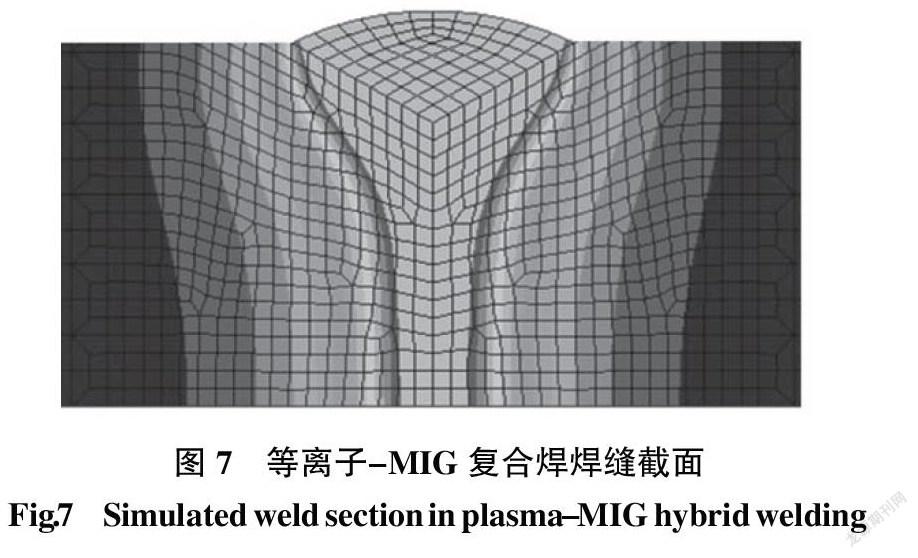
由于在復合焊溫度場中,最大熔深與最大熔寬并不處于同一截面中,將其拼接在同一圖中以便清楚地觀察等離子-MIG焊焊縫截面,如圖7所示。
由圖7可知,計算得到的最終焊縫截面形態呈現典型的釘子型,與實驗實測結果具有較好的一致性,說明采用雙橢球與圓錐體組合熱源能夠較好地描述等離子-MIG焊熱源形態。
5 結論
(1)等離子-MIG焊接頭在合適的焊接工藝參數下呈釘型形態,適合于窄坡口接頭形式的焊接。
(2)與傳統MIG焊相比,等離子-MIG焊具有更小的焊縫截面面積、更小的熱影響區和更高的焊接效率。
(3)采用旋轉體+雙橢球熱源模型可以較好地反映等離子-MIG焊的熱源功率分布特征。模擬焊縫形態與實驗實測值吻合良好。
參考文獻:
[1] 王長春. 全新的技術突破-等離子MIG復合焊工藝[J].?現代焊接,2010(11):18-22.
[2] 孫彥文. Q345B鋼等離子-MAG復合焊工藝研究[D]. 陜?西:西安交通大學,2015.
[3] 王旭平. 等離子-MIG復合熱源焊接工藝研究[D]. 北京:北?京工業大學,2014.
[4] 張成銘. 奧氏體不銹鋼薄板等離子-MAG復合熱源焊?接工藝研究[D]. 遼寧:大連交通大學,2015.
[5] Ono K,Liu Z,Era T,et al. Development of a Plasma MIG?Welding System for Aluminium[J]. Welding International,?2009,23(23):805-809.
[6] 紀昂. 等離子-TIG 復合焊接電弧物理特性及工藝研究.?黑龍江:哈爾濱工業大學,2016.
[7] John A. Goldak. Computational Welding Mechanics[M].?New York:Springer Verlag,2005.
[8] Wu C S,Wang G,Zhang Y M. A New Heat Source Model?for Keyhole Plasma Arc Welding in FEM Analysis of the?Temperature Profile[J]. Welding Journal,2006,85(12):?284-291.
