焊后熱處理對P92鋼焊接接頭顯微組織和力學性能的影響
2020-09-10 07:22:44丁光柱郭未昀孫松濤李世會胡傳華李紅武李報王順興
電焊機 2020年10期
丁光柱 郭未昀 孫松濤 李世會 胡傳華 李紅武 李報 王順興


摘要:通過試驗研究了不同熱處理方式下P92鋼焊接接頭的組織性能變化。結果表明:所有試樣的拉伸斷口均位于非焊縫區,焊縫處的拉伸性能好于母材區域。在低于700 ℃溫度下保溫60 min后,焊縫硬度高于母材,焊縫硬度值在35~45 HRC,母材硬度約為20 HRC,對焊縫區硬度無改善;760 ℃保溫90 min焊后熱處理后焊縫組織接近原始母材組織,為回火屈氏體,組織均勻細小,焊接硬度明顯下降且接近母材,為最佳焊后熱處理工藝。
關鍵詞:P92鋼;焊后熱處理;組織;性能
中圖分類號:TG156 文獻標志碼:A 文章編號:1001-2303(2020)10-0044-06
DOI:10.7512/j.issn.1001-2303.2020.10.09
0 前言
P92鋼具有高持久強度和蠕變性能等特點,被越來越多地應用于超超臨界壓力發電機組主蒸汽管、再熱段管道等部件[1]。微觀組織對管道服役表現有著極其重要的影響,因此改善其焊后微觀組織顯得尤為重要。通過對焊接接頭進行焊后熱處理,可以起到改善接頭組織、減小接頭應力等作用[2]。目前,隨著需焊后熱處理接頭數量、焊后熱處理所需時間和材料壁厚增加導致的溫度場惡化,傳統的加熱方法和工藝已無法滿足工程進度要求和工程質量要求。在安裝焊縫中,這些接頭約占總安裝焊接接頭的90%,以1臺1 000 MW機組為例,需要進行焊后熱處理的小徑管焊接接頭約為25 000道。提高其焊后熱處理質量對于提高工程進度、降低工程成本和保證工程品質具有重要意義。
文中主要研究了不同焊后熱處理方式對P92鋼焊接接頭的組織性能影響,找出改善P92鋼接頭組織性能的最佳焊后熱處理方案。
1 試驗材料與方法
選用SA335 P92鋼管作為研究對象,規格為φ44.5×8 mm,焊接方法為氬弧焊打底、焊條電弧焊填充蓋面,開V型坡口。原始管材如圖1所示。熱處理工藝為1 060 ℃淬火+760 ℃回火。
試樣嚴格按照國家標準GB/T 2651-2008要求取樣和加工,共取16個拉伸試樣與16個硬度試樣,并在其中各取12個進行熱處理試驗,試驗方案如表1所示。
采用普通箱式電阻爐在對應溫度對2~6組試樣進行保溫,采用可控升溫速度的箱式電阻爐對7~12組試樣進行相應熱處理,之后進行拉伸試驗、硬度試驗和金相實驗。
觀察試樣顯微組織,腐蝕劑選用FeCl3固體:水=35∶65(質量比)的配比配成溶液[3],FeCl3溶液溫度為30~50 ℃,腐蝕時間20~40 s,之后進行取樣拍照。
2 試驗結果與分析
2.1 拉伸結果分析
將12個拉伸試樣的厚度(8 mm)及寬度(6 mm)輸入計算機軟件Letryyl并進行標準化拉伸試驗后得出不同試樣所承受載荷最大值、應力最大值、屈服強度以及彈性模量,具體數據如表2所示。
拉伸斷裂區域均位于非焊縫的其他區域,具體如圖2所示。可以看出,所有拉伸試樣的屈服強度和最大應力值差別幅度不大,且斷口都位于母材區或焊接熱影響區。由此可見,不同焊后熱處理后焊縫區域的屈服強度均較高,抗拉性能較好。
2.2 硬度測量結果分析
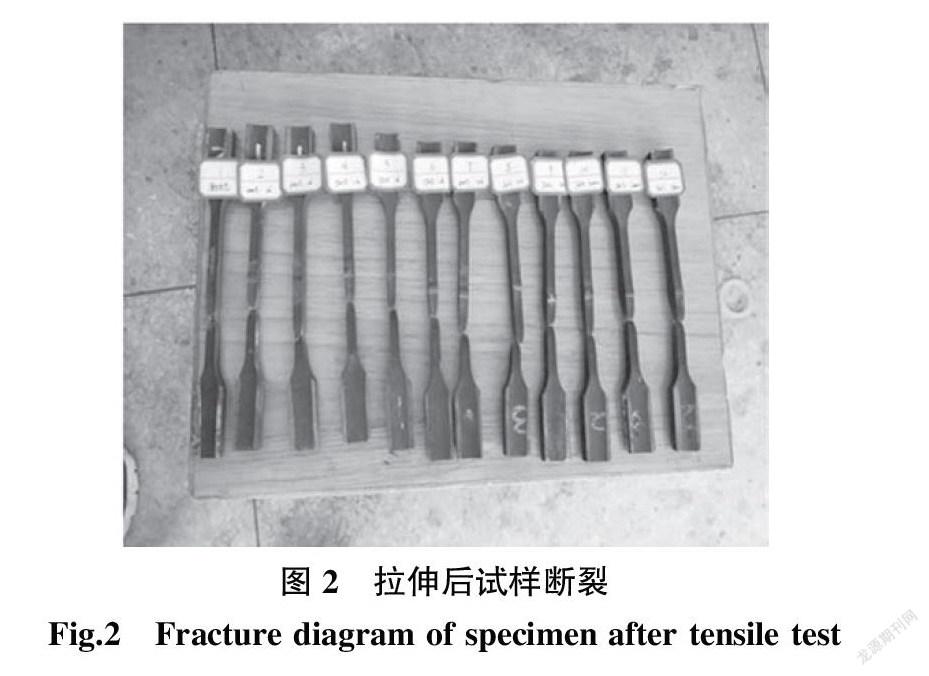
以焊縫的某一邊緣為0點,向試樣兩邊每隔3 mm取點,較短邊取點-1、-2、-3、-4,較長邊取點1、2、3、4、5、6、7、8、9、10。測量各點洛氏硬度,以標記點的數字作為橫軸坐標,每個點對應洛氏硬度值為縱軸坐標作圖。
1號、3號、4號、5號試樣的硬度曲線如圖3所示,兩條曲線分別表示試樣兩個對應側面的硬度值情況。可以看出,1號、3號、4號試樣的硬度值在焊縫區與熱影響區與母材區有一個明顯的突起,說明3號、4號試樣的焊后熱處理方式未明顯改善焊縫區與熱影響區硬度。1號焊態試樣焊縫區硬度較高,明顯高于母材區域。這是由于焊接過程中產生高溫,冷卻過程中焊縫區、熱影響區形成了馬氏體組織[4]。5號試樣(750 ℃保溫60 min)中的馬氏體組織與殘留奧氏體發生轉變,焊縫及焊接熱影響區的硬度大幅下降至20~25 HRC。
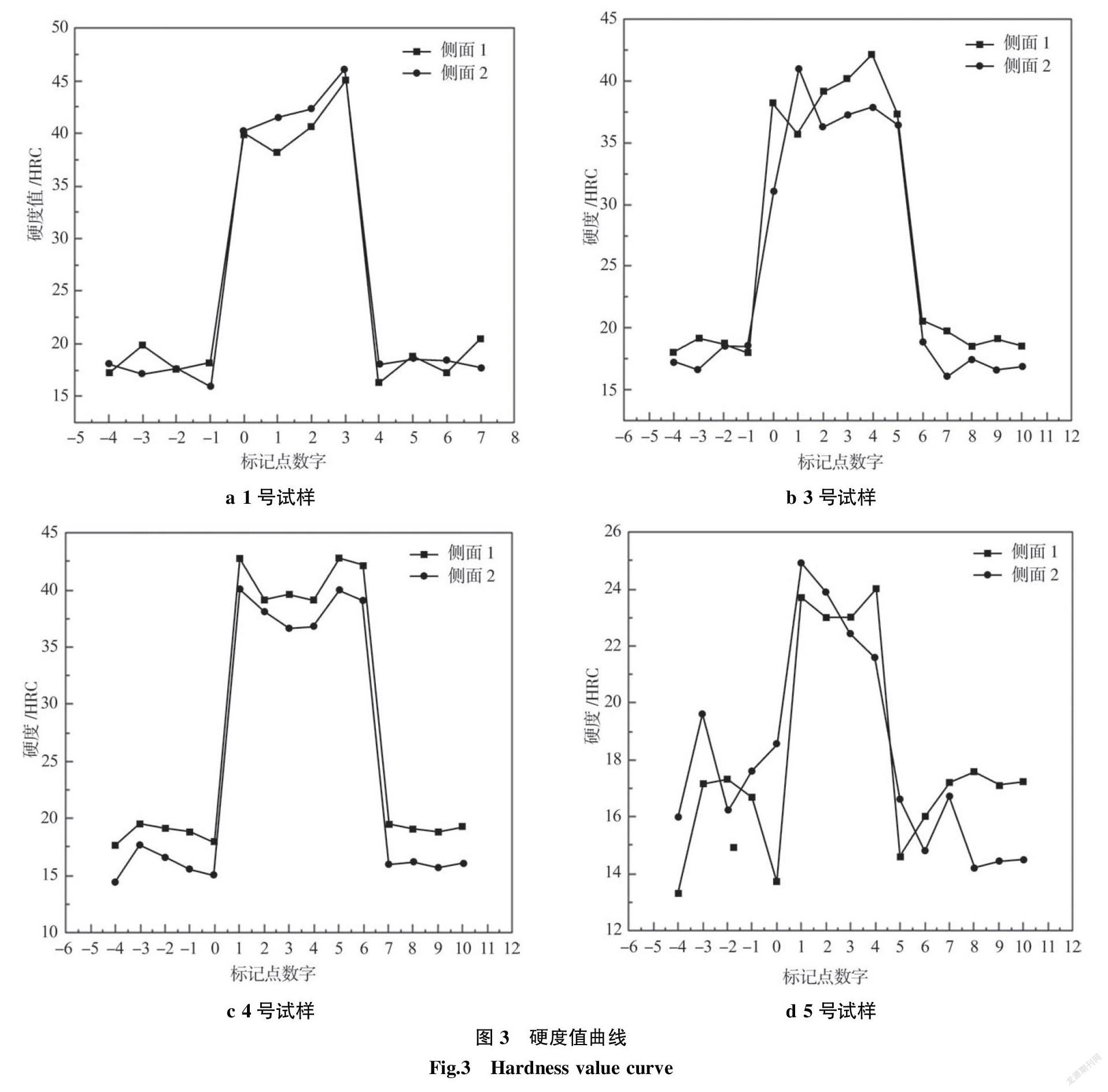
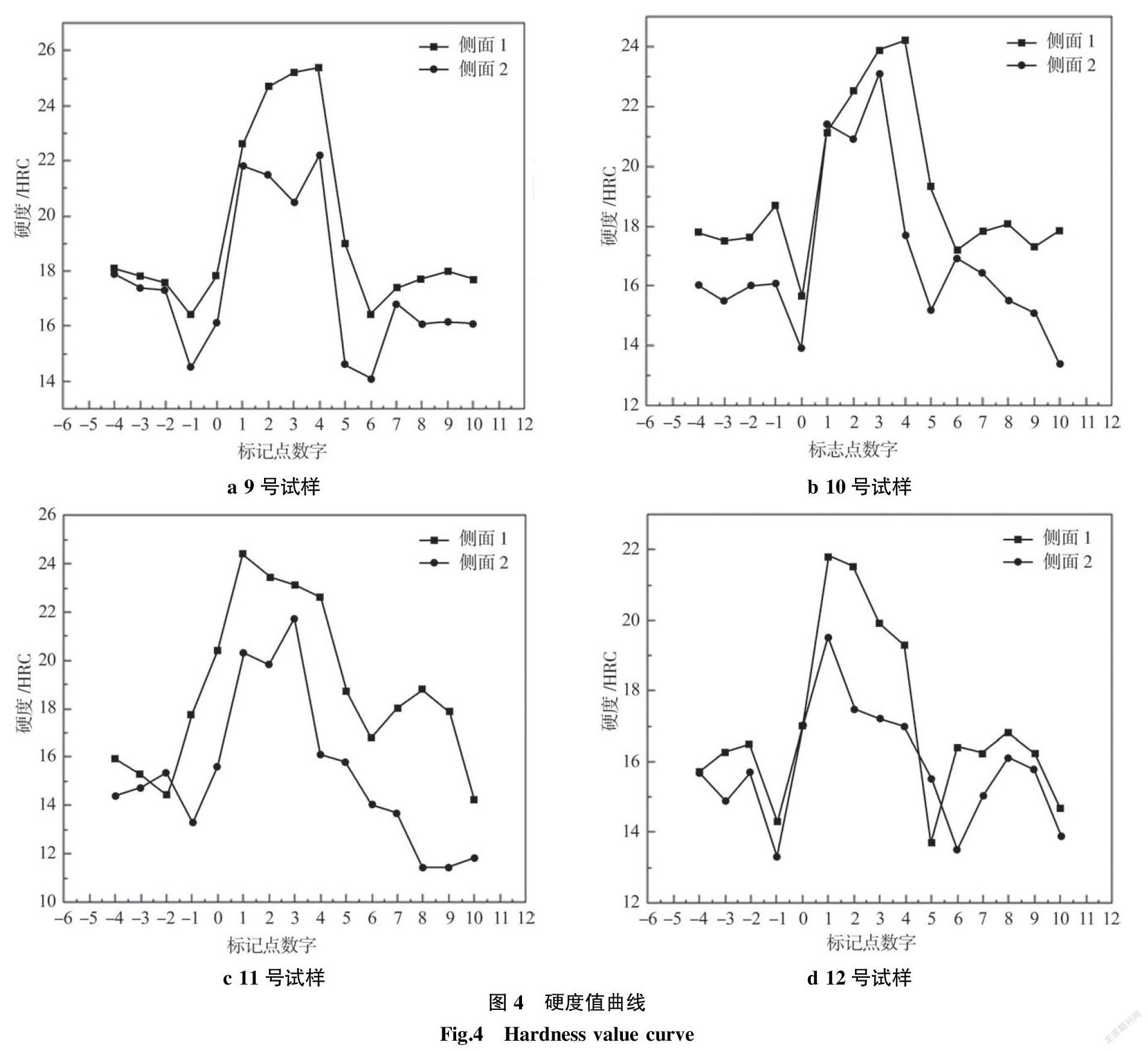
由此可推斷,當焊后熱處理溫度達到一定值時,可改善焊縫區與焊接熱影響區的性能。760 ℃下不同保溫時間試樣硬度分布如圖4所示。所有試樣均在室溫放入爐中,通過300 ℃/h的升溫再保溫不同時間。其中,9號試樣保溫15 min,10號試樣保溫30 min,11號試樣保溫60 min,12號試樣保溫90 min(見表2)。
由圖4可知,焊縫區硬度降至10~25 HRC,焊縫組織由馬氏體+殘余奧氏體轉變為回火屈氏體。主要是因為焊接接頭中碳化物產生偏聚及在熱處理過程中部分固溶元素析出、馬氏體分解、 位錯密度降低等綜合作用使得其硬度降低[5]。且隨著保溫時間的增加,焊縫與焊接熱影響區的硬度與母材區的硬度越來越趨于一致。可以推斷隨著保溫時間的繼續延長,焊縫區及熱影響區殘余應力將會繼續下降,硬度也會小幅下降,韌性會更好,但考慮到生產效率,在實際生產中選用90 min保溫時間。
2.3 金相組織分析
2.3.1 母材組織
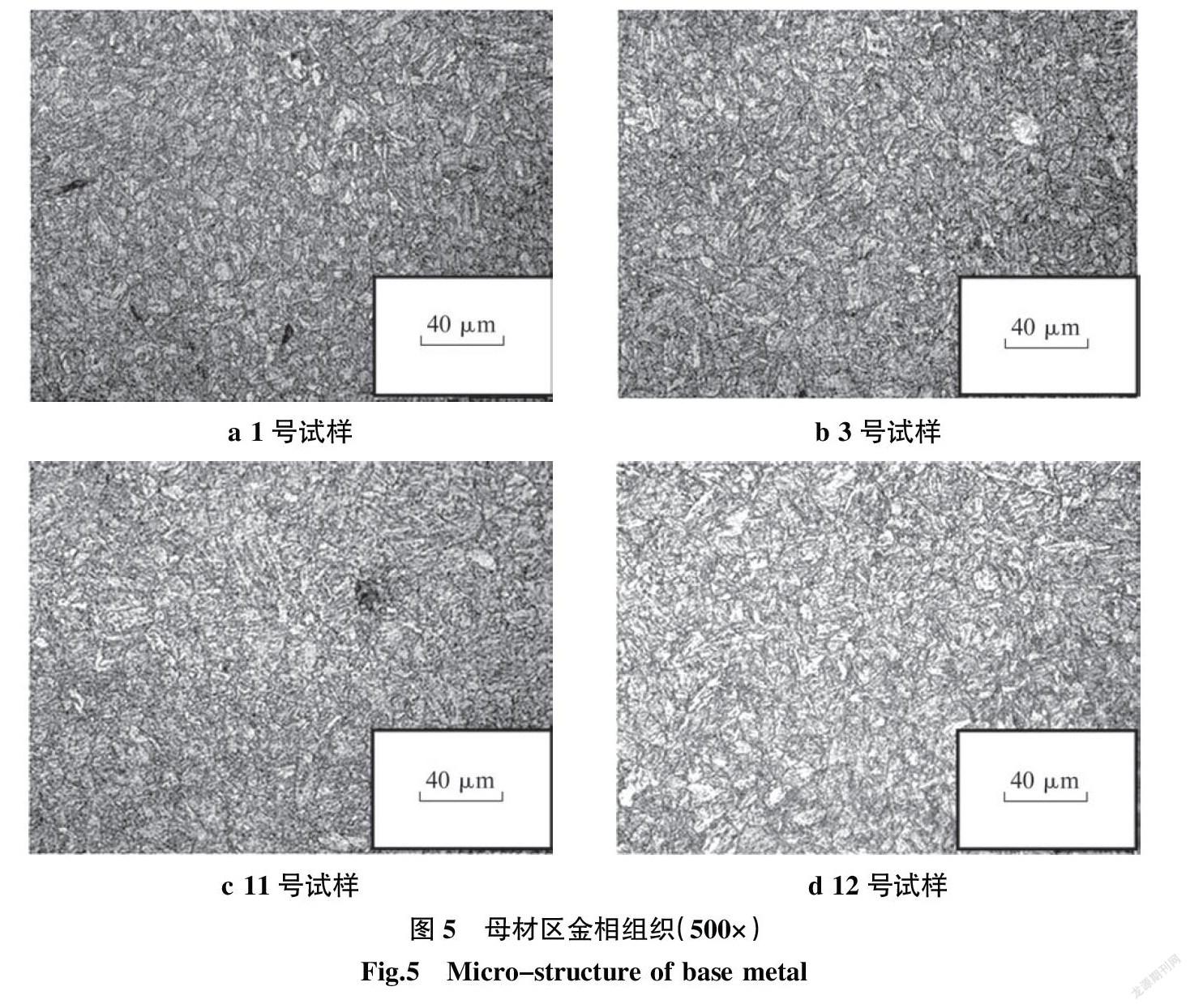
經不同工藝熱處理后母材組織變化不大,如圖5所示。圖中1號(焊態)和12號(760 ℃保溫90 min)的母材區顯微組織均為回火馬氏體,由于原始P92鋼管采用的加工工藝為1 060 ℃淬火+760 ℃回火,而12號試樣是760 ℃回火工藝,因此母材區組織無變化。3號和11號的母材區組織也是回火馬氏體,該結果和各母材區域硬度相對應,硬度值約為15~20 HRC,說明不同焊后熱處理工藝對母材影響不大。
2.3.2 焊縫組織
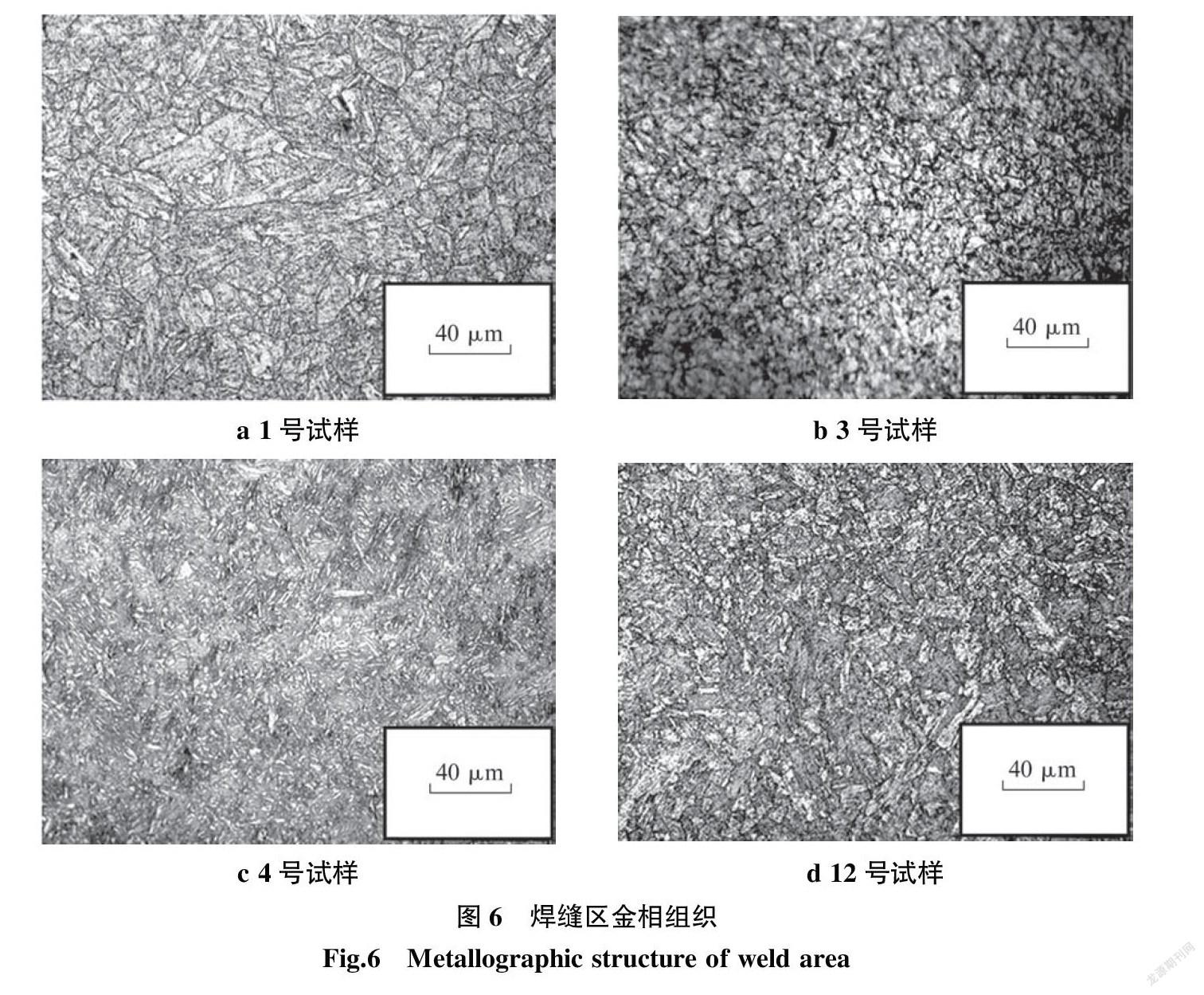
P92鋼不同熱處理狀態下焊縫區金相組織如圖6所示,其中1號(焊態)的顯微組織為板條馬氏體+殘留奧氏體。在焊接過程中,焊縫區溫度快速升高,焊接完成后快速冷卻,由于P92鋼合金元素較多,淬透性好,部分區域相當于淬火處理,得到馬氏體組織。3號試樣(焊后在600 ℃保溫60 min)中由于P92中合金元素的影響,焊縫中馬氏體分解以及殘余奧氏體轉變溫度的提高,焊縫區出現未轉化的回火馬氏體和部分回火屈氏體組織,因此硬度下降不明顯。4號試樣(焊后在700 ℃下保溫60 min)焊縫硬度與3號相比無明顯變化,焊縫區形成了回火屈氏體。12號試樣(焊后760 ℃保溫90 min)在熱處理過程中,組織發生轉變,馬氏體界面上的位錯發生攀移與滑移,位錯密度下降,相鄰板條合并成寬的板條,在金相觀察中看不到完整的板條,組織變得均勻細小,其中α相并未完成再結晶過程,最終轉變為回火屈氏體組織[6]。
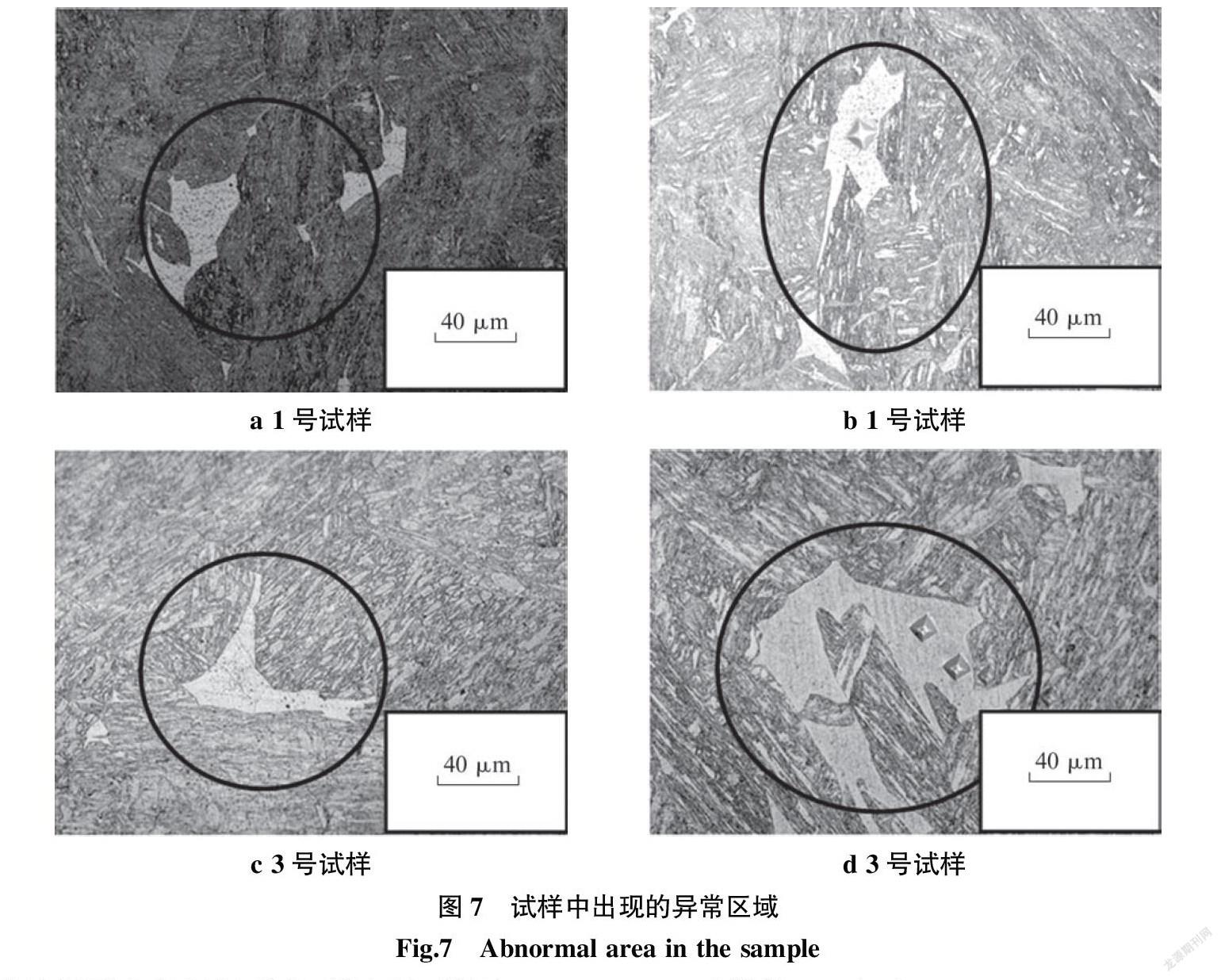
圖7中顯示試樣1和試樣3中出現異常塊狀區域,初步推測為殘留高溫δ相鐵素體組織。分別在白色區域及其附近黑色區域取兩點測量顯微硬度。測得1號試樣中白色區域維氏硬度為155 HV25,而其附近區域維氏硬度為300 HV25;3號試樣中白色區域維氏硬度為181 HV25,而其附近區域維氏硬度為254 HV25。異常區域的硬度值小于其附近馬氏體組織的硬度值,結合相關經驗積累并查閱資料可知,異常區域為殘留的δ相。碳溶入δ-Fe中形成間隙固溶體,呈體心立方晶格結構,因其存在的溫度較高,故稱高溫鐵素體或δ固溶體,用δ表示[7]。這是由于P92鋼中合金元素較多,其中有縮小γ區的元素Cr、W、Mo、V等,在碳含量較少的部分δ相未發生同素異構轉變,由熔化時高溫直至冷卻到室溫呈現為鐵素體組織。因為δ鐵素體較脆,在加工中易誘發裂紋,且容易誘發點腐蝕[8]。可通過合適焊后熱處理來消除該現象。
3 結論
分別對P92鋼不同焊接熱處理試樣進行拉伸試驗、硬度檢測及金相組織觀察,得出以下結論:
(1)所有試樣的拉伸斷口均位于非焊縫區,焊縫處的拉伸性能好于母材區域。在低于700 ℃的焊后熱處理后,焊縫區硬度仍高于母材區,其中焊縫區域硬度值在35~45 HRC,母材區硬度約為20 HRC。
(2)焊接后原始態焊縫中存在殘留高溫δ相鐵素體,其硬度值為155 HV25,小于附近馬氏體硬度值300 HV25。通過合適的焊后熱處理來消除焊縫中殘留高溫δ相鐵素體,從而消除因此引發焊縫失效的風險。
(3)760 ℃回火保溫90 min為最佳焊后熱處理方案,采用該方案獲得的焊縫組織為回火屈氏體,與原始管材相同,組織均勻晶粒細小,焊縫硬度明顯下降且接近母材。
參考文獻:
[1] 楊富,李為民,任永寧. 超臨界、超超臨界鍋爐用鋼[J]. 電?力設備,2004(10):45-50.
[2] 李新梅,張忠文,杜寶帥,等. P92鋼的微觀組織和硬度?[J]. 金屬熱處理,2012,37(5):38-41.
[3] 樊東黎. 金相腐蝕劑介紹[J]. 金屬熱處理,2008,33(2):?110-111.
[4] 趙勇桃,張韶慧,董俊慧. 焊后熱處理對P92鋼焊接接?頭組織及力學性能的影響[J]. 金屬熱處理,2015,40(7):?33-36.
[5] 劉宗昌,袁澤喜,劉永長. 固態相變[M]. 北京:機械工業?出版社,2010:213-217.
[6] Zhao Lei,Jing Hong yang,Xu Lianyong,et al. Numerical?investigation of factors affecting creep damage accumula-?tion in ASME P92 steel welded joint[J]. Materials and De-?sign,2012(34):566-575.
[7] 于永泗,齊民. 機械工程材料(第九版)[M]. 大連理工大?學出版社,2014:145-150.
[8] 韓進山,張冰,李志群,等. SUP13Cr無縫管中的δ鐵素?體[J]. 四川冶金,2016(3):41-44.
