厚板鋁合金激光填碎絲焊接工藝研究
2020-09-10 07:22:44胡廣勝單清群曹春鵬
電焊機(jī) 2020年10期
胡廣勝 單清群 曹春鵬
摘要:采用激光填碎絲焊焊接厚板6005A鋁合金,通過(guò)高速攝像儀觀察并記錄熔池波動(dòng)狀態(tài),研究離焦量對(duì)激光填碎絲焊工藝的影響。結(jié)果表明,當(dāng)離焦量為0時(shí),光斑小,能量密度和沖擊力大,劇烈反應(yīng)的液態(tài)焊絲阻礙熔池中匙孔的穩(wěn)定形成,使整個(gè)焊接過(guò)程不穩(wěn)定,伴隨著出現(xiàn)大量飛濺和周期性細(xì)孔。正離焦和負(fù)離焦均可以增大光斑直徑,提高焊接過(guò)程的穩(wěn)定性,且正離焦的效果優(yōu)于負(fù)離焦,在激光填碎絲焊中宜采用正離焦。對(duì)于16 mm厚6005A鋁合金,焊接速度6 mm/min、離焦量+5 mm、激光功率6 kW的激光填碎絲焊可以獲得成形良好的焊縫;焊縫中心硬度值最低,為54 HV;由于焊縫中心氣孔數(shù)量較多,焊接接頭的抗拉強(qiáng)度為173.25 MPa。
關(guān)鍵詞:厚板鋁合金;激光填碎絲焊;離焦量;焊縫成形
中圖分類(lèi)號(hào):TG456.7 文獻(xiàn)標(biāo)志碼:A 文章編號(hào):1001-2303(2020)10-0040-04
DOI:10.7512/j.issn.1001-2303.2020.10.08
0 前言
6XXX系鋁合金因具有優(yōu)良的導(dǎo)電性、耐蝕性,且工藝性能良好、密度小、質(zhì)量輕、強(qiáng)度中等,可加工成各種型材,在軌道交通領(lǐng)域獲得了廣泛應(yīng)用,成為車(chē)體輕量化應(yīng)用最為廣泛的有色金屬材料[1-2]。隨著鋁合金車(chē)體中焊接結(jié)構(gòu)件的要求日益嚴(yán)格,鋁合金焊接技術(shù)成為現(xiàn)代焊接的研究熱點(diǎn)[3-4]。填絲焊雖然能夠通過(guò)焊絲加入合金成分[5-6],但是在進(jìn)行激光填絲焊的厚板對(duì)接時(shí),由于焊縫坡口過(guò)深,為了填滿焊縫需進(jìn)行多道焊接,繁瑣的操作工序不符合實(shí)際生產(chǎn)高效高質(zhì)的原則,并且多層多道焊中多次熱輸入會(huì)加劇熱變形,導(dǎo)致焊縫坡口尺寸變化,增大后續(xù)焊道的焊接難度[7-8]。為了減少或避免以上問(wèn)題,引入一種在激光焊接過(guò)程中填入碎絲的新型填絲方法。文中通過(guò)改變厚板鋁合金激光填碎絲焊焊接工藝參數(shù),觀察焊縫成形,研究離焦量對(duì)激光填碎絲焊焊接厚板6005A鋁合金的影響,以優(yōu)化焊接工藝。
1 試驗(yàn)材料與方法
試驗(yàn)用母材為16 mm厚6005A鋁合金,是 Al-Mg-Si 系可熱處理強(qiáng)化鋁合金,供貨狀態(tài)為T(mén)6,化學(xué)成分如表1所示。所用焊絲為ER4047鋁硅焊絲,直徑1.2 mm,化學(xué)成分如表2所示。
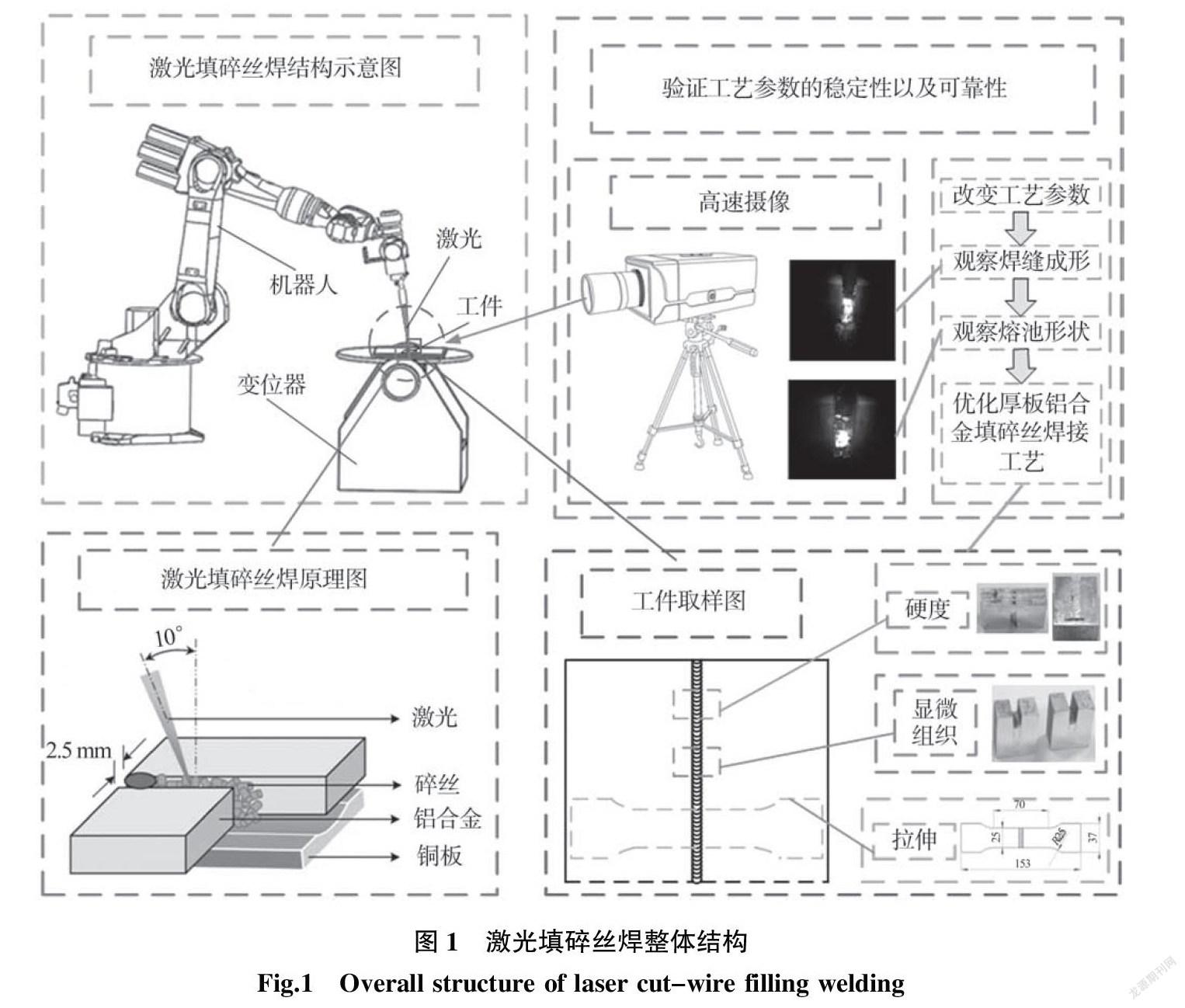
激光填碎絲焊是將鋁合金焊絲制成2 mm左右的圓柱形顆粒后填充到母材焊縫中,用單激光作為熱源實(shí)現(xiàn)鋁合金厚板的對(duì)接。試驗(yàn)方法如圖1所示。試驗(yàn)所采用的激光發(fā)生器是10 000高功率光纖激光器,其最大功率為10 kW,利用CR5000X2高速攝像儀觀察并記錄熔池波動(dòng)狀態(tài)。
分別測(cè)試熱影響區(qū)、母材和焊縫中心硬度,以判斷材料的焊接性。利用自動(dòng)維氏硬度測(cè)試儀測(cè)量焊接接頭的顯微硬度。試驗(yàn)過(guò)程中加載力300 gf,加載時(shí)間15 s,試驗(yàn)力的保持時(shí)間10 s,卸載時(shí)間為5 s,測(cè)試點(diǎn)間隔均為0.5 mm。
進(jìn)行機(jī)械拋光后,利用Keller試劑(95 ml水+2.5 ml硝酸+1.5 ml鹽酸+1 ml氟化氫)對(duì)金相表面進(jìn)行10 s左右的腐蝕,觀察焊縫截面形貌。
拉伸試驗(yàn)中拉伸速率選取5 mm/min,并觀察焊接接頭拉伸斷口特征。
2 結(jié)果與討論
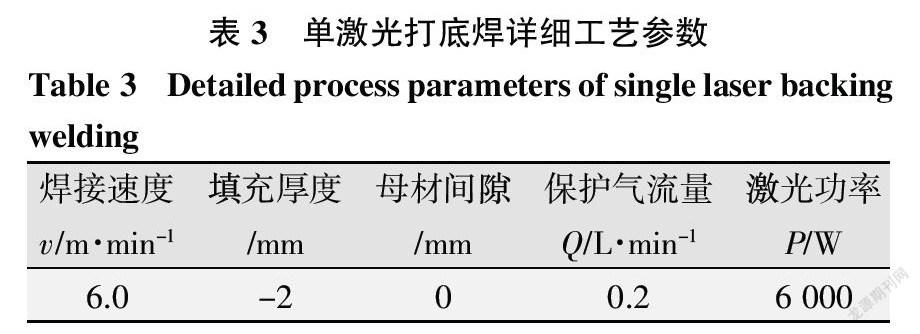
試驗(yàn)采用單激光自熔焊打底,焊接工藝參數(shù)如表3所示,用激光填碎絲焊對(duì)坡口進(jìn)行單道填充焊,焊接工藝參數(shù)如表4所示。該試驗(yàn)采用單一變量的方法,探究離焦量對(duì)激光填碎絲焊接過(guò)程的影響。
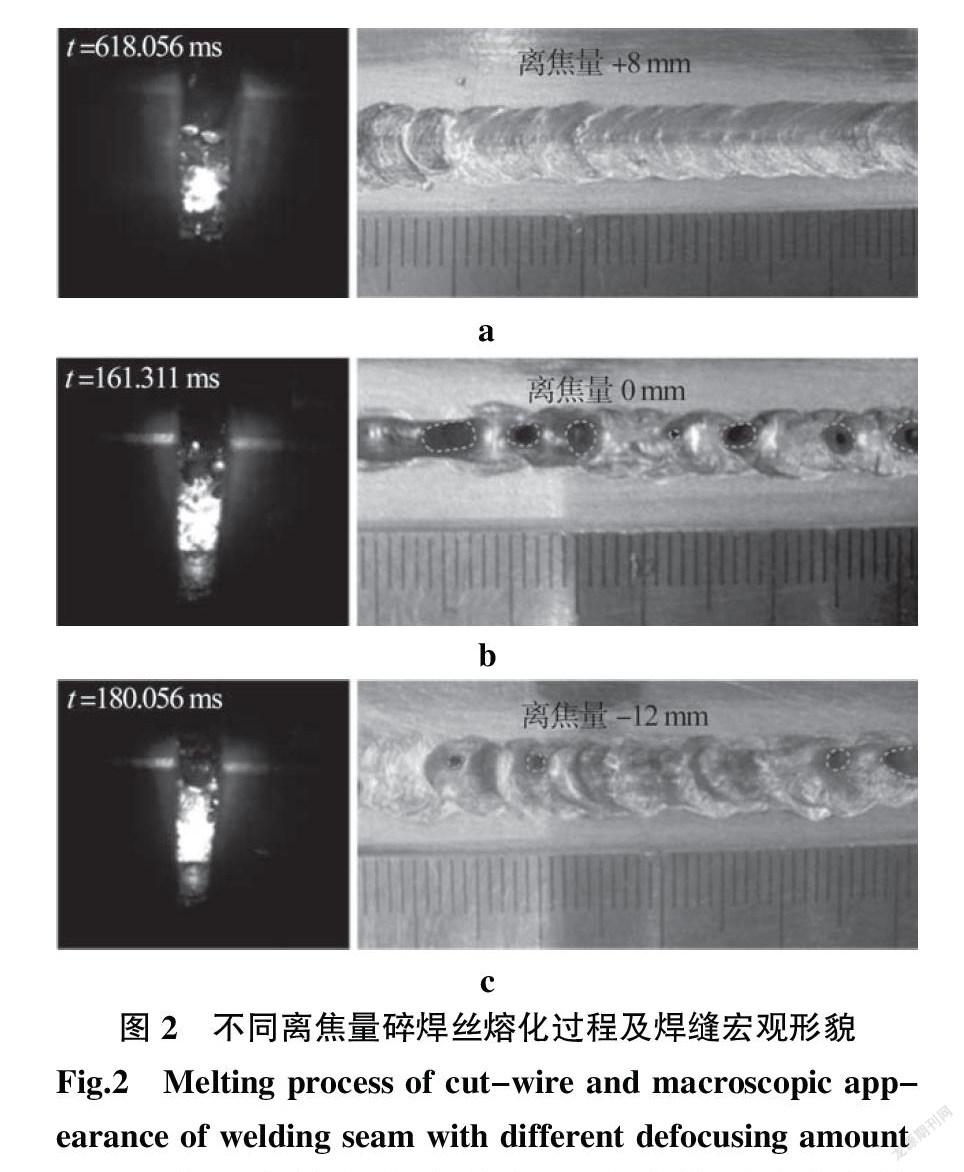
不同離焦量下碎絲熔化過(guò)程和焊縫成形如圖2所示。由圖2a可知,離焦量+8 mm時(shí)的焊縫表面成形平整良好,表面出現(xiàn)光滑規(guī)則的魚(yú)鱗紋,飛濺小。但是存在明顯的未熔合缺陷。原因是焊接過(guò)程中匙孔形成穩(wěn)定,焊接過(guò)程穩(wěn)定,焊縫成形較好,但是激光功率略小、離焦量過(guò)大導(dǎo)致激光能量密度分散,激光在熔化碎焊絲后沒(méi)有足夠的穿透力使母材熔化,從而導(dǎo)致未熔合缺陷出現(xiàn)。
由圖2b可知,離焦量為0 mm的焊縫表面成形極差,并且有周期性的孔洞出現(xiàn),如圖中虛線圓圈標(biāo)示,此焊接過(guò)程伴隨著大量飛濺。原因是離焦量為0 mm時(shí),光斑能量密度最大,高密度能量的光斑快速熔化碎絲后不斷地沖擊熔池,表面形成周期性的細(xì)孔,熔池中匙孔形成后被劇烈反應(yīng)的液態(tài)金屬封閉,導(dǎo)致大量飛濺的出現(xiàn)和焊接過(guò)程的不穩(wěn)定。
由圖2c可知,離焦量-12 mm的焊縫表面成形較差,也伴有少量細(xì)孔出現(xiàn),如圖2c中虛線圓圈標(biāo)示。這是因?yàn)殡x焦量-12 mm下的激光光斑較大,能量密度不高,熔池反應(yīng)不劇烈,焊接過(guò)程飛濺較小。
綜上所述,離焦量對(duì)填碎絲焊接過(guò)程的焊絲熔化和熔池反應(yīng)有較大影響。離焦量為零時(shí),激光光斑小,激光能量密度高,沖擊力強(qiáng),劇烈反應(yīng)的液態(tài)焊絲阻礙了熔池中匙孔的穩(wěn)定形成,導(dǎo)致整個(gè)焊接過(guò)程不穩(wěn)定,出現(xiàn)大量飛濺和周期性細(xì)孔。通過(guò)增大或減小離焦量,焊縫成形得到明顯改善,且正離焦優(yōu)化效果強(qiáng)于負(fù)離焦。
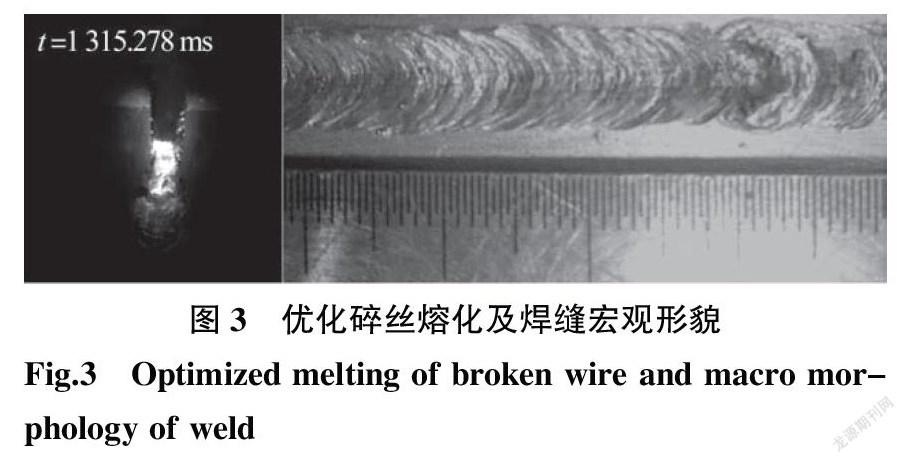
根據(jù)以上分析,設(shè)定了一個(gè)較優(yōu)的激光碎絲焊工藝參數(shù)進(jìn)行驗(yàn)證,如表5所示。優(yōu)化后的碎絲熔化及焊縫宏觀形貌如圖3所示。
由圖3可知,優(yōu)化后的焊縫表面成形平整良好,出現(xiàn)光滑規(guī)則的魚(yú)鱗紋。焊接過(guò)程中液態(tài)金屬與母材熔合狀態(tài)較好且無(wú)大量飛濺,此結(jié)果初步證明優(yōu)化效果明顯。
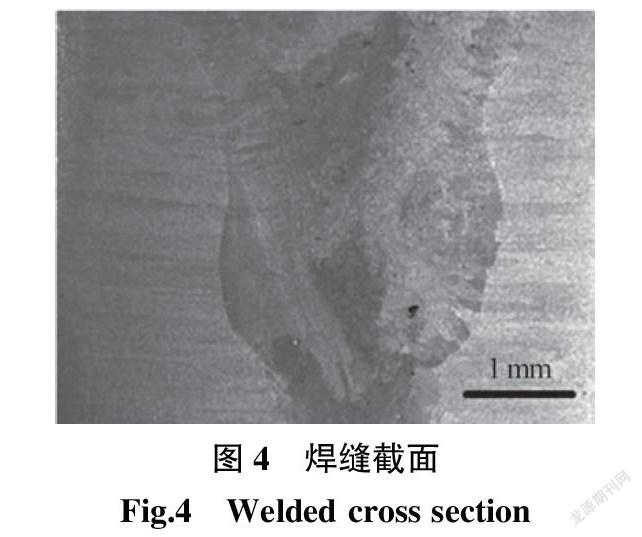
激光填碎絲焊縫截面如圖4所示。可以看出,焊縫橫截面比較對(duì)稱(chēng),母材焊縫界限明顯,熔合區(qū)清晰明顯,焊接對(duì)接整齊、無(wú)錯(cuò)邊,并且腐蝕后母材焊縫界限明顯,熔合區(qū)清晰明顯,說(shuō)明焊縫母材熔合情況較為良好。但是有少量氣孔出現(xiàn),尺寸較小的圓亮球形氣孔較多,且大多處于熔池上層。分析認(rèn)為這些氣孔形成于焊縫金屬的凝固階段,原因是氫在鋁合金中的溶解度隨溫度的降低而減小。在液態(tài)熔池的凝固過(guò)程中,氫主要以氫分子的形態(tài)析出,但是鋁合金激光焊熔池冷卻速度快,凝固時(shí)間短,氫分子難以上浮出熔池,于是大量的氫以氣泡形式殘留在焊縫中,形成氫氣孔。焊縫表面存在幾個(gè)形狀較不規(guī)則的大尺寸氣孔,分析認(rèn)為此類(lèi)氣孔屬于工藝氣孔,形成原因是間隙中填入的碎絲分布排列不均勻,碎絲之間的間隙中的空氣沒(méi)有及時(shí)浮出形成的。
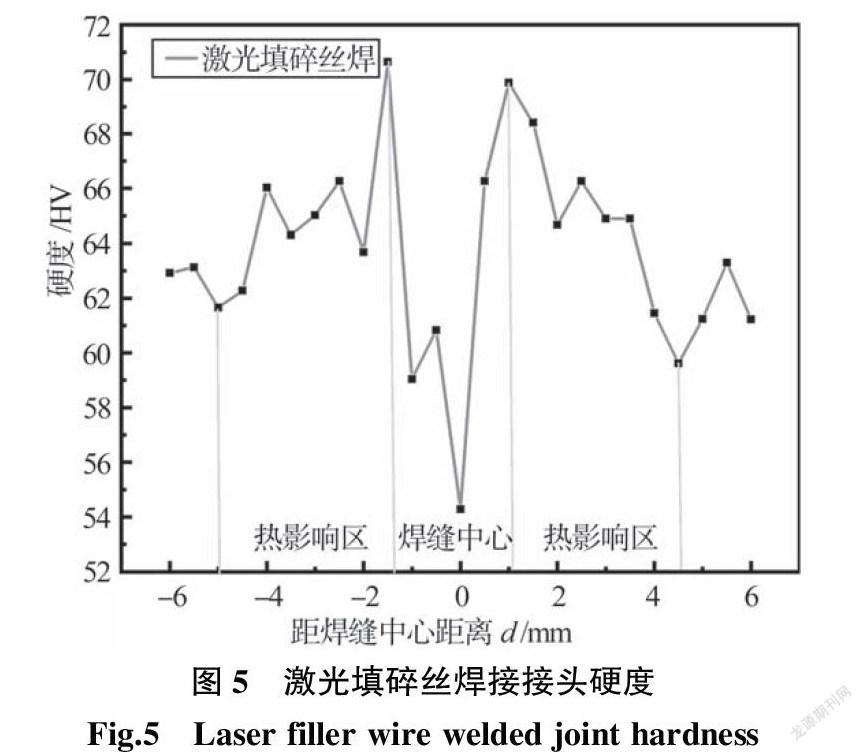
焊接過(guò)程中受熱循環(huán)的影響焊接接頭不同區(qū)域有的強(qiáng)度和硬度不同。測(cè)量焊接接頭焊縫中心、熱影響區(qū)、母材的硬度分布,如圖5所示。激光填碎絲焊焊縫中心處的硬度最低,且隨著距焊縫中心距離的增大,硬度逐漸增大,在熱影響區(qū)內(nèi)距焊縫中心約1.5 mm處又降低,并逐漸減小至母材硬度。焊縫中心處硬度最低是因?yàn)樵诩す鉄嵩吹闹苯幼饔孟拢缚p中心處溫度最高,構(gòu)成強(qiáng)化相的Mg、Cu、Zn等元素的活性較大,在焊縫冷卻過(guò)程中析出時(shí),以極快的速度聚集長(zhǎng)大,造成共格畸變減弱,對(duì)位錯(cuò)作用的阻礙減弱,導(dǎo)致中心處的硬度最低。
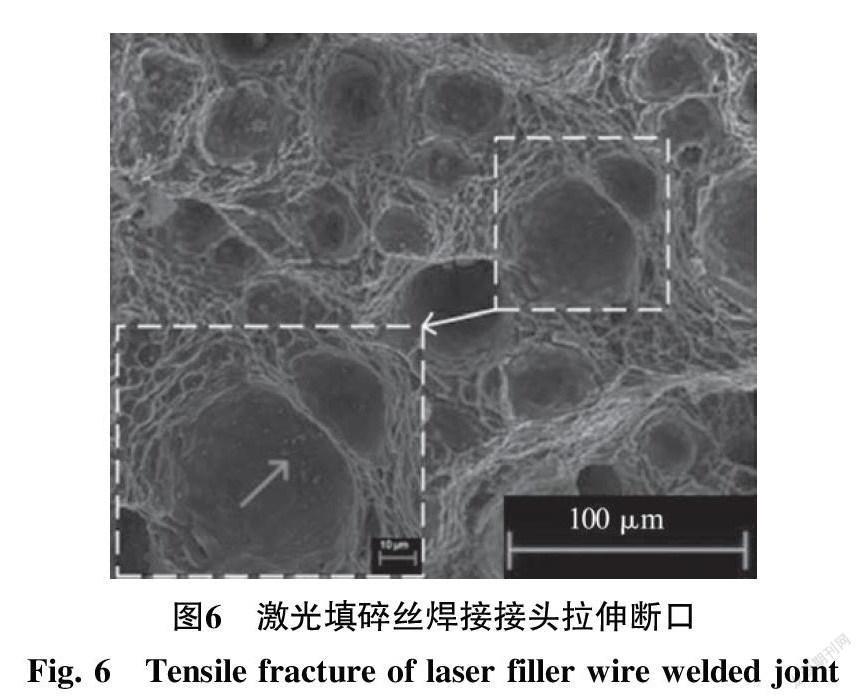
拉伸試驗(yàn)結(jié)果顯示激光填碎絲焊接接頭的抗拉強(qiáng)度為173.25 MPa,沿焊縫中心斷裂,說(shuō)明焊縫中心強(qiáng)度較其他區(qū)域弱,其主要原因是焊縫中心存在氣孔,導(dǎo)致截面的有效承載面積減小,從而引起斷裂。焊接接頭的拉伸斷口如圖6所示。焊接接頭中存在明顯的大而深的韌窩,說(shuō)明鋁合金激光填碎絲焊接接頭塑性良好,韌窩底部有少量的顆粒狀?yuàn)A雜物,如灰色箭頭指向處。
3 結(jié)論
文中通過(guò)高速攝像觀察并記錄熔池波動(dòng)狀態(tài),研究離焦量對(duì)激光填碎絲焊焊接厚板6005A鋁合金的影響,得出以下結(jié)論:
(1)通過(guò)改變激光填碎絲焊中離焦量,發(fā)現(xiàn)離焦量為零時(shí),激光光斑過(guò)大的能量密度和沖擊力,劇烈反應(yīng)的液態(tài)焊絲阻礙熔池中匙孔的穩(wěn)定形成,使得整個(gè)焊接過(guò)程不穩(wěn)定,并出現(xiàn)大量飛濺和周期性細(xì)孔。通過(guò)增大或減小離焦量,焊縫成形可得到明顯改善,且正離焦優(yōu)化效果強(qiáng)于負(fù)離焦,在激光填碎絲焊中宜采用正離焦。
(2)對(duì)于16 mm厚6005A鋁合金,焊接速度為6 mm/min、離焦量為+5 mm、激光功率為6 kW的激光填碎絲焊可得到成形良好的焊縫。
(3)焊接接頭焊縫中心硬度值最低,為54 HV;由于焊縫中心氣孔數(shù)量較多,焊接接頭的抗拉強(qiáng)度為173.25 MPa。
參考文獻(xiàn):
[1] 李小婷,朱寶華. 鋁合金激光焊接[J]. 電焊機(jī),2015,45?(2):122-126.
[2] 楊志斌. 鋁合金機(jī)身壁板結(jié)構(gòu)雙側(cè)激光焊接特征及熔?池行為研究[D]. 黑龍江:哈爾濱工業(yè)大學(xué),2013.
[3] 吳孟武,華林,周建新,等. 導(dǎo)熱鋁合金及鋁基復(fù)合材料?的研究進(jìn)展[J]. 材料導(dǎo)報(bào),2018(09):1486-1495.
[4] 彭進(jìn). 鋁合金激光液態(tài)填充焊的匙孔與熔池動(dòng)態(tài)行為?研究[D]. 黑龍江:哈爾濱工業(yè)大學(xué),2016.
[5] 許飛,陳俐,鞏水利,等. 填充焊絲對(duì)6061鋁合金激光焊?縫成形的影響[J]. 航空精密制造技術(shù),2012,48(05):40-?42.
[6] 余陽(yáng)春. 激光填絲焊的焊絲熔入行為及工藝研究[D]. 湖?北:華中科技大學(xué),2010.
[7] Li R,Wang T,Wang C,et al. A study of narrow gap laser?welding for thick plates using the multi-layer and multi-?pass method[J]. Optics & Laser Technology,2014(64):172-?183.
[8] 張智慧. 7A52鋁合金厚板窄間隙激光填絲焊接特性及組?織性能調(diào)控研究[J]. 黑龍江:哈爾濱工業(yè)大學(xué), 2018.
