白車身四層板點焊工藝試驗研究
2020-09-10 07:22:44徐世龍朱加雷王偉峰
電焊機 2020年10期
徐世龍 朱加雷 王偉峰
摘要:國外量產車型中四層板搭接焊的應用減少了搭接過渡接頭,實現了結構輕量化。針對某國產車型設計的四層板點焊接頭進行了點焊工藝試驗,研究發現:通過優化焊接工藝及裝配精度可以有效預防和減少四層板焊接缺陷,在滿足公司質量要求情況下可以進行適當應用。板厚均為0.7 mm的四層板,在點焊工藝參數為預壓壓力2.0 kN、焊接壓力2.6 kN、焊接時間230 ms和電流10 kA時,點焊接頭外觀良好,力學性能最佳,試驗結果可為后期量產提供工藝指導。
關鍵詞:白車身;輕量化;四層板;點焊
中圖分類號:TG453+.9 文獻標志碼:A 文章編號:1001-2303(2020)10-0057-05
DOI:10.7512/j.issn.1001-2303.2020.10.11
0 前言
汽車輕量化是新車型設計追求的熱點[1-2],點焊是白車身制造中常用的焊接方法[3]。為了對白車身進行有效減重,對標國內外車身結構設計特點[4],對某國產車身結構車門總成區域四層板進行點焊工藝試驗研究,通過改變工藝參數分析其焊點外觀、接頭力學性能等,驗證其質量及工藝可靠性,為后期車型量產提供生產工藝指導。
1 試驗材料及方法
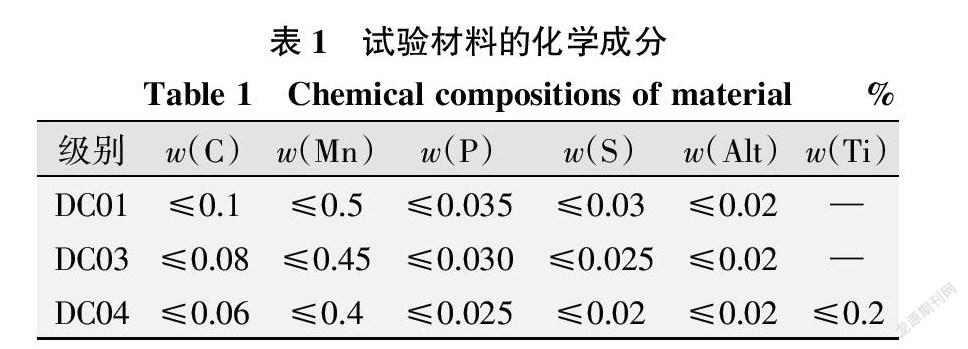
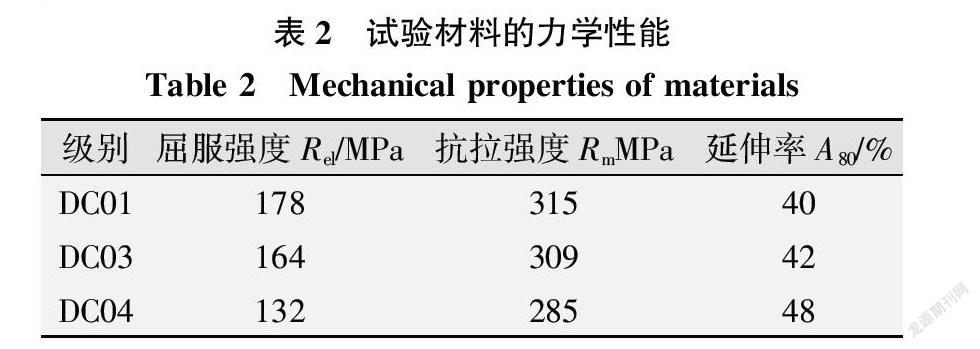
試驗材料采用馬鋼廠生產的0.7 mm厚 DC01、DC03和DC04級汽車用板,材料的化學成分和力學性能如表1、表2所示。
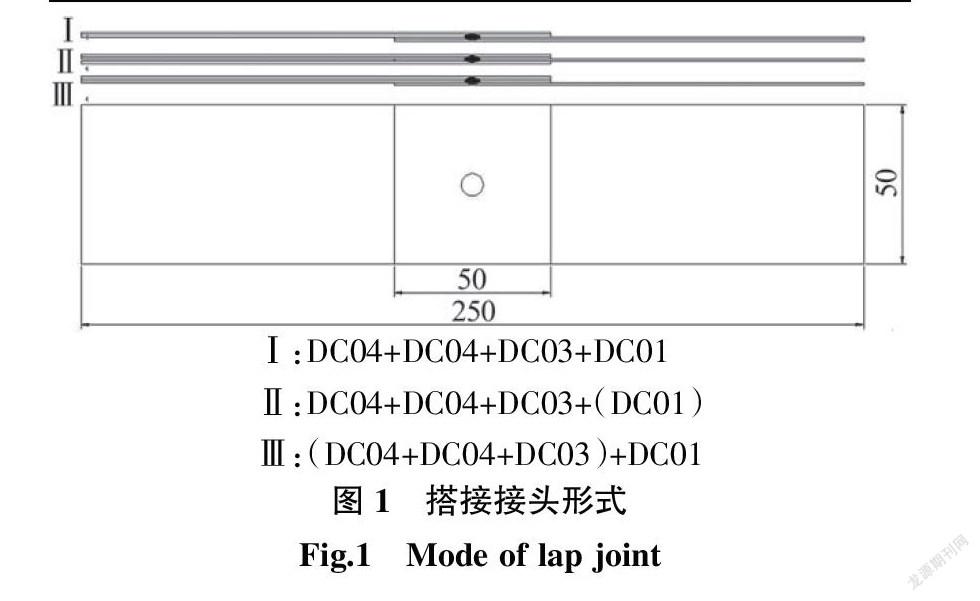
試驗設備采用DRG-130型伺服點焊機,試樣搭接方式和試樣規格如圖1所示。上面兩層為DC04,下面兩層為DC03和DC01。
點焊焊接時,保持預壓時間200 ms、焊接時間230 ms、預壓壓力2.0 kN和電極壓力2.6 kN不變,采用16×20/φ6 mm球形鉻鋯銅電極加以單脈沖電流,焊接電流從8.5 kA到10.5 kA依次遞增。
2 試驗結果與分析
2.1 接頭力學性能
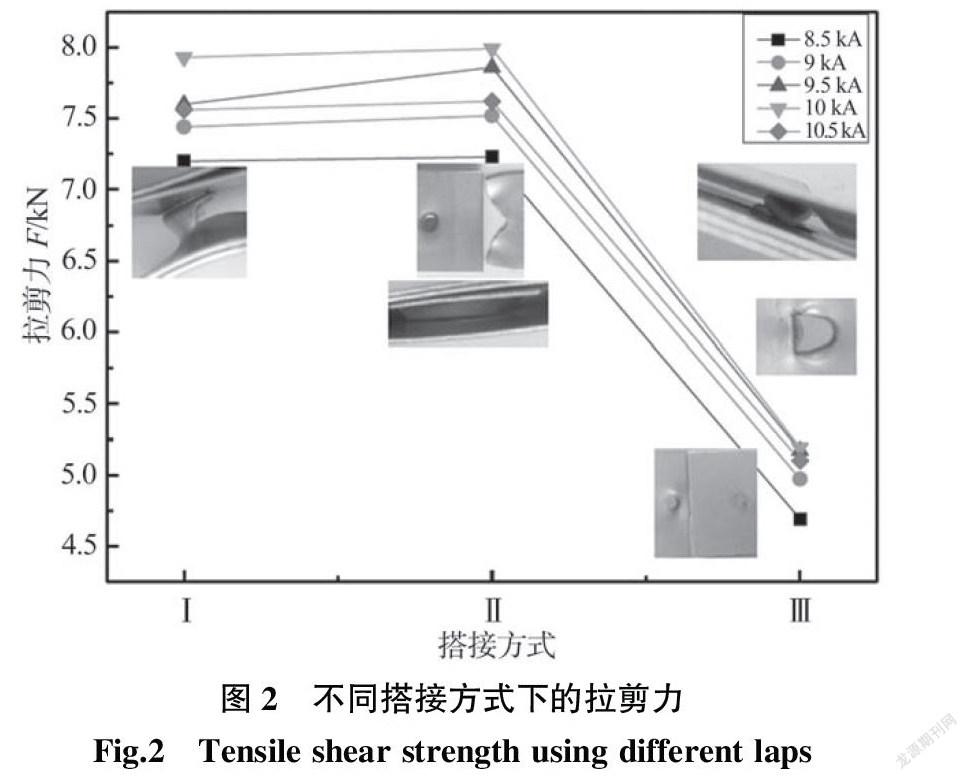
在不同的焊接電流下,三種搭接模式所獲接頭的力學性能如圖2所示。在相同的焊接工藝參數下,Ⅲ、Ⅰ、Ⅱ型接頭的拉剪力值逐漸增加,并且隨著焊接電流的增大,三種模式下的拉剪力值前期逐漸增大,焊接電流為10 kA時,Ⅰ、Ⅱ、Ⅲ型試樣拉剪力較8.5 kA時分別提升了10%、10.5%、10.7%,但當焊接電流為10.5 kA時,點焊接頭出現飛濺,力學性能下降。
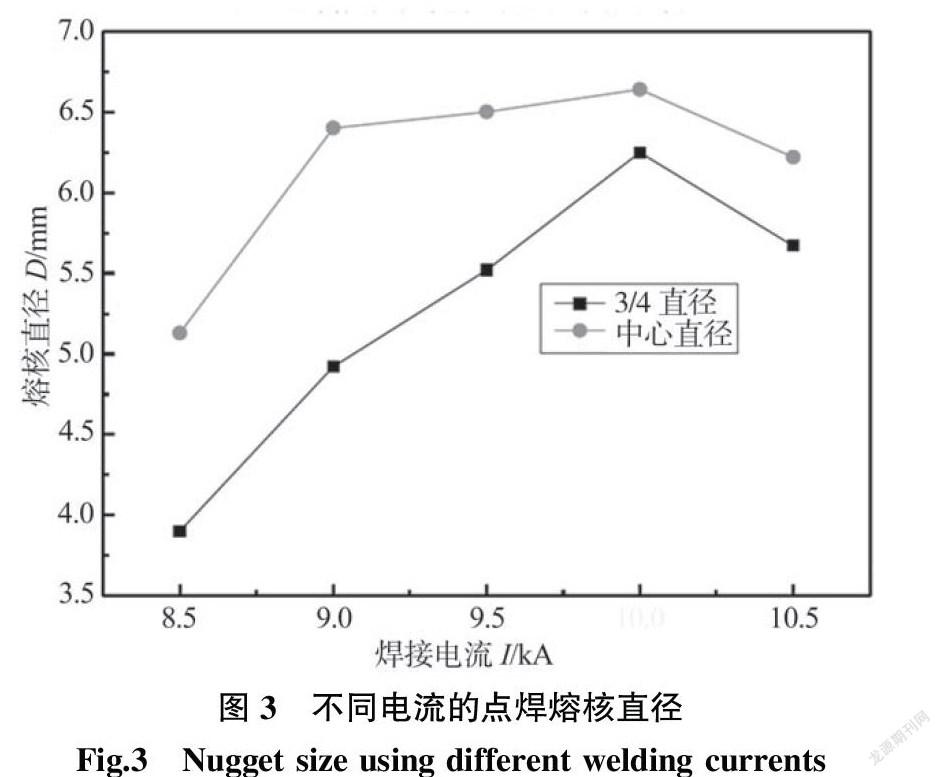
通常情況下,汽車制造廠都有點焊標準,其中熔核尺寸也有相關合格標準[5]。不同電流的點焊熔核直徑如圖3所示,可以看出,焊點中心處的直徑均大于第三、四層之間的熔核直徑,并且隨著焊接電流的增大,焊點中心和第三四層之間的熔核直徑前期均呈略增加的趨勢,焊接電流為10 kA時,熔核直徑最大,焊接電流為10.5 kA時,熔核直徑因飛濺導致減小。
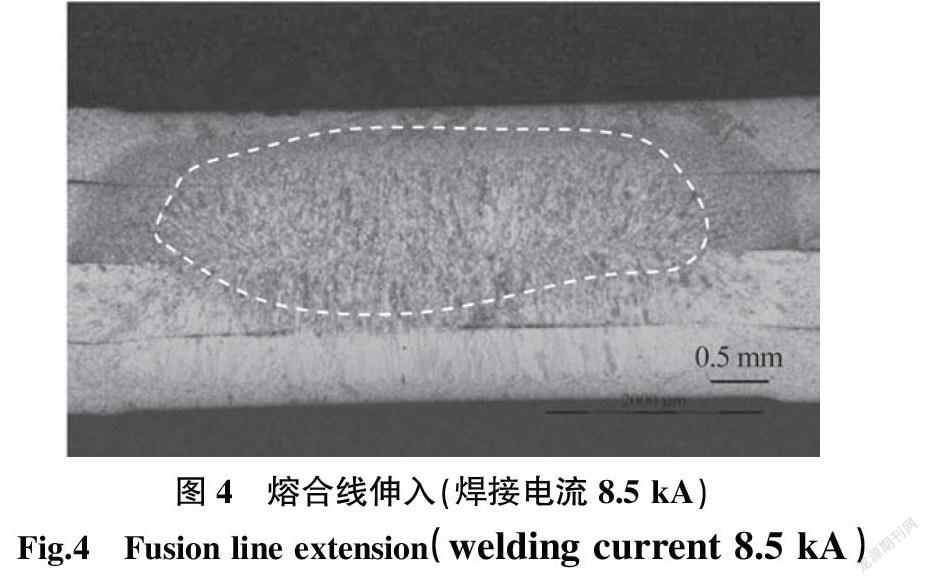
圖2中Ⅱ型的力學性能較Ⅰ型有較小的提升,這與點焊接頭的搭接及加載模式相關。Ⅰ型對力學性能起作用的是焊點中心處的熔核直徑,斷裂形式是在DC04側留下孔洞,DC03側保留“紐扣”;Ⅱ型不僅有焊點中心處的熔核作用,還有來自第三四層板之間的熔核作用,其斷裂則是DC03板焊點處出現裂紋并沿母材方向擴展,焊點留在DC03和DC04之間。Ⅲ型對力學性能起作用的是第三四層板之間的熔核直徑,熔核拔出斷裂形式是最外側DC01板留下孔洞,“紐扣”則保留在另外三層板的界面上。焊接電流為8.5 kA時,試板因熔合線伸入而發生了界面斷裂,如圖4所示。
Ⅰ、Ⅱ、Ⅲ之所以產生這種力學變化,究其原因可能是模式Ⅲ下接頭未焊透或大電流情況下壓痕較深,飛濺嚴重導致在受拉力情況下直接脫落或者分離,而其他兩個模式受力在中間層,熔核已形成。
2.2 四層板點焊接頭的外觀與缺陷
四層板點焊時的熔核形成機制不同于兩層板,四層板點焊初期并不是在三個界面各自同時形成熔核,然后形成一個整體的熔核。在焊接初期,熔核只在中間界面處生長,而在上下兩界面處并沒有形成熔核。隨著時間的推進,中間界面母材不斷熔化,兩板的接觸電阻逐漸降低,直至中間界面的接觸電阻小于上下界面接觸電阻時,熔核開始在上下界面處快速生長,且很快趕上并超過熔核在中間界面處的尺寸。隨著上下界面母材不斷熔化,接觸電阻逐漸降低,熔核又開始在中間界面處快速生長并很快趕上并超過上下界面的熔核尺寸,并最終在中間界面處達到最大熔核尺寸。
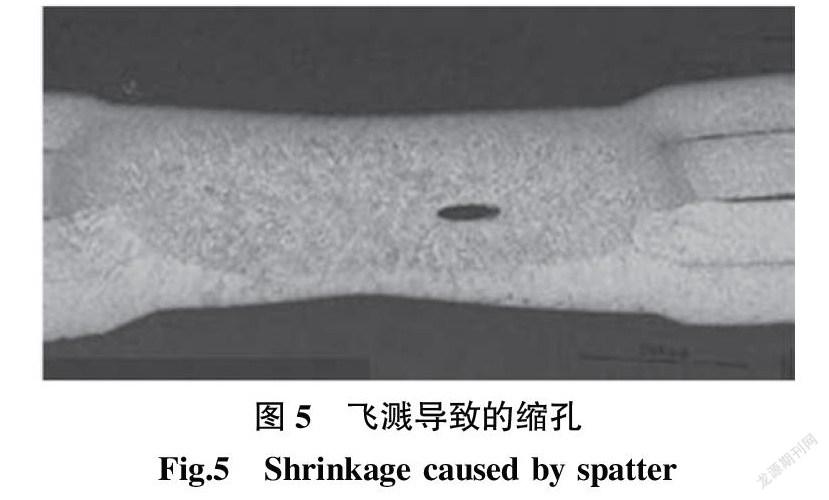
因此,當焊接電流較小時,中間界面形成了較完整的熔核,而在上下兩層則因熱輸入量不足,熔核未完全形成,存在熔合線伸入的缺陷,在該兩處的熔核直徑較小。觀察圖4、圖5可以發現,第一層和第三層的熔合情況有差異,這主要是材料性能差異所致。當焊接電流較大時,焊點中心處的熔融金屬突破焊點的塑性環飛濺出來,飛濺出來的金屬無法彌補,形成了焊點中心處的縮孔[5]。由于能量的損失,熔核直徑相應減小,力學性能隨之降低。另外在四層板點焊時,各板之間的裝配及前處理(油污等)也是造成飛濺的直接因素,所以在四層板點焊時要保證鋼板表面質量和裝配精度。
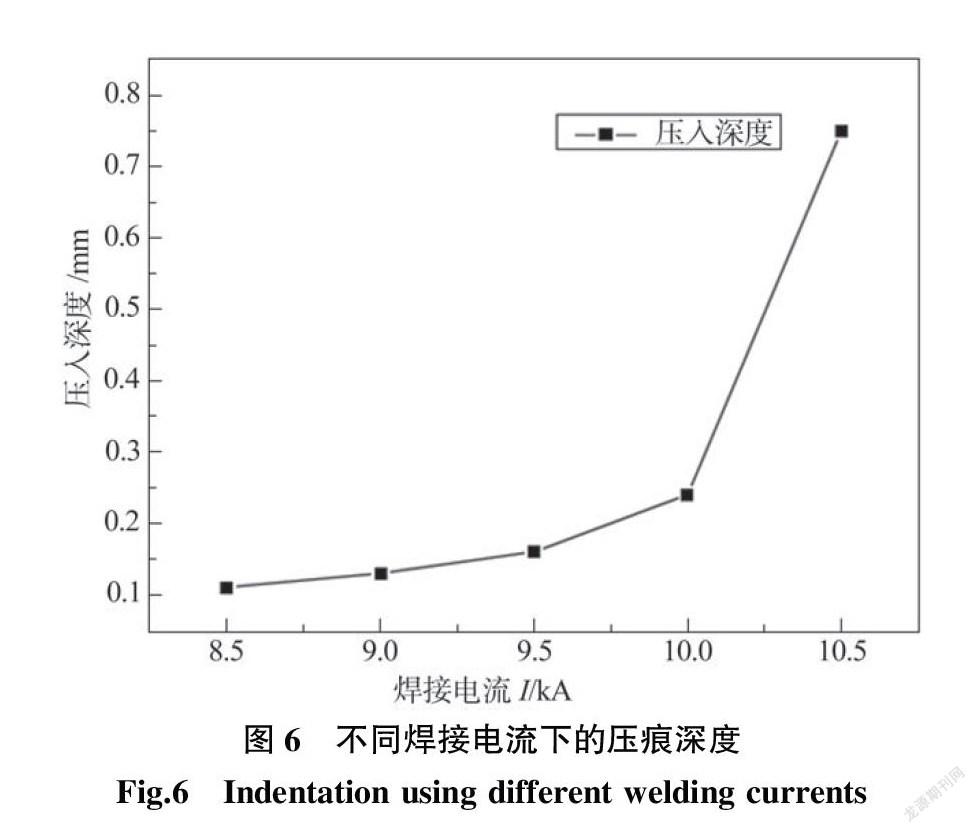
焊點的壓入深度是外觀檢測重要指標[6]。在一定范圍內,隨著壓入深度的增大,熔核直徑有增大的趨勢,達到一定值時,熔核直徑就會減小,同時導致點焊接頭力學性能下降。不同焊接電流時的壓入深度如圖6所示,焊接電流為10.5 kA時,壓入深度達到0.7 mm以上,壓入單塊板材的百分比大于50%,而壓入深度較大會影響到焊點的靜態拉剪強度和動態疲勞強度,因此在點焊焊點的檢驗標準中,通常會對焊點的壓入深度做出規定,通常為30%板厚,但應酌情考慮間隙量。
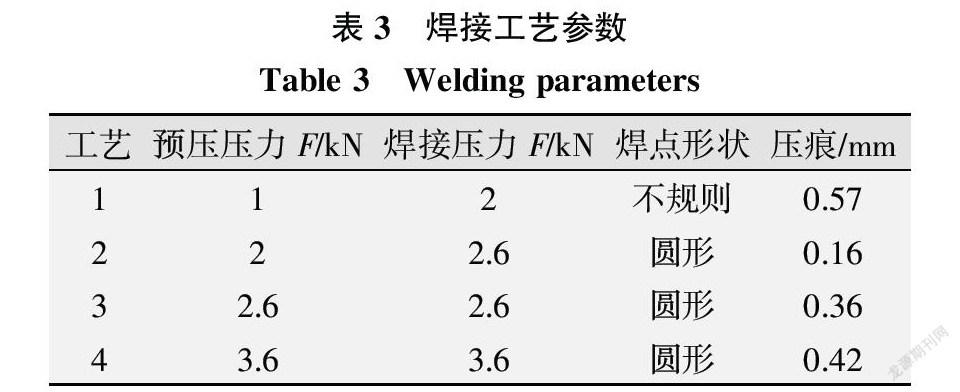
電極壓力在一定程度上對焊點的外觀產生影響[7]。電極壓力由預壓壓力和焊接壓力組成。施加預壓壓力是為了消除多層板之間的裝配間隙,同時接觸壓力分布及工件變形影響焊接時的接觸電阻,當鋼板壓合不均導致焊件局部電流密度過大時,會出現焊點不規則、飛濺等缺陷。施加焊接壓力使焊點受熱區域產生一定量的塑性變形及材料的熔合,同時有利于焊點的快速冷卻[8]。針對電極壓力對焊點外觀的影響,設定了如表3所示的焊接工藝。保持焊接電流9.5 kA、焊接時間230 ms、預壓時間200 ms、保持時間40 ms不變,施以單脈沖電流。
由表3可知,工藝1預壓壓力較小,焊接通電時,接頭因裝配間隙的存在導致焊點局部熱輸入量過大,焊點呈不規則形狀,壓入深度較大;工藝2,焊點呈圓形,壓入深度較小;工藝3和工藝4,焊點呈圓形,焊點壓痕較深,工藝4壓痕較工藝3更深。通過試驗可知,預壓壓力和焊接壓力會在一定程度上影響焊點的外觀,預壓壓力要保證多層板之間的裝配間隙。
2.3 點焊接頭微觀組織分析
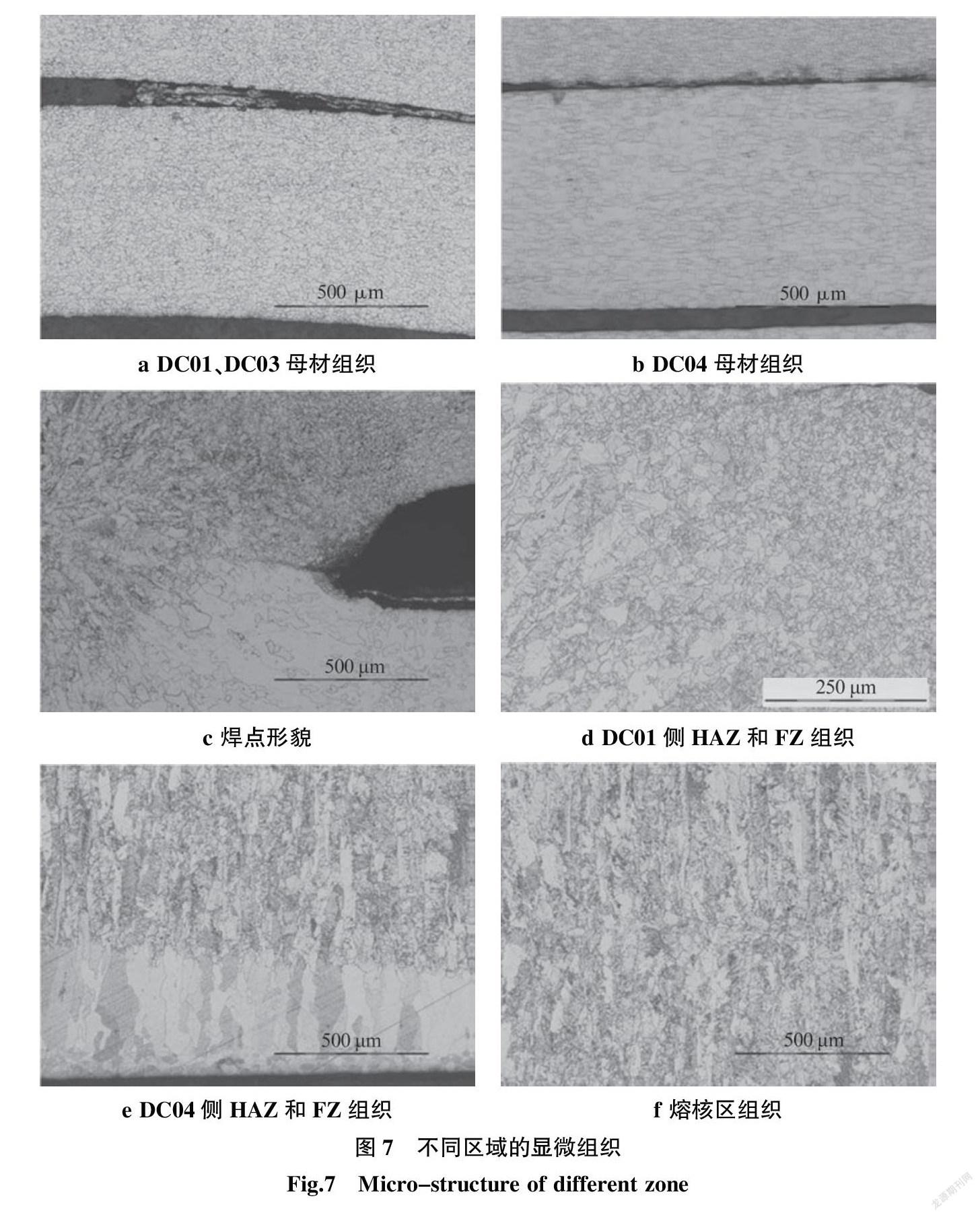
點焊接頭微觀組織照片如圖7所示。
由圖7a、7b可知,DC01、DC03和DC04的母材組織均為鐵素體;由焊點組織形貌(見圖7c)可知焊接熱影響區和熔核區的分布特征,從母材到熔核區分別為:母材、不完全重結晶區、相變重結晶區、過熱區和熔核區。在不完全重結晶區,一部分組織發生了相變重結晶過程,組織為細小的鐵素體;在相變重結晶區,母材金屬加熱到Ac3以上的溫度,發生重結晶,在空氣中冷卻,生成均勻細小的鐵素體;在過熱區,奧氏體晶粒發生嚴重的長大現象,冷卻后得到粗大的組織,通過硬度測試發現,該區域的硬度值較低;在熔核區(見圖7f),焊縫金屬在快速冷卻的作用下,生成了鐵素體型貝氏體,該區域的組織均勻性較好。
3 結論
(1)焊點的熔核直徑和接頭的力學性能存在著密切關系,加載模式對力學性能也產生重要影響。在一定的范圍內,隨著焊接電流的增大,熔核直徑增加,接頭力學性能提高,外觀良好。
(2)四層板點焊容易出現未焊透、飛濺以及壓入深度過大的缺陷,優化焊接工藝及裝配精度可以有效預防和減少焊接缺陷。在點焊工藝參數為預壓壓力2.0 kN、焊接壓力2.6 kN、焊接時間230 ms和焊接電流10 kA時,點焊接頭外觀良好,力學性能最佳。
(3)電極壓力對壓入深度有一定的影響,主要通過熱輸入量和預壓裝配間隙影響壓入的深度。預壓壓力和焊接壓力不同,可以在一定程度上影響焊點的外觀。
(4)四層板焊點的顯微組織演變決定了其硬度分布,可以通過焊接工藝的優化,改變焊點處的顯微組織,從而提高點焊接頭的力學性能。
參考文獻:
[1] 陳文斐. 基于結構優化的汽車輕量化方?法探索[J]. 汽車實用技術,2019(24):135-13
[2] 陳宇豪,薛松柏,王博,等. 汽車輕量化焊接技術發展現?狀與未來[J]. 材料導報.2019,33(S2):431-440.
[3] 徐世龍,朱加雷,王吉仁,等. 鍍鋅板無飛濺點焊電極設?計及試驗[J]. 電焊機,2017,47 (05):82-84.
[4] 多層鈑金搭接結構[P]. CN201220678609.0.
[5] 王大臣,劉曉琴,逯連文,等. 電阻點焊熔核檢測標準對?比及分析[J]. 電焊機,2020,50(06):96-99+136-137
[6] 李雪海. 汽車白車身點焊質量控制評價體系研究[J]. 汽?車實用技術,2020(08):191-193.
[7] 趙濤. 鍍鋅鋼板電阻點焊工藝研究[D]. 安徽:合肥工業?大學,2005.
[8] 劉磊,縱榮榮,李樂樂,等. 輕量化汽車電阻點焊技術的?研究與應用[J]. 時代汽車,2019(03):131-134.
