單、雙道焊縫熔合區的一次補焊對Q345E鋼的焊接接頭性能的影響
2020-09-10 07:22:44李昌范郝永魁古典宮兆超張永強
電焊機 2020年10期
關鍵詞:力學性能
李昌范 郝永魁 古典 宮兆超 張永強

摘要:研究Q345E鋼的4 mm單道及6 mm雙道焊在焊縫熔合區一次補焊對接頭性能的影響,通過拉伸、硬度、彎曲等力學性能試驗分析了補焊對接頭力學性能的影響。分析補焊前后焊縫區的室溫金相組織;分析了原焊縫區與補焊后熱影響重疊區域的金相組織;分別對比了經一、二次熱循環的熱影響區補焊前后的室溫金相組織,為進一步評價接頭性能提供了理論依據。
關鍵詞:熔合區補焊;Q345E;單道及雙道焊;力學性能;金相組織
中圖分類號:TG457.11 文獻標志碼:A 文章編號:1001-2303(2020)10-0050-07
DOI:10.7512/j.issn.1001-2303.2020.10.10
0 前言
低合金高強鋼Q345E的焊接性能良好,廣泛應用于軌道車輛以及船舶、石油化工、橋梁結構等領域[1-2]。中國標準動車組列車的車下懸掛結構如充電機、蓄電池等主體框架均使用Q345E鋼焊接而成,其焊接接頭一般為單道焊和雙道焊,在新造或五級修階段,常需要通過返修焊來消除焊接缺欠,但有些標準及書籍中也明確說明了返修焊可能會降低焊接接頭性能[3],并且軌道車輛執行的EN 15085焊接體系對返修焊的工藝評定沒有相關規定,故對返修焊接頭進行驗證是必要的。國內許多學者如劉秋菊[4]等研究了焊縫返修次數對S355J2W+N鋼焊接接頭疲勞性能的影響,常力、宮平[5-7]等研究了S355J2W+N鋼焊接接頭的多次返修焊對接頭的力學性能、金相組織和中值疲勞壽命的影響。目前針對此類低合金高強鋼的返修焊的研究主要還是集中在焊縫區返修次數對焊接接頭的影響,而生產實際中焊接缺陷如咬邊、裂紋等常出現在薄弱的焊縫熔合區,與焊縫區補焊相比,熔合區補焊會使焊接接頭寬度增大,原熔合區變為新的焊縫區,一側形成新的熱影響區,與未補焊接頭的熱影響區相同,一側為原焊縫區變為熱影響區,故熔合區補焊得到的焊接接頭因受熱位置與焊縫區補焊不同,其接頭性能仍需驗證。鑒于此,文中分別針對Q345E鋼的單道焊和雙道焊焊縫熔合區的一次補焊對接頭性能的影響進行試驗分析,為生產制造提供必要的依據。
1 試驗材料及方法
1.1 試驗材料
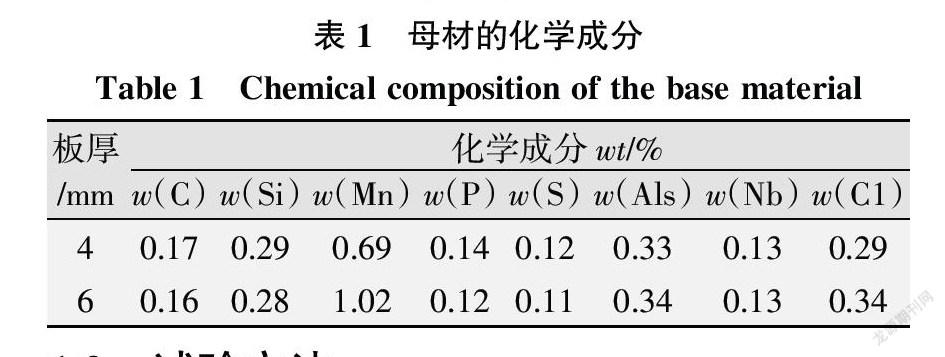
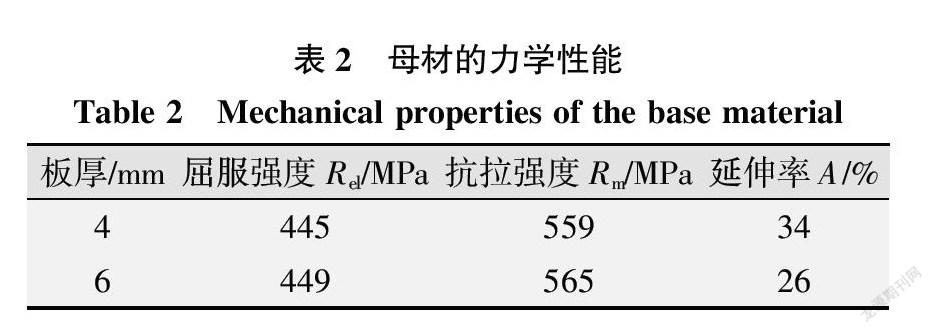
試驗材料為符合GB/T1591-2008標準要求的Q345E板材,規格350 mm×150 mm×4 mm和350 mm×150 mm×6 mm,化學成分如表1所示,力學性能如表2所示。焊材采用ER70S-6的G3Si1,直徑φ1 mm,屈服強度470 MPa,抗拉強度560 MPa。
1.2 試驗方法
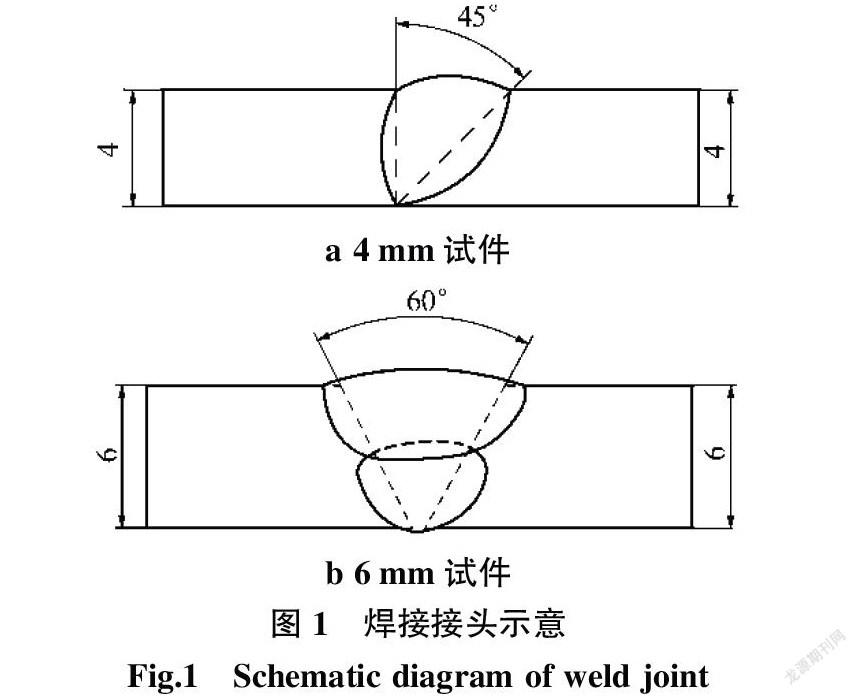
試件的焊接及補焊均使用MAG焊,保護氣體為φ(Ar)84%+φ(CO2)16%混合氣體,氣體流量12 L/min。焊機選用福尼斯TPS3200,DCEP/+,4 mm板材焊接采用45°單邊V型坡口,6 mm板材采用60° V型坡口,坡口間隙及鈍邊均為0.5~1 mm,其接頭示意如圖1所示。
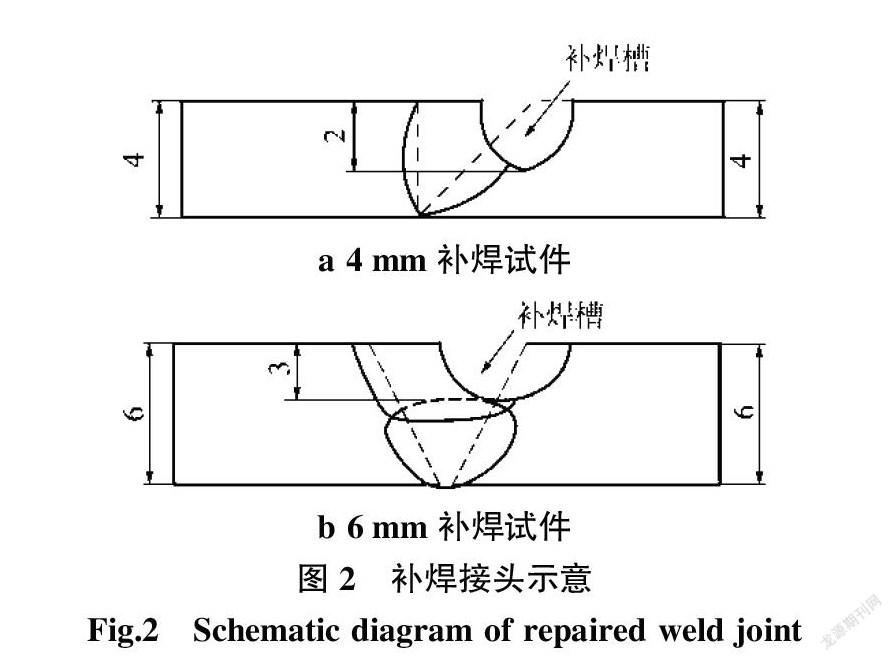
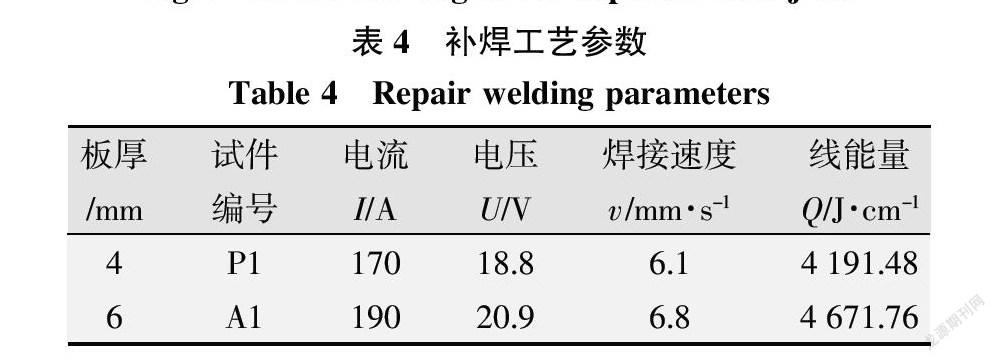
焊接兩種厚度的合格試件各2塊,4 mm板采用單層單道,6 mm板采用雙層雙道,焊接工藝參數如表3所示,待試件焊后充分冷卻,在兩種板厚的焊接試件中各取1塊,用角磨機在焊縫熔合區鑿補焊槽,4 mm板材開槽深度2 mm、寬3 mm,6 mm板材開槽深度3 mm、寬5 mm,形狀均為拇指狀,如圖2所示。對其進行補焊,補焊參數及試件編號如表4所示,不補焊的4 mm試件編號為P0,6 mm試件編號為A0。
1.3 試驗項點
焊接接頭力學性能試驗項點按照ISO 15614-1金屬材料焊接工藝規程及評定中的要求進行。
(1)根據ISO 4136《金屬材料焊縫的破壞性試驗-橫向拉伸試驗》對焊接接頭進行全厚度的室溫拉伸試驗,每個試件中取兩個拉伸試樣。
(2)焊接接頭的彎曲試驗按照ISO 5173:2009《金屬材料焊縫的破壞性試驗—彎曲試驗》進行,每個試件分別取兩個面彎和兩個背彎試樣。
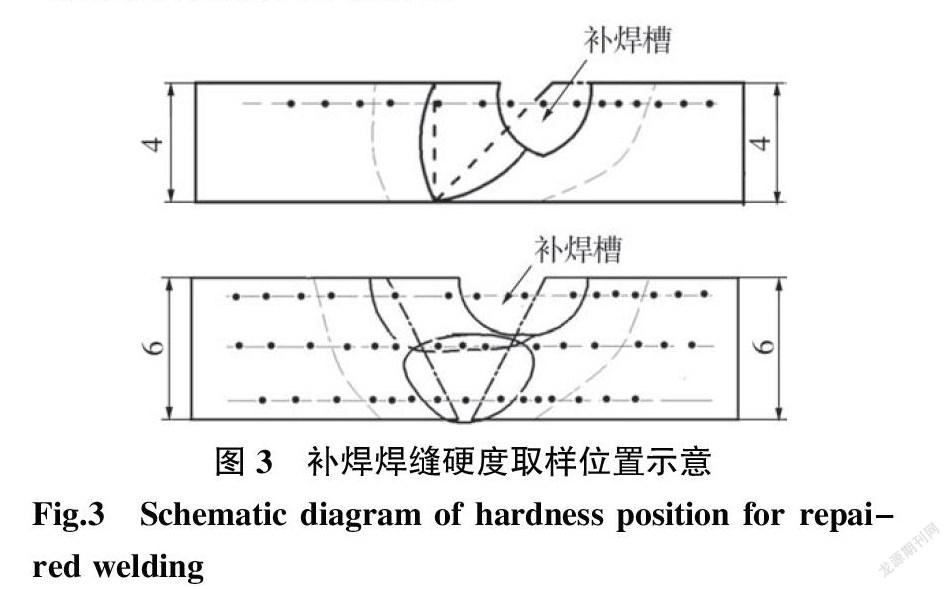
(3)焊接接頭的硬度試驗按照ISO 9015-1:2001《金屬材料焊接的破壞性試驗—硬度試驗》進行,每個試件各取一個試樣,4 mm試樣在距焊縫上表面2 mm以內打一排15個點,6 mm試樣分別在距焊縫上下表面2 mm以內及兩道焊縫之間打一排15個點進行硬度試驗,每排15點的分布從左到右分別為母材1(3點)—熱影響區1(3點)—焊縫區(3點)—熱影響區2(3點)—母材2(3點),其中補焊試樣硬度取樣點如圖3所示。
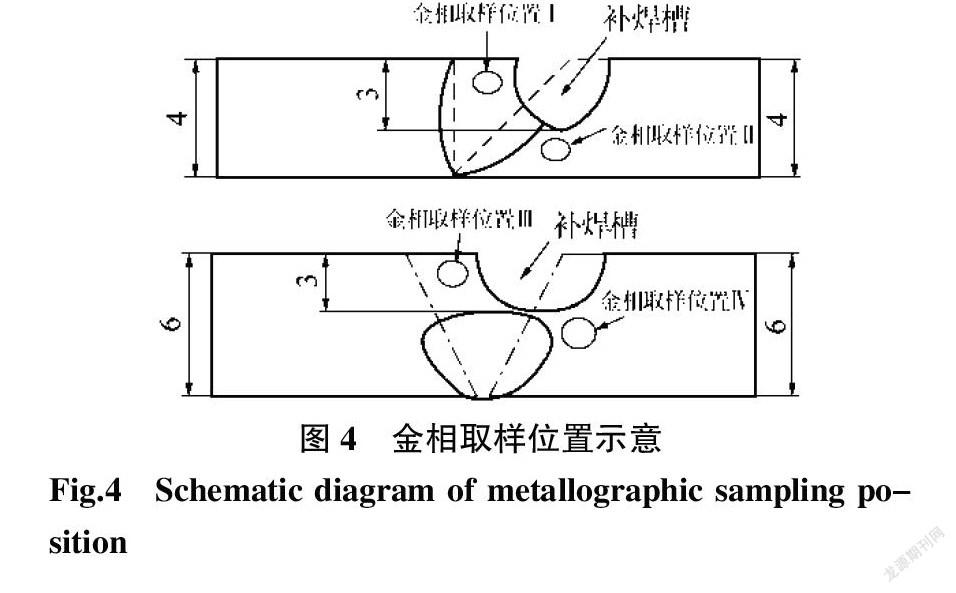
為對比補焊前后接頭組織變化情況,根據GB/T 13298-2015《金屬顯微組織檢驗方法》分別對P0、P1、A0、A1四個試件的焊縫中心區,按照圖4標記的位置取樣進行金相試驗,其位置Ⅰ、Ⅲ分別表示原焊縫區與補焊后接頭的熱影響區的重疊位置,位置Ⅱ、Ⅳ分別表示經一、二次熱循環熱影響區及補焊再次受熱的熱影響區。
2 試驗結果與分析
2.1 拉伸試驗
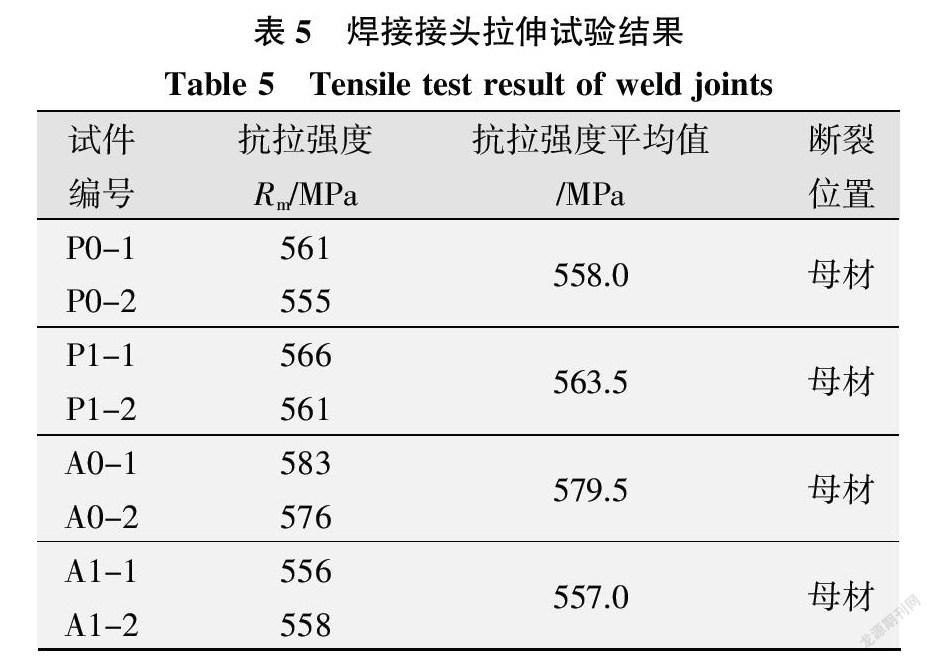
拉伸試驗結果表明,無論是4 mm單層單道還是6 mm雙層雙道接頭在熔合區補焊后的抗拉強度均高于標準要求的470 MPa,且斷裂位置位于母材,滿足使用要求。4 mm板補焊前后接頭的平均抗拉強度變化不大,略有增加;6 mm板補焊后接頭的平均抗拉強度下降了22.5 MPa。由此可見,在熔合區補焊對雙層雙道焊焊接頭的抗拉強度可能會產生一定的影響,拉伸試驗結果如表5所示。
2.2 彎曲試驗
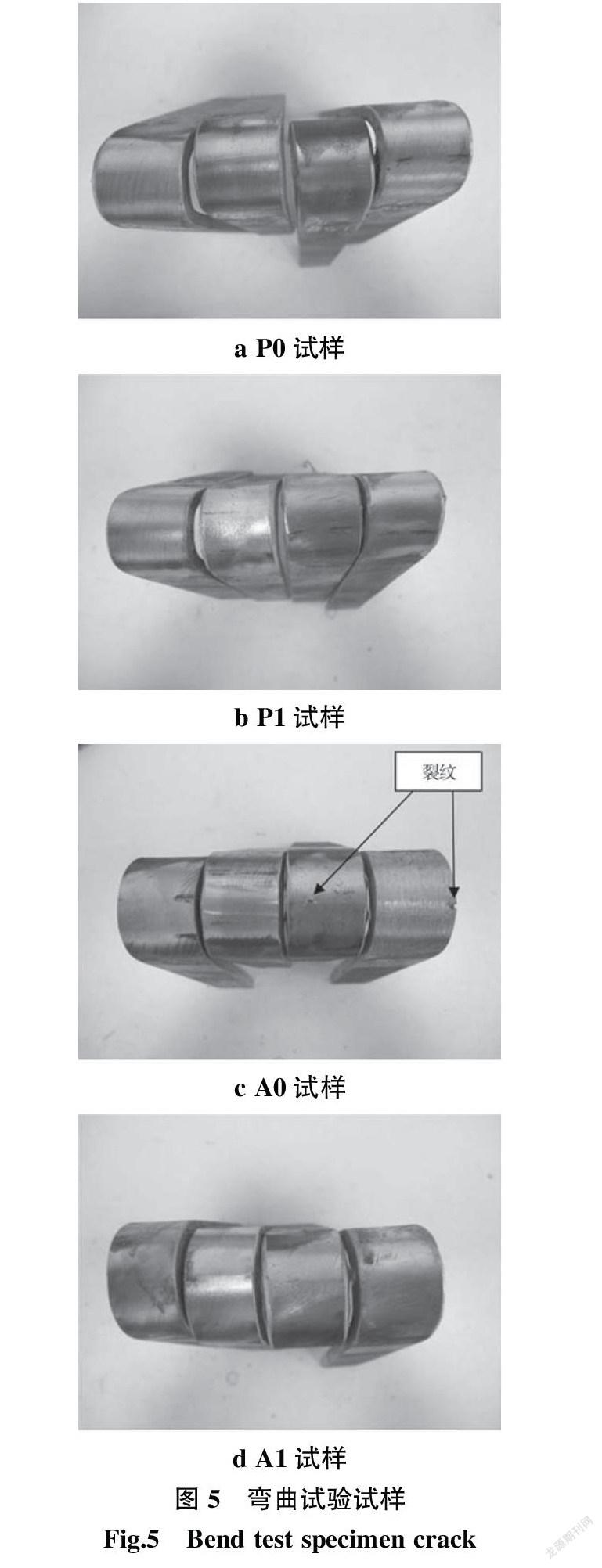
4 mm和6 mm板補焊前后面彎和背彎試樣如圖5所示,每幅圖的四個試樣中從左到右前兩個為面彎試樣,后兩個為背彎試樣。彎曲試驗結果表明,補焊對焊接接頭的冷彎性能及塑性無不利影響。僅未補焊試件A0的兩個背彎試樣出現了裂紋,其中一個試樣裂紋長度為2.06 mm和0.84 mm,出現在熔合線處,由根部未熔合造成;另外一個試樣裂紋長度為2.74 mm,出現在試樣邊緣,由細小的裂紋源產生,如圖5c所示。裂紋長度均小于3 mm,滿足標準要求,其余試樣均未出現裂紋。
2.3 硬度試驗
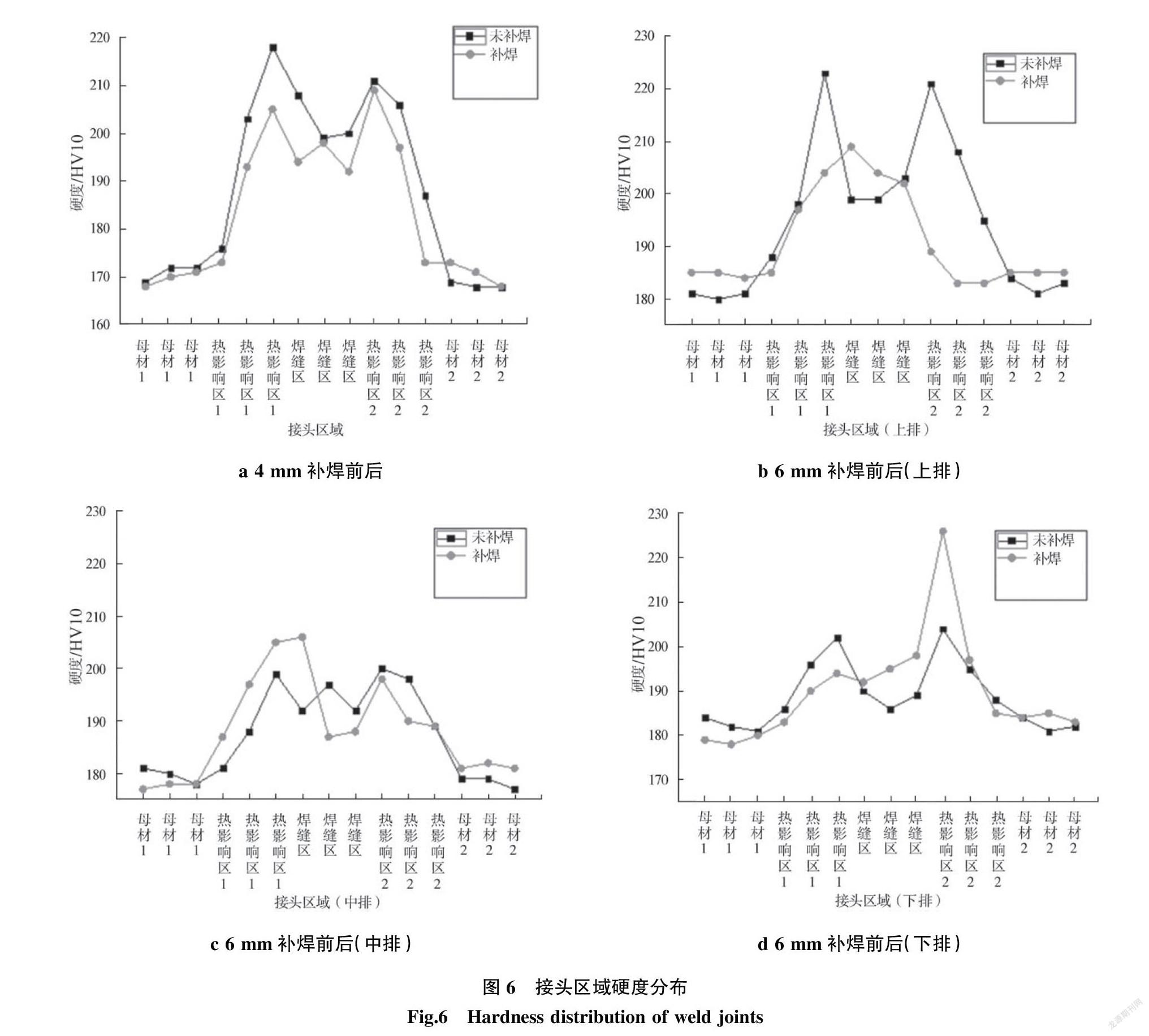
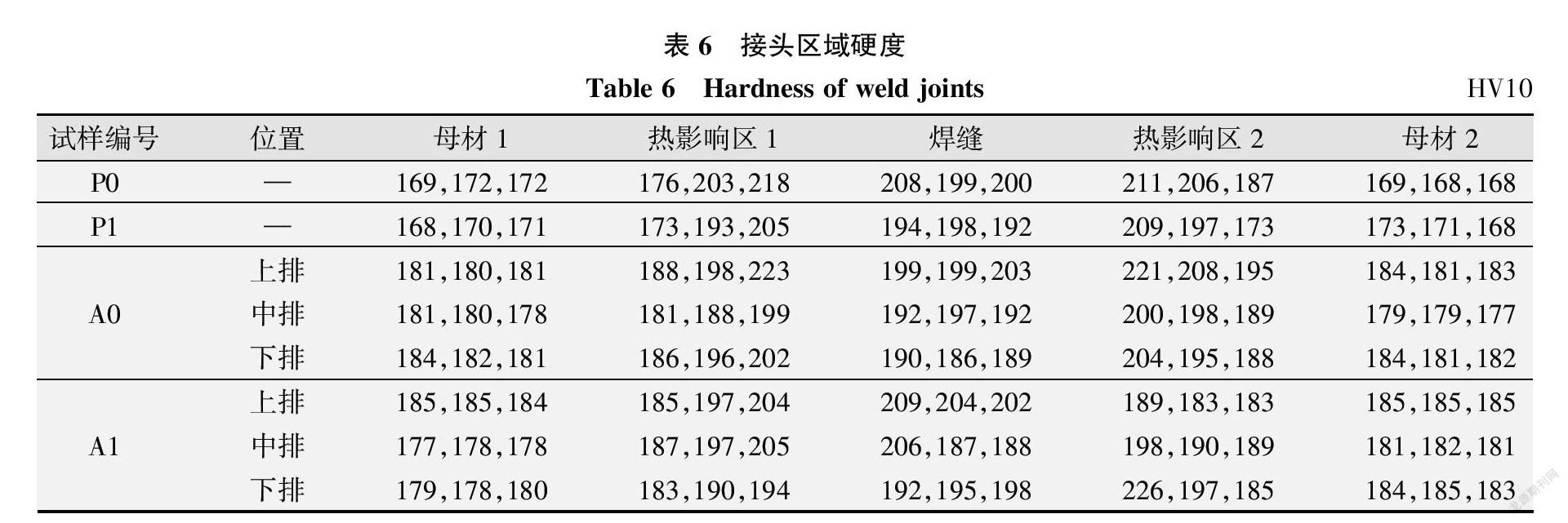
硬度試驗結果表明,補焊前接頭硬度均呈馬鞍形分布,補焊后4 mm和6 mm中排焊縫區域硬度仍保持原來的分布趨勢,硬度值浮動不大;補焊后的6 mm上排及下排焊縫區域硬度呈凸形分布,前者硬度峰值相比補焊前有所下降,而后者硬度峰值在熱影響區2處達到了226 HV10,該區域正好為經二次熱循環熱影響區的補焊再受熱區,但硬度值都在標準范圍內,滿足使用要求,硬度分布如圖6所示,接頭區域硬度值如表6所示。
2.4 微觀金相試驗
2.4.1 焊縫區金相組織分析
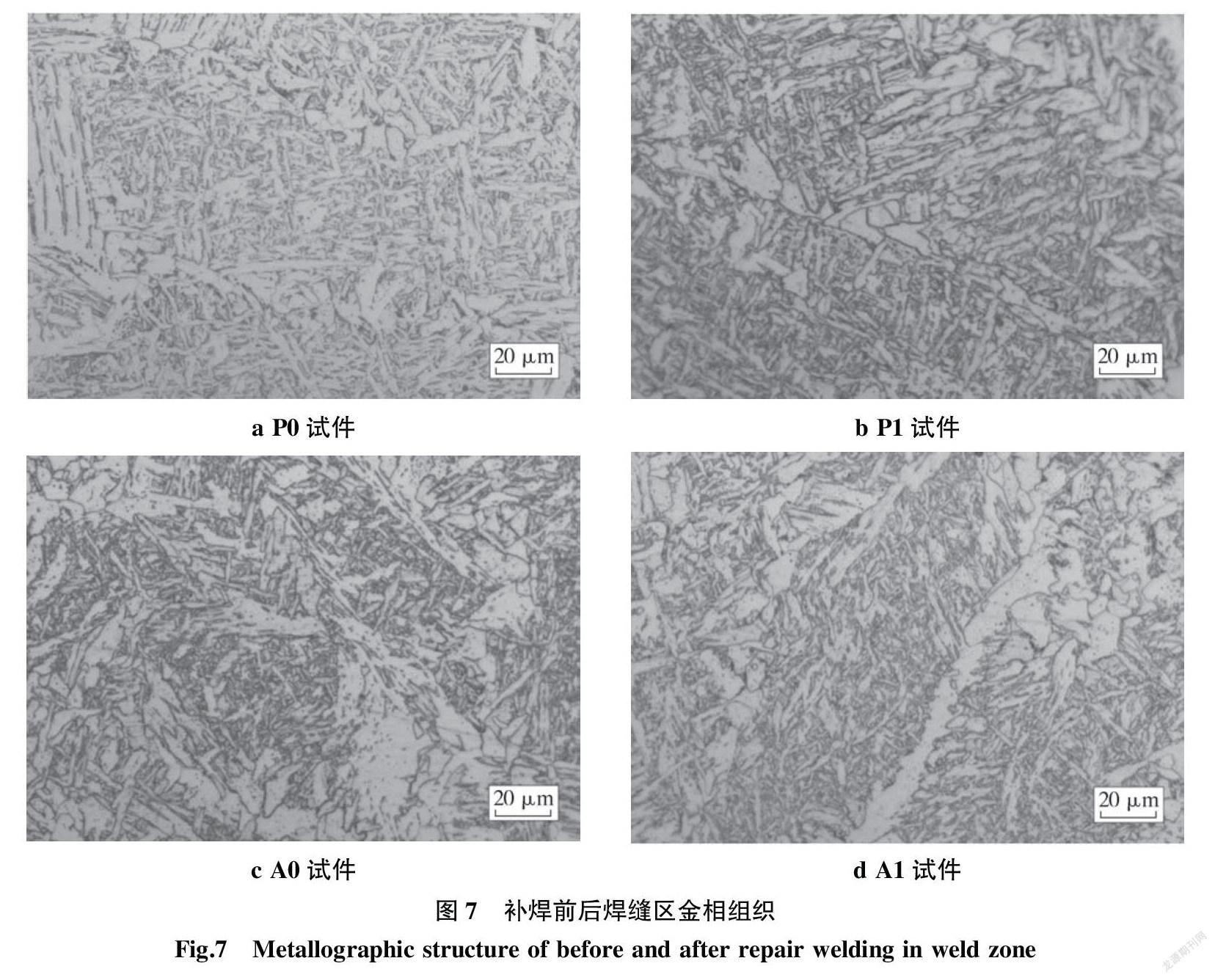
4 mm和6 mm板補焊前后焊縫區室溫組織如圖7所示。由圖7可知,4 mm板補焊前焊縫區組織由塊狀鐵素體、粒狀貝氏體和少量索氏體組成,補焊后貝氏體增多,鐵素體減少。因貝氏體是一種在介于珠光體轉變與馬氏體轉變溫度之間形成的過冷奧氏體,故貝氏體增多可能是由于補焊時線能量較補焊前低,補焊后在貝氏體轉變溫度區間停留時間長造成的。6 mm板補焊前后組織也是由鐵素體、貝氏體和索氏體組成,但補焊前索氏體較多,索氏體是一種高溫珠光體轉變,由于6 mm板為雙層雙道焊,雖然補焊前第二道焊縫和補焊時的線能量相差不大,但焊接第二道時由于存在一定的層間溫度,故高溫停留時間更長,這可能是索氏體較多的主要原因。
2.4.2 原焊縫區與補焊后接頭熱影響區重疊位置金相組織分析
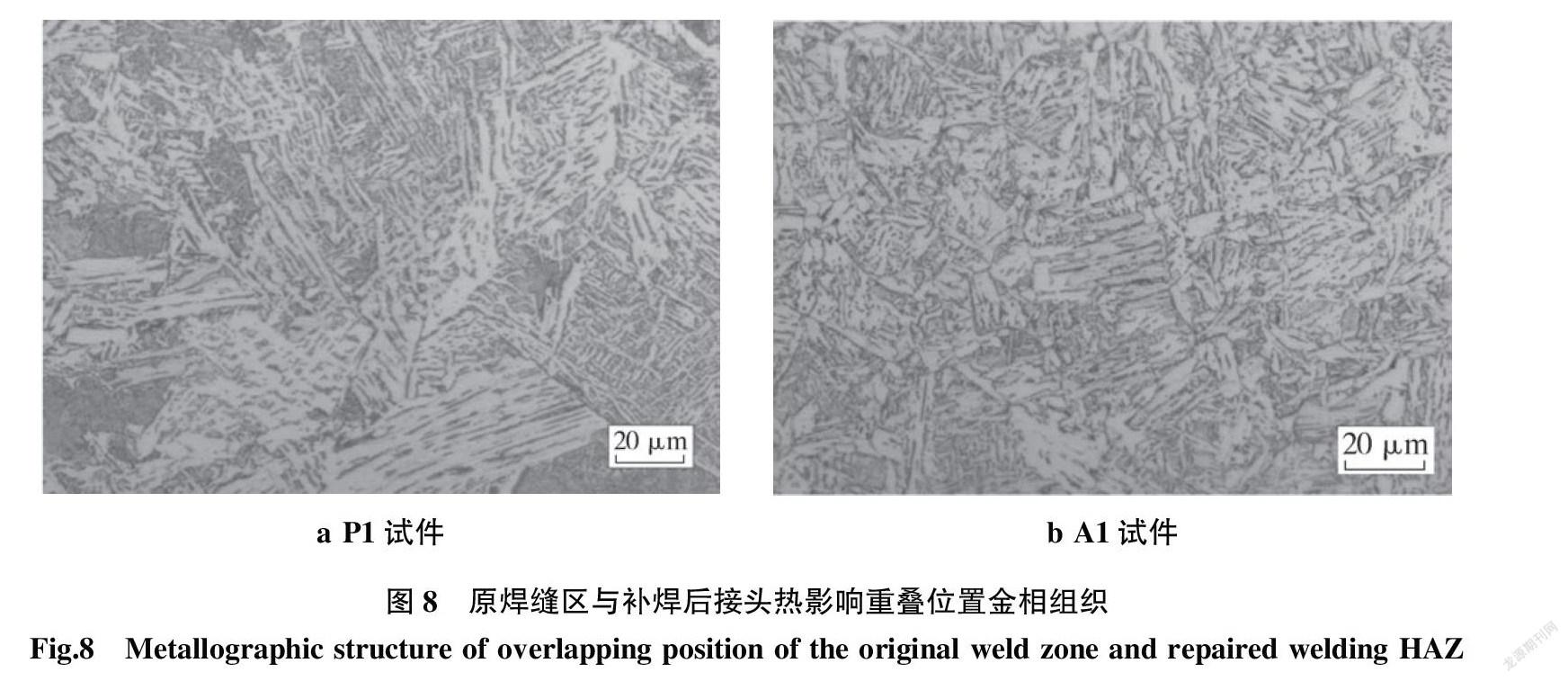
4 mm和6 mm板補焊后熱影響區與原焊縫區重疊位置的金相組織如圖8所示。圖8a的金相組織主要為粒狀貝氏體、鐵素體以及索氏體,與圖7a對比發現,補焊后該區域粒狀貝氏體和索氏體均增多,且組織變得均勻;圖8b的金相組織主要為粒狀貝氏體和鐵素體,與圖7c對比發現,補焊后組織也更均勻,其原因可能是熱作用對原焊縫區進行了一次類似正火處理。
2.4.3 經一、二次熱循環熱影響區金相組織分析
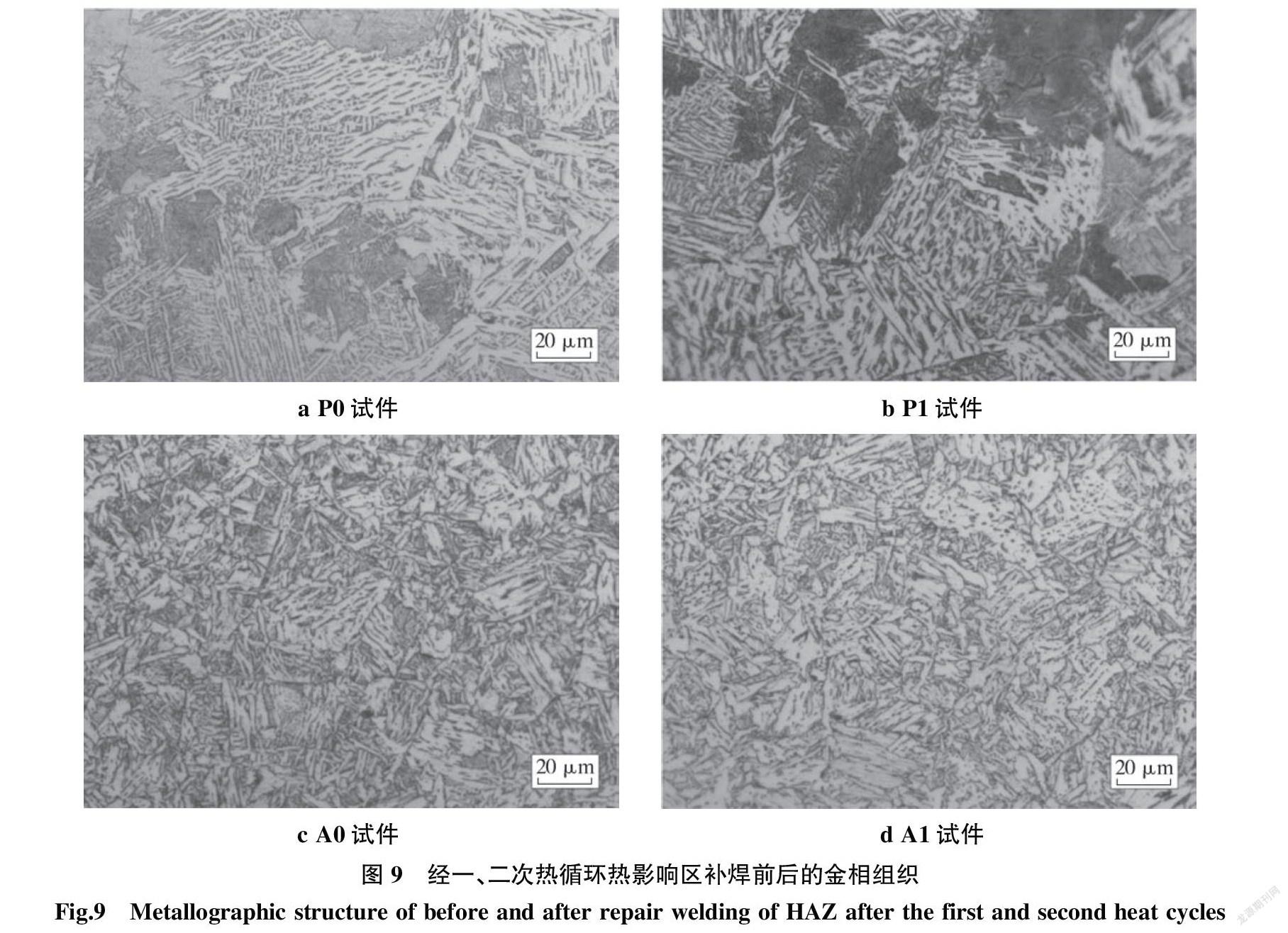
圖9a、9b分別為4 mm板補焊前經一次熱循環及補焊后的HAZ的室溫組織圖片,補焊前熱影響區組織主要是粒狀貝氏體、針狀鐵素體及索氏體,補焊時因熱作用使該區域晶粒長大,但補焊線能量并不高,故晶粒粗化程度不大。圖9c、9d分別為6 mm板補焊前經二次熱循環的HAZ區和補焊再受熱HAZ區的室溫組織圖片,補焊前該區域組織主要是針狀鐵素體、貝氏體和索氏體,補焊后索氏體占比有所下降,但貝氏體增加,這可能也是該區域硬度較高的原因,補焊受熱后晶粒也有所長大。對比圖9a、9c發現,經二次熱循環熱影響區的組織比經一次熱循環均勻,原因可能是第二次熱循環的熱作用相當于對前一道焊縫進行了正火,對比圖9a、9b以及圖9c、9d發現,補焊也相當于對該區域增加了一次熱循環,但補焊后組織并沒有未更均勻,所以補焊并不像6 mm板焊接第二道焊縫時存在一定的層間溫度。
3 結論
(1)熔合區補焊對接頭強度、硬度、冷彎性能均未產生明顯的不利影響,但6 mm板補焊后接頭抗拉強度有所下降,經二次熱循環的熱影響區在補焊后會提高硬度值,補焊未影響4 mm板和6 mm板中排焊縫區域硬度分布,仍呈馬鞍形分布,但改變了6 mm板上排和下排的焊縫區域硬度分布,使其呈凸形分布。
(2)補焊后焊縫區及熱影響區室溫組織均為貝氏體、鐵素體和索氏體,僅組織占比有所不同;原焊縫區與補焊后的熱影響區重疊位置組織較均勻;補焊后經一次和二次熱循環的熱影響區室溫組織的晶粒都有所長大;由于層間溫度的存在,經二次熱循環比經一次熱循環熱影響區的組織均勻,補焊不會再對該區域組織的均勻程度產生影響。
(3)總體來說,補焊后焊接接頭力學性能良好,焊縫區及經一、二次熱循環的熱影響區的室溫組織均比較理想,可見Q345E鋼單層單道和雙層雙道焊接頭在熔合區一次補焊具有很高的安全性。值得注意的是,此結論僅對類似材料及在一定板厚范圍內適用,其他還需做更多的試驗進行驗證。
參考文獻:
[1] 李風梅. 建筑鋼結構用鋼[J]. 城市建設理論研究,2013?(18):46-48
[2] 吳萬哲. 機車車體Q345E鋼MAG焊新工藝及其接頭組?織性能研究[D]. 遼寧:大連交通大學,2016.
[3] 張文鉞. 焊接冶金學(金屬焊接性)[M]. 北京:機械工業?出版社,2004.
[4] 劉秋菊,趙旭. 返修次數對S355J2W+N鋼焊接接頭疲勞?性能的影響[J]. 長春工業大學學報,2015,36(5):577-583.
[5] 宮平,常力. 多次返修對S355J2W+N鋼焊接接頭性能的?影響[J]. 焊接技術,2011,40(2):29-31,60.
[6] 宮平. 多次返修對S355J2W+N鋼焊接接頭金相組織的?影響[C]. 中國鐵道學會車輛委員會.動車、客車學術交流?會論文集(動車分冊).中國鐵道學會車輛委員會:中國?鐵道學會車輛委員會,2012:60-64.
[7] 常力,宮平,于傳穎,等. 多次返修焊對S355J2W+N鋼焊?接接頭中值疲勞壽命的影響[J]. 機車車輛工藝,2014(3):?32-33,45.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
