SMA490BW耐候鋼深熔焊工藝及接頭的組織和性能
2020-09-10 07:22:44吳向陽田仁勇張志毅李亞南趙秩磊丁成鋼
電焊機 2020年10期
吳向陽 田仁勇 張志毅 李亞南 趙秩磊 丁成鋼


摘要:分別采用高頻脈沖MAG焊和普通脈沖MAG焊(深熔模式)對12 mm厚SMA490BW耐候鋼板T型接頭(角焊縫)進行了焊接工藝試驗,觀察和分析了熔深及焊接接頭的宏觀形貌、金相組織特征,并測試了焊接接頭的維氏硬度(HV10)和焊接殘余應力。結果表明:與普通脈沖MAG焊相比,在相近的焊接線能量(熱輸入)下,高頻脈沖的熔深增加20%~30%,焊接熱影響區(距焊趾處約12 mm)的殘余應力降低約為11%~26%;與普通脈沖MAG焊相比,高頻脈沖MAG焊接頭呈較為理想的組織特征,焊縫中針狀鐵素體(AF)組織含量較多,熔合區不含側板條鐵素體(FSP)組織,先共析鐵素體(GBF)組織數量較少,其過熱區的晶粒粗化程度較小;兩種焊接方法獲得的焊接接頭的維氏硬度值均小于380 HV10,符合焊接工藝評定標準的要求。
關鍵詞:SMA490BW耐候鋼;高頻脈沖MAG深熔焊;殘余應力;顯微組織;維氏硬度
中圖分類號:TG457.11 文獻標志碼:A 文章編號:1001-2303(2020)10-0065-05
DOI:10.7512/j.issn.1001-2303.2020.10.13
0 前言
SMA490BW 耐候鋼具有較好的強度、塑性、韌性以及耐大氣腐蝕等綜合性能,是制造高速動車組轉向架焊接構架的主要用鋼[1]。在轉向架構架焊接生產過程中,某些焊縫受到焊接可達性限制(如焊接空間不足),只能實施單面焊雙面成形,即要求底層焊道完全熔透、熔合以及成形良好。目前,轉向架主要采用傳統脈沖(普通脈沖)MAG焊,在限制焊接熱輸入量的工藝要求下,普遍存在熔合不良、熔深不足的問題。國內軌道交通裝備制造企業在改善根部熔合性、提高焊接熔深等方面進行了相關的較為系統的研究[2-3],如選用進口焊機、進行焊接工藝試驗及接頭的綜合評定。但還需做進一步深入的研究工作,比如熔深、焊接接頭的金相組織的具體數據對比等。
針對焊接材料和工藝對轉向架構架焊接接頭組織和性能的影響,國內專家學者也進行了相應的研究。結果表明,隨著焊接線能量的增加,焊接冷卻速度降低,針狀鐵素體數量明顯減少,會轉變為條狀或塊狀鐵素體,熱影響區的晶粒粗化會導致其韌性下降[4],國產焊絲CHW-55CNH可以代替進口焊絲G424M21Z進行SMA490BW耐候鋼的焊接,兩者對焊縫組織的影響差別不大,且拉伸試驗均斷裂在母材上[5]。
與普通脈沖MAG焊相比,高頻脈沖MAG焊具有以下特點:①“一脈多滴”的熔滴過渡特點,使焊接速度更快,與普通脈沖MAG焊相比,焊接速度可提高約30%~40%;②弧柱收窄,具有壓縮電弧特性,增加了焊接熔深及電弧的穿透力;③小電流更穩定,更適合立向下打底焊;④基本無焊接飛濺。基于此,文中以T型接頭角焊縫為研究對象,選用高頻(高速)脈沖MAG焊焊接方法,使用改制的焊機進行了深熔焊的工藝研究,并對焊接接頭的應力、組織和性能進行了相關評定,以實現大熔深、高質量的焊接,為新的焊接工藝方法在高速動車組轉向架構架焊接制造上的應用提供依據。
1 試驗材料與方法
1.1 試驗材料
試驗用母材為厚度12 mm的SMA490BW耐候鋼板,焊接試板規格為350 mm×150 mm×12 mm,填充材料為直徑1.2 mm 的CHW-55CNH實心焊絲,母材和焊材的化學成分及力學性能如表1所示。
1.2 試驗方法
1.2.1 焊接工藝對比試驗
選用在原有焊機基礎上改制的高頻脈沖MAG焊機及普通脈沖MAG焊機(選用“熔深控制-深熔模式”),搭配HCD500A-1擺動式自動焊接小車焊接試板,保護氣體選擇EN ISO14175 M21型氣體φ(Ar)80%+φ(CO2)20%,氣體流量 22 L/min。焊接工藝參數如表2所示。
1.2.2 焊接接頭綜合評定試驗
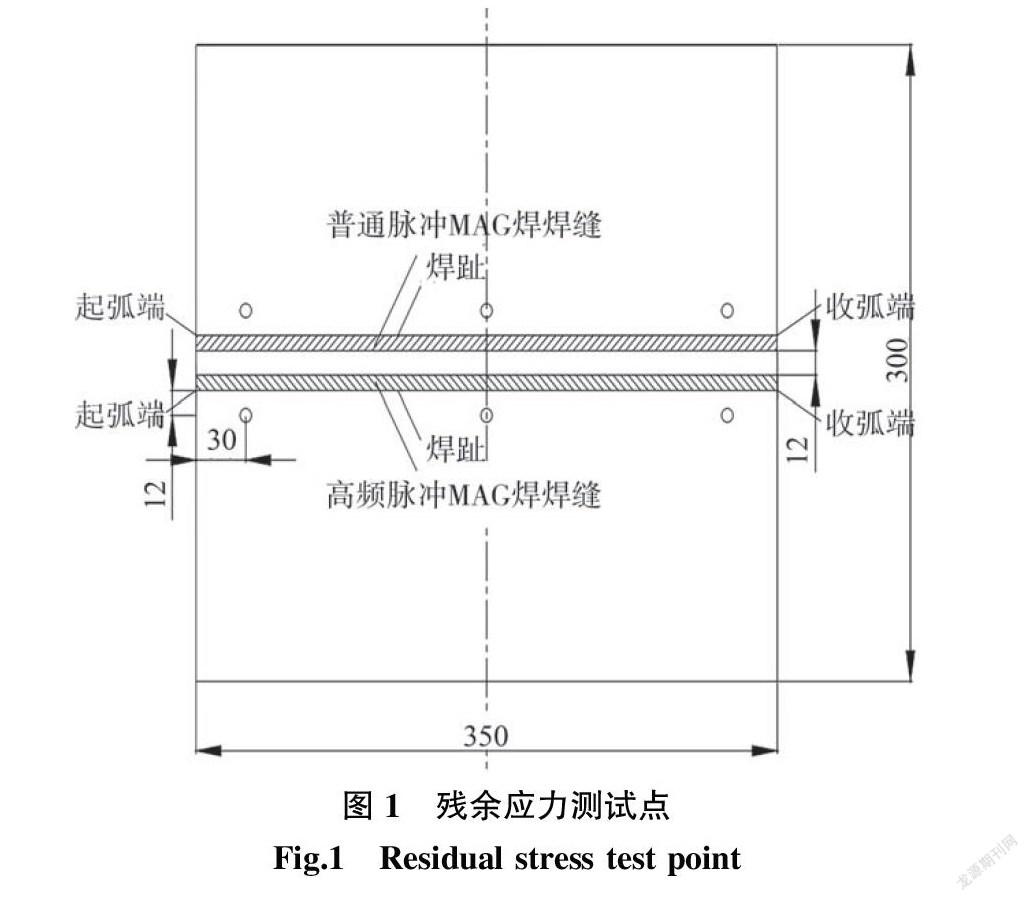
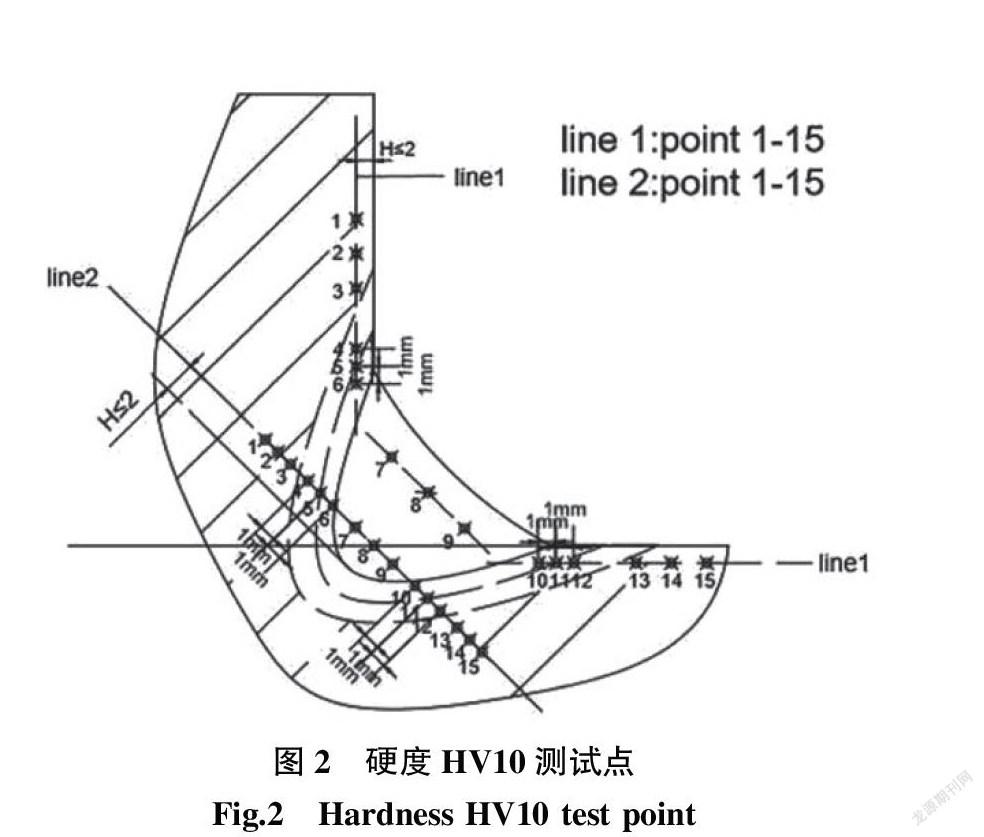
參照GB/T 24179:2009“金屬材料殘余應力測定壓痕應變法”標準的規定,用KJS-3型壓痕應力測試系統測試距角焊縫焊趾處約12 mm的焊接熱影響區的殘余應力,測試點選起弧部位、中間部位、收弧部位各1點,如圖1所示;參照EN ISO17639:2013標準,用Leica DMi8 A金相顯微鏡觀察金相組織,分析接頭顯微組織特點;焊接接頭維氏硬度(HV10)的測試參照EN ISO9015:2011標準,用HVA-10A小維氏硬度試驗機測試焊接接頭硬度,加載載荷10 kg,測試點如圖2所示。
2 試驗結果與分析
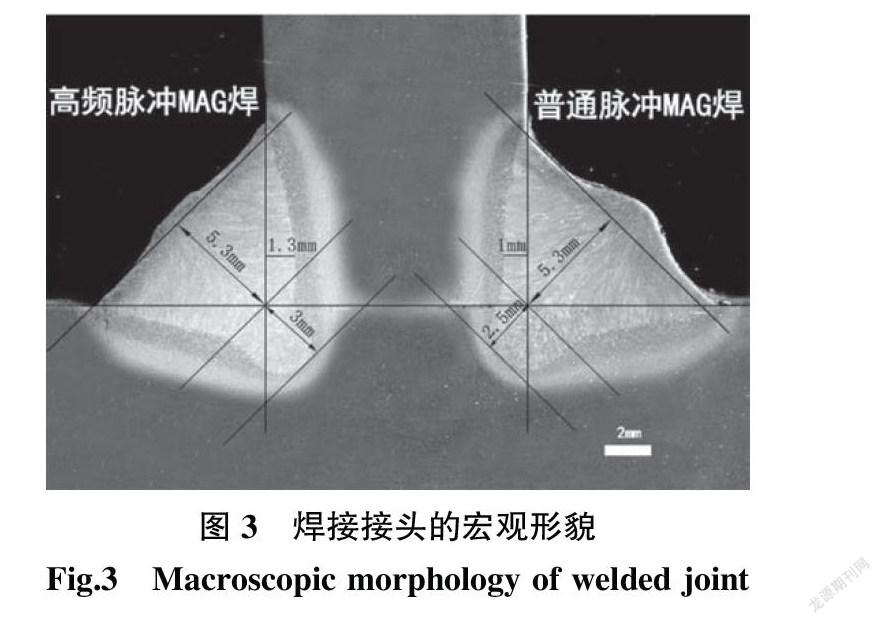
2.1 焊接接頭的宏觀形貌
焊接接頭的宏觀形貌如圖3所示。由圖3可知,高頻脈沖MAG焊、普通脈沖MAG焊根部及側壁熔合良好,未見裂紋、氣孔、夾雜類缺陷。值得注意的是,與普通脈沖MAG焊相比,高頻脈沖MAG焊的焊縫余高較小,熔深較大,根部熔深值高出約20%,側壁熔深值高出約30%,這是由于高頻脈沖MAG焊壓縮性電弧作用的原因。
2.2 焊趾處殘余應力
距焊趾處約12 mm的熱影響區焊接殘余應力如表3所示。與普通脈沖MAG焊相比,在相同位置,高頻脈沖MAG焊的焊接殘余拉應力降低約在11%~26%。高頻脈沖焊的壓縮電弧使得電弧能量密度較高,焊接接頭的殘余應力得以降低。
2.3 焊接接頭的金相組織和硬度
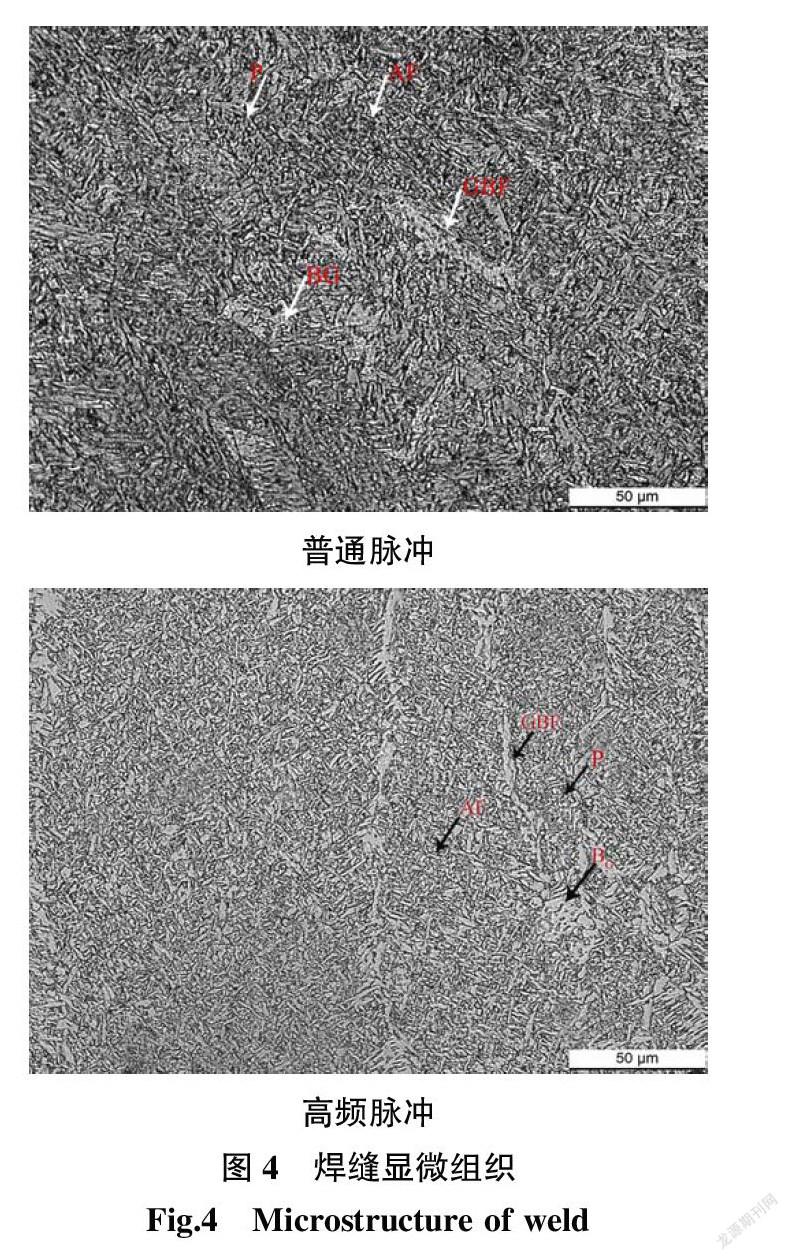
焊接接頭的顯微組織如圖4~圖6所示。由圖4可知,兩種焊接工藝條件下的焊縫顯微組織類型相似,為先共析鐵素體(GBF)、針狀鐵素體(AF)、少量粒狀貝氏體(BG)及珠光體(P)組織,高頻脈沖MAG焊焊縫中明顯含有數量較多的AF組織。
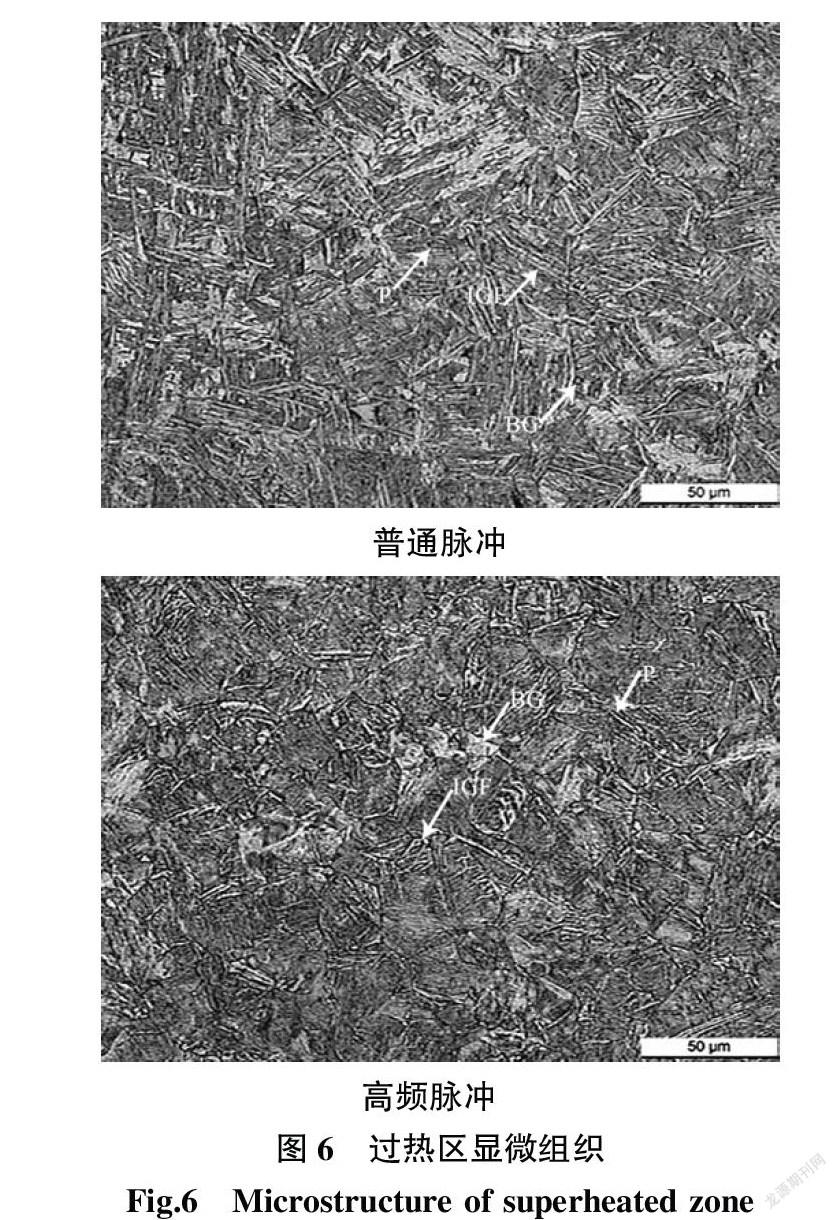
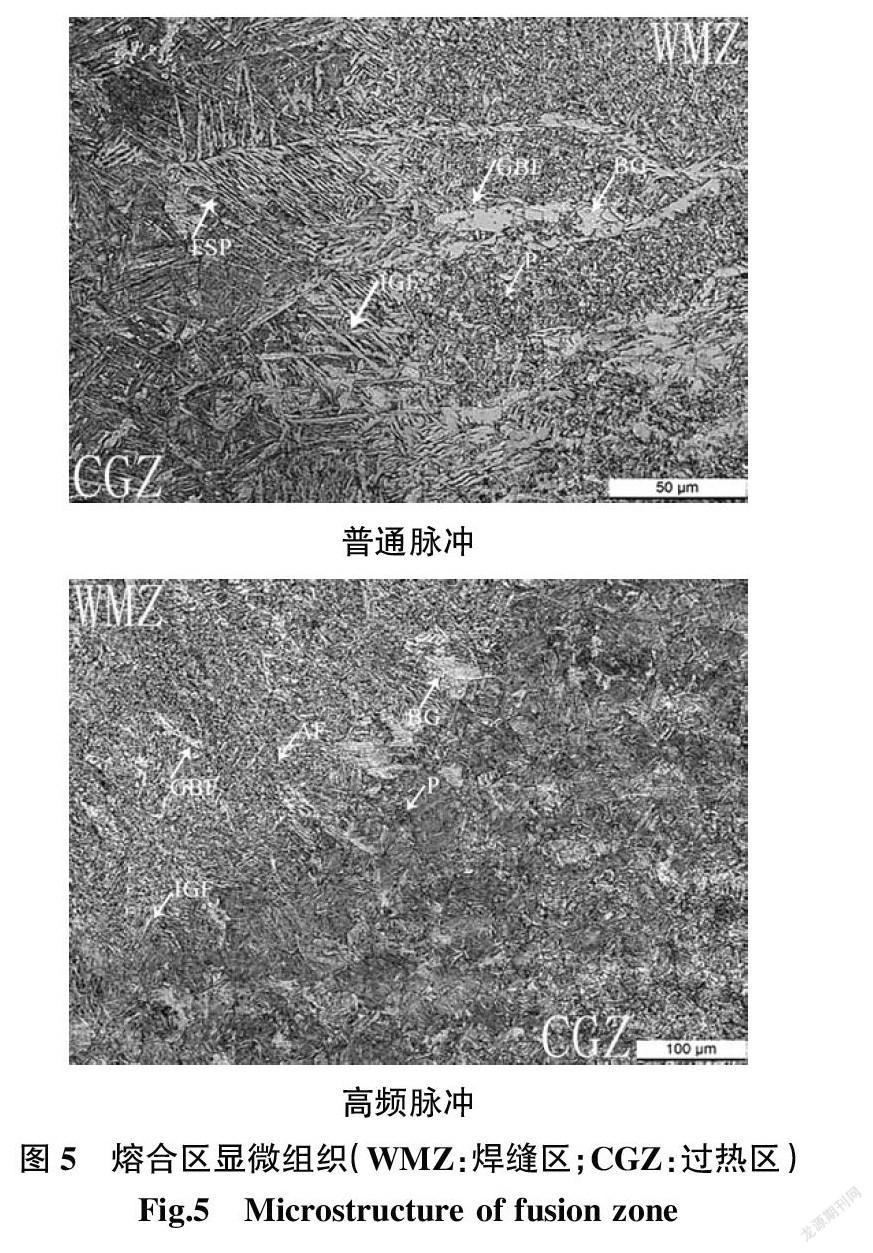
由圖5可知,熔合區的顯微組織類型有所不同。高頻脈沖MAG焊接頭熔合區的顯微組織為晶內細條狀鐵素體(IGF)、AF及少量的GBF、BG和P組織;而普通脈沖MAG焊接頭熔合區的顯微組織為GBF、FSP及少量的IGF、BG和P組織;高頻脈沖MAG焊、普通脈沖MAG焊過熱區的組織特征是:晶粒較為粗大,晶內為細條狀鐵素體(IGF)及少量BG和P組織,未見粗大的魏氏組織。
值得注意的是,兩種焊接工藝條件下接頭的組織特征有顯著不同,與普通脈沖MAG焊相比,高頻脈沖MAG焊接頭的組織特征較為理想,表現為:①焊縫金屬中含有更多的AF組織(見圖4);②熔合區中無韌性很差的FSP組織,GBF組織數量也較少;③過熱區的晶粒粗化程度較小(見圖5)。高頻脈沖MAG焊接頭的這種組織特征會使接頭的韌性,尤其是低溫沖擊韌性明顯優于普通脈沖MAG焊接頭。
針狀鐵素體(AF)組織是中溫組織轉變產物,在本質上可認為是貝氏體(B)中鐵素體,長寬比多為4∶1,形成溫度在600 ℃到貝氏體組織轉變點(BS)之間,是在中等冷卻速度下,且有氧化物夾雜作為形核質點形成的,AF組織的增加可顯著改善焊縫金屬的韌性[6-8]。高頻脈沖MAG焊具有壓縮電弧的特性,與普通脈沖MAG焊相比,在相近的焊接線能量(熱輸入)下,可獲得更大的脈沖電弧能量密度[9]。當普通脈沖電弧還是鐘罩形時,高頻脈沖電弧已經呈現角錐形這一理想形狀,使得電弧能量密度增加,對熔池作用的范圍更大,不但增大了焊縫側面的熔深,還增大了焊接接頭的冷卻速度,使焊縫、熔合區金屬的800 ~500 ℃冷卻時間(t8/5)滿足更多的AF形成的窗口條件,熔合區中脆性的FSP組織難以形成,焊接熱影響區(HAZ)過熱粗晶區(CGZ)晶粒粗化程度得以降低。而一脈多滴的熔滴過渡形式使得對熔池沖擊作用的次數增多,增大了焊縫根部的熔深。高頻脈沖MAG焊工藝及接頭組織和性能還有待于后續的深入研究,如AF組織準確的定量表征、焊接工藝窗口與組織和性能的關系等。
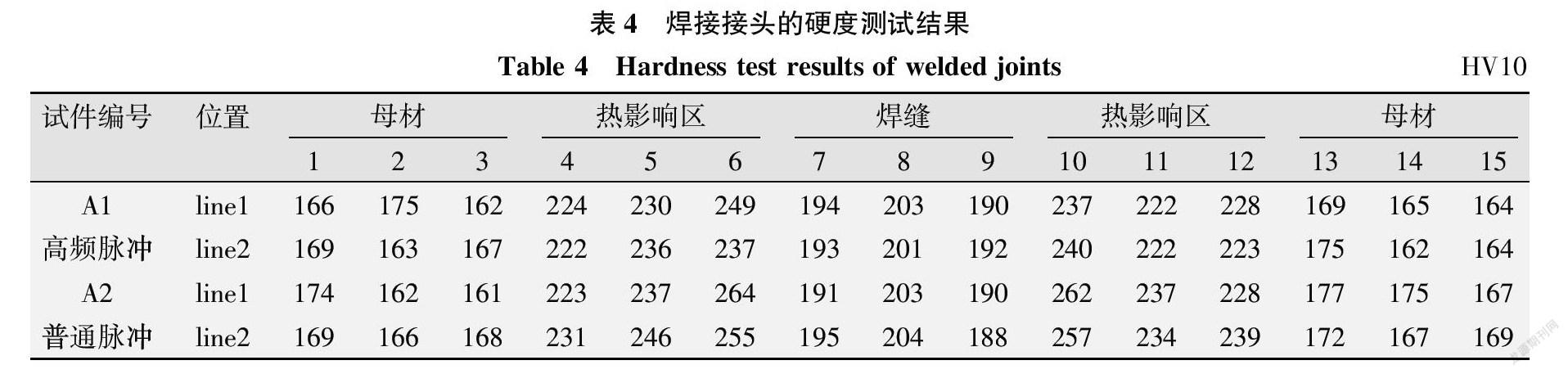
焊接接頭的硬度測試結果如表4所示。由表可知,焊接接頭的維氏硬度均小于380 HV10,符合焊接工藝評定標準EN ISO15614:2017的要求。
3 結論
(1)無論普通脈沖MAG焊還是高頻脈沖MAG焊,焊縫金屬與母材金屬均熔合良好,接頭無裂紋、氣孔、夾雜類缺陷;在相近的焊接熱輸入下,高頻脈沖MAG焊的熔深大于選用“深熔模式”的普通脈沖MAG焊,根部熔深值比普通脈MAG焊沖高出約20%,側壁熔深值高出約30%。
(2)與普通脈沖MAG焊相比,高頻脈沖MAG焊接頭熱影響區的殘余焊接拉應力降低約11%~26%。
(3)高頻脈沖MAG焊焊縫顯微組織類型與普通脈沖MAG焊接頭的組織類似,為先共析鐵素體(GBF)、針狀鐵素體(AF)、少量的粒狀貝氏體(BG)及珠光體(P)組織,高頻脈沖MAG焊焊縫中明顯含有數量較多的AF組織。
(4)高頻脈沖MAG焊接頭熔合區的顯微組織為晶內細條狀鐵素體(IGF)、AF及少量的GBF、BG和P組織;而普通脈沖MAG焊接頭熔合區的顯微組織為GBF、FSP及少量的IGF、BG和P組織;高頻脈沖MAG焊熔合區中不含脆性的FSP組織,GBF組織的數量也較少。
(5)高頻脈沖MAG焊、普通脈沖MAG焊過熱區的組織特征是晶內細條狀鐵素體(IGF)及少量BG和P組織,未見粗大的魏氏組織,且高頻脈沖MAG焊焊接熱影響區過熱區的晶粒粗化程度小于普通脈沖MAG焊。
(6)高頻脈沖MAG焊與普通脈沖MAG焊接頭的維氏硬度值均小于380 HV10,符合焊接工藝評定標準的要求。
參考文獻:
[1] 王元良,駱德陽,王一戎. 我國高速列車焊接技術及其新?發展[J].電焊機,2008,38(8):8-12.
[2] 張世欣,汪認,謝旭,等. SMA490BW耐侯鋼超射流過渡?焊接頭殘余應力與疲勞性能[J]. 熱加工工藝,2018,47?(19):85-89.
[3] 張世欣,汪認,謝旭,等. 轉向架用SMA490BW耐候鋼超?射流過渡焊接工藝試驗[J]. 電焊機,2017,47(10):40-45.
[4] 張合禮,楊蔚,王永波,等. 焊接線能量對轉向架用SMA?490BW耐候鋼接頭組織與性能的影響[J]. 熱加工工藝,?2018,47(17):215-218.
[5] 何亞玲,胡潔,王曉敏. 轉向架用耐候鋼焊接接頭顯微組?織和力學性能[J]. 電焊機,2016,46(10):112-117.
[6] 熊玲琪,李紅衛. 高強度低合金鋼焊縫金屬的組織及其?影響因素[J]. 鋼鐵研究學報,2010,22(6):53-58.
[7] 杜則裕,張德勤,田志凌. 低碳低合金鋼焊縫金屬的顯微?組織及其影響因素[J]. 鋼鐵(增刊),1999(34):67-71.
[8] 劉會杰. 焊接冶金與焊接性[M]. 北京:機械工業出版社,?2010:9.
[9] 朱余榮,黃煒. 脈沖MAG焊的脈沖能量參數對熔滴過渡?特性的影響[J]. 焊接技術,1996(5):6-8.
