核電廠閥芯W(wǎng)CB鋼鈷基耐磨堆焊工藝研究
2020-09-10 07:22:44徐寶坪晉嘉昱朱家澤
電焊機 2020年10期
徐寶坪 晉嘉昱 朱家澤


摘要:鈷基合金因其良好的耐高溫性、耐腐蝕性和耐磨性,成為目前應(yīng)用最為廣泛的一種堆焊合金。為降低核電廠運行機組的維修成本,使設(shè)備利用率最大化,本著“以修代換”維修方式開展了閥門閥芯ASTM 216 WCB鋼鈷基耐磨堆焊工藝研究。文中主要簡述了堆焊類型和鈷基合金耐磨性的機理;詳細(xì)闡述了ASTM 216 WCB鋼鈷基合金耐磨堆焊工藝評定,通過對堆焊層無損檢測、理化檢測,獲得了滿意的堆焊接頭,為制定機組大修實施同材質(zhì)閥門閥芯鈷基耐磨堆焊工藝指導(dǎo)書提供了有力的技術(shù)依據(jù),從而保障閥門閥芯維修鈷基耐磨堆焊質(zhì)量符合要求。
關(guān)鍵詞:鈷基合金;耐磨;堆焊
中圖分類號:TG455 文獻(xiàn)標(biāo)志碼:A 文章編號:1001-2303(2020)10-0074
DOI:10.7512/j.issn.1001-2303.2020.10.15
1 概述
核電廠服役機組多系統(tǒng)閥門由于長時間在高溫、高壓環(huán)境下運行,受運行介質(zhì)不斷沖刷加之閥門的頻繁操作,導(dǎo)致閥門內(nèi)零部件磨損或減薄,進(jìn)而影響閥門正常功能的使用。為保障機組設(shè)備下一個循環(huán)的安全、可靠運行,大修期間一般會對閥門進(jìn)行整體更換處理。然而,機組運行期間閥門由于運行磨損減薄等原因所導(dǎo)致的設(shè)備功能失效為常見的失效模式,若直接采取更換處理,維修費用高、代價大,不利于機組大修成本控制,而采用堆焊耐磨合金的方法對因磨損而減薄的閥門進(jìn)行修復(fù)從而實現(xiàn)“以修代換”,是降低維修成本的理想方法。
2 堆焊簡介
堆焊是通過在被焊金屬表面制備具有特殊性能的堆焊層的方法,堆焊層能在特定工況條件下服役并符合使用要求。
堆焊是金屬晶內(nèi)結(jié)合的一種熔化焊接方法,不同于一般焊接,它不是連接技術(shù),而是一種表面改性技術(shù),在零件表面堆焊一層或數(shù)層具有一定性能材料的工藝過程,目的在于維復(fù)零件或提高零件的表面耐磨、耐熱、耐蝕等方面的性能,因此堆焊既具有一般焊接方法的特點,但又有其特殊性[1]。
堆焊合金類型主要分為鐵基合金、鈷基合金、鎳基合金、碳化物硬質(zhì)合金、銅基合金五大類[2]。
3 鈷基合金耐磨機理
3.1 鈷基合金介紹
鈷基合金又稱“司特立”(Stellite)合金,為Co-Cr-W-C合金,以Co為基本成分,其他元素成分含量w(Cr)=25%~33%、w(W)=3%~21%,w(C)=0.7%~3.3%,Cr使合金具有高的抗氧化性,W增加合金的高溫(540~650 ℃)蠕變強度。合金整體硬度通常隨含碳量的增加而增加,當(dāng)合金含碳量低時,堆焊層的組織為奧氏體+共晶組織;含碳量高時,合金為過共晶組織,出現(xiàn)大塊的M7C3和M6C型合金碳化物。在650 ℃左右能保持較高的強度和硬度是鈷基堆焊合金區(qū)別于鐵基、鎳基堆焊合金的主要特點,也是該合金應(yīng)用較多的主要原因。
鈷基堆焊合金具有良好的耐高溫和耐磨性能、很好的紅硬性、較好的抗磨料磨損、抗腐蝕、抗沖擊、抗熱疲勞、抗氧化和抗金屬件耐磨性能,綜合性能較好。但是此類合金很容易形成冷裂紋或結(jié)晶裂紋,在電弧焊和氣焊時應(yīng)進(jìn)行200~500 ℃預(yù)熱,且預(yù)熱溫度應(yīng)隨著含碳量的增加而提高[3]。
3.2 鈷基耐磨機理
鈷基合金堆焊層的基體組織是奧氏體+共晶組織。含碳量低時,堆焊層由呈樹枝狀晶的Co-C-W固溶液(奧氏體)初晶和固溶液體與Cr-W復(fù)合碳化物的共晶體組成。隨著含碳量的增加,奧氏體數(shù)量減少,共晶體增多。改變C和W的含量,可以改變堆焊合金的硬度和韌性。鈷基合金中Cr可保證堆焊合金具有良好的抗氧化性和抗腐蝕性,Cr、W、C、Mo、Ni、Nb等元素以固溶和碳化物(Cr7C3、Cr23C6、WC、W2C等)兩種方式強化。Cr、W、Mo、Ni等元素對基體進(jìn)行固溶強化[4-5],C與碳化物元素形成復(fù)雜的金屬間化合物,對合金進(jìn)行沉淀強化。Co是合金固溶體元素,Cr是碳化物元素,W可以形成硬度極高的碳化鎢質(zhì)點,C是碳化物的主要元素,固溶體組織為高鈷合金,共晶組織中有碳化物的硬質(zhì)點。
4 鈷基堆焊工藝評定
耐磨堆焊工藝是在某種已知其成分、形狀和尺寸的金屬上,為獲得符合特定質(zhì)量準(zhǔn)則的堆焊層而實施的一系列操作(包括準(zhǔn)備、預(yù)熱、堆焊、后熱處理和熱處理)[6]。
耐磨堆焊工藝評定,首先包括母材和填充材料性能的確定以及操作條件(特別是規(guī)定有效范圍的主要參數(shù))的確定,其次是對所獲得的堆焊層是否滿足所要求的質(zhì)量標(biāo)準(zhǔn)進(jìn)行驗證。
4.1 堆焊母材、焊材選擇
堆焊母材(基材)為標(biāo)準(zhǔn)號ASTM 216 WCB鋼(C-Si),堆焊母材厚度20
mm,選用堆焊焊絲型號/牌號為ERCoCr-A/Stellite 6,規(guī)格3.2 mm。
4.2 焊接方法
采用全手工鎢極氬弧焊接方法(GTAW)。其特點是可見度好、電弧穩(wěn)定,飛濺少。由于惰性氣體保護(hù),堆焊機層質(zhì)量優(yōu)良。且手工鎢極堆焊工件吸熱少,熔深淺,堆焊層形狀易控制,變形小[7]。
4.3 焊接位置
堆焊時在規(guī)定區(qū)域進(jìn)行堆焊操作,且保持在平焊位置進(jìn)行堆焊。
4.4 鈷基耐磨堆焊工藝參數(shù)
ASTM 216 WCB鋼鈷基堆焊工藝參數(shù)和熱處理工藝參數(shù)分別如表1、表2所示。
4.5 堆焊工藝要點
為了將基體母材的稀釋作用減至最小,第一層堆焊應(yīng)盡可能采用較小的焊接電流,以降低焊接熱輸入。
采用手工焊絲進(jìn)行堆焊,堆焊層厚度4~5 mm,堆焊3層,層間溫度保持在180~300 ℃之間,盡量減少層間溫度范圍,以減少焊接應(yīng)力。采用窄焊道、短弧、不擺動、連續(xù)焊接,以減少焊接熱輸入,降低合金元素的燒損和稀釋率,保證焊層的性能。
在堆焊過程中,應(yīng)對每一焊道進(jìn)行目視檢查,必要時采用鋼絲刷或砂輪機打磨方法進(jìn)行層道間清理。同時,應(yīng)特別注意接頭和收弧質(zhì)量,收弧時應(yīng)將熔池填滿,多層多道焊接頭應(yīng)錯開。
4.6 堆焊層機加及無損檢測
4.6.1 堆焊層機加前檢驗
為了保證高質(zhì)量的熔敷層、規(guī)則的成型以及與基體金屬的良好附著結(jié)合,在堆焊層機加前進(jìn)行液體滲透檢驗(以下簡稱“PT”),未出現(xiàn)未熔合、未焊透、開裂、裂紋、夾鎢、夾渣;在堆焊層或結(jié)合區(qū)未出現(xiàn)任何條狀(長為寬的3倍)PT顯示,未出現(xiàn)尺寸大于1.5 mm圓形PT顯示。
4.6.2 堆焊層機加及檢驗
采用機械方法對母材堆焊表面進(jìn)行加工(至少去掉近表面0.5 mm)。
為了得到良好的打磨表面以及提高抗侵蝕和抗腐蝕性能,耐磨堆焊層機加后進(jìn)行目視檢查合格后按文中4.6.1節(jié)要求進(jìn)行PT檢驗,結(jié)果符合要求。
4.7 堆焊層破壞性試驗
4.7.1 化學(xué)分析
在非稀釋區(qū)域進(jìn)行化學(xué)分析,包括規(guī)定的化學(xué)元素(C、Si、Mn、Cr、Ni、Mo、Fe、W、Co),所有元素化學(xué)成分檢測結(jié)果(見表3)符合標(biāo)準(zhǔn)要求。
4.7.2 宏、微觀金相
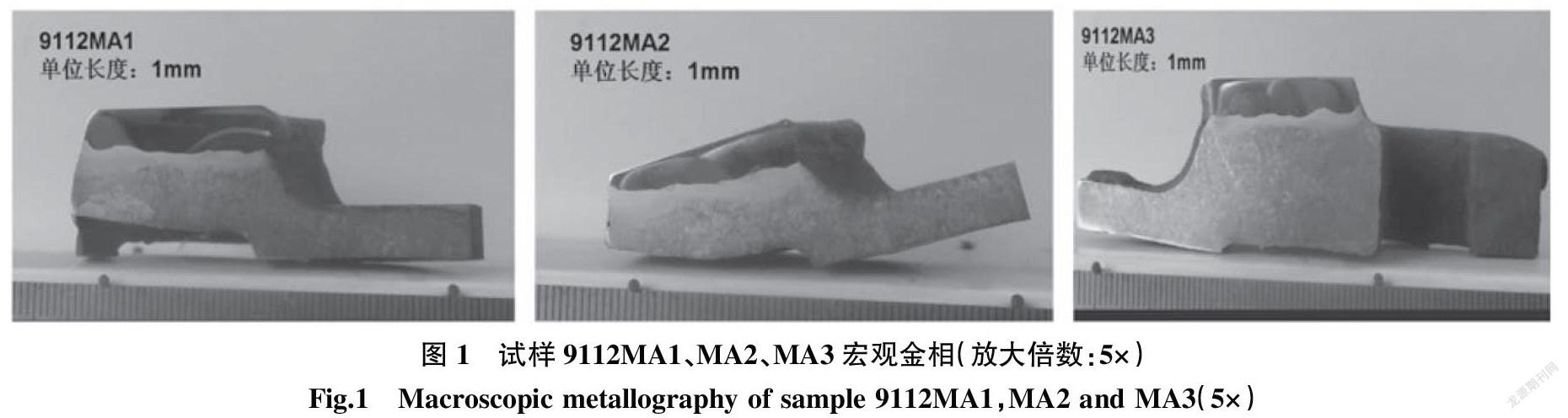
在與焊道垂直方向切取宏觀試樣,經(jīng)拋光和侵蝕液(鹽酸-硝酸-水溶液10∶1∶10)侵蝕后,用5倍放大鏡觀察焊縫金屬和熱影響區(qū)的橫截面,未發(fā)現(xiàn)裂紋、未熔合或其他線性缺陷(見圖1),符合標(biāo)準(zhǔn)要求。
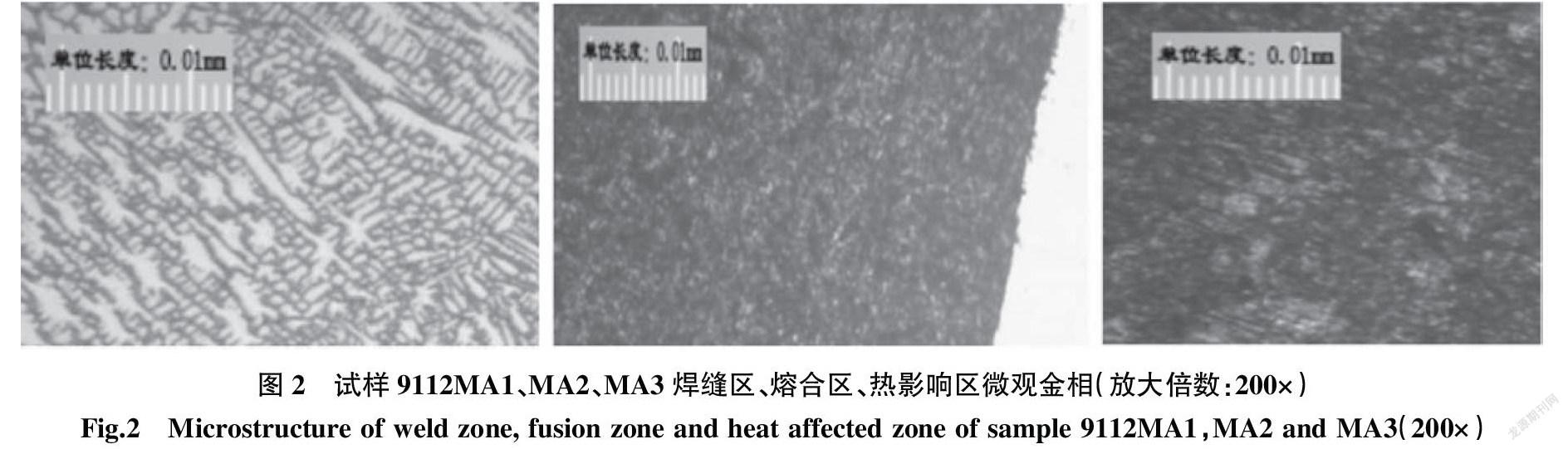
在與焊道垂直方向切取微觀試樣,經(jīng)侵蝕液(硝酸-酒精溶液5∶100)侵蝕后,用200倍顯微鏡觀察焊縫金屬和熱影響區(qū)的橫截面,未發(fā)現(xiàn)異常組織、裂紋和過度滲碳(見圖2),符合標(biāo)準(zhǔn)要求。
4.7.3 硬度檢測
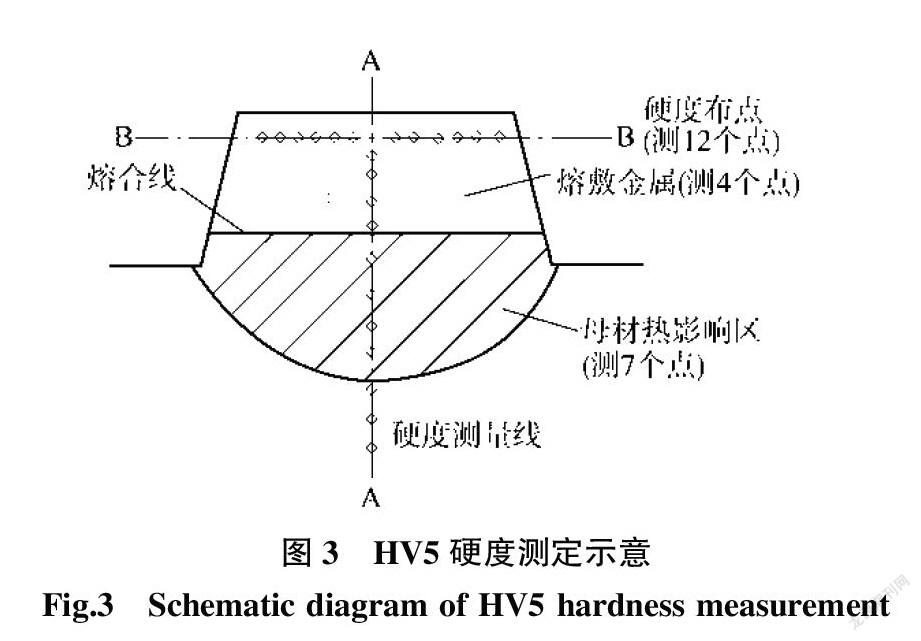
(1)硬度測量線。
在焊道中央表面垂直的直線上,測量從母材熱影響區(qū)到熔敷金屬的HV5硬度變化曲線(見圖3中的AA線)。
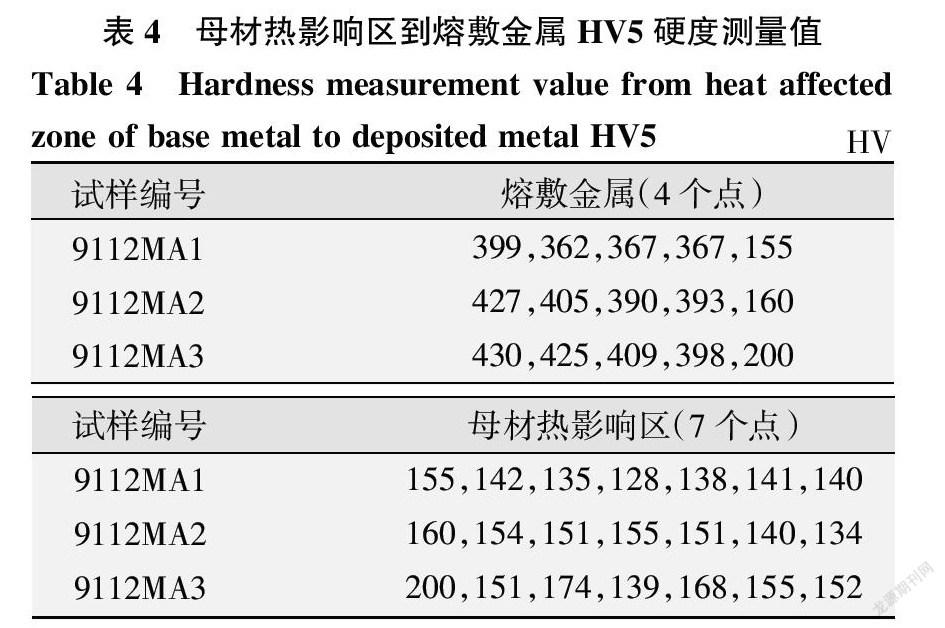
根據(jù)NB/T20002.7-2013規(guī)定,室溫抗拉強度Rm>450 MPa的鐵素體碳鋼熱影響區(qū)的硬度應(yīng)滿足HV5≤380 HV[7]。3個試樣熔敷金屬、母材熱影響區(qū)硬度分布如表4所示。可以看出,3個試樣母材熱影響區(qū)硬度測量值均滿足≤380 HV標(biāo)準(zhǔn)規(guī)定。
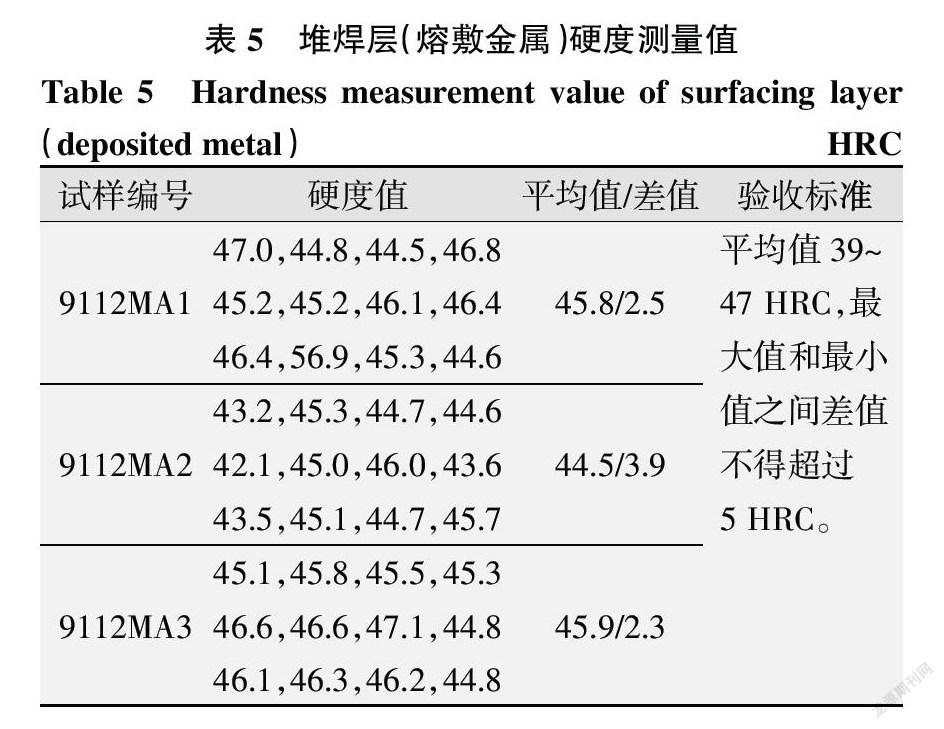
(2)表面硬度的測定。
在3個試樣堆焊層上(熔敷金屬表面)按圖3中的BB線分別測定12個HRC硬度值并取平均值,計算最大值和最小值的偏差如表5所試樣堆焊層(熔敷金屬)HRC硬度測量值均合格,符合要求。
5 結(jié)論
在ASTM 216 WCB鋼基體上堆焊鈷基合金,通過鈷基堆焊工藝評定,可獲得滿意的堆焊接頭(化學(xué)分析、宏觀、微觀金相、硬度均滿足要求),為制定ASTM 216 WCB鋼或等效材質(zhì)閥門閥芯采用鈷基耐磨堆焊工藝修復(fù)提供了有力的依據(jù),從而保障此類閥門閥芯鈷基堆焊質(zhì)量符合要求。
參考文獻(xiàn):
[1] 王娟. 表面堆焊與熱噴涂技術(shù)[M]. 北京:化學(xué)工業(yè)出版?社,2004:7.
[2] 中國機械工程學(xué)會焊接學(xué)會. 焊接手冊第1卷 焊接方?法及設(shè)備(第3版)[M]. 北京:機械工業(yè)出版社,2008:895-?901.
[3] 張亞濱. 不銹鋼鈷基耐磨堆焊焊接工藝[J]. 科技信息,2013?(11):125.
[4] 王德權(quán),胡毅鈞,李杰. 閥門用鈷基合金及堆焊工藝[J].?閥門,2004(2):12-17.
[5] 劉政軍,季杰,董曉強,等. 超硬質(zhì)相在高溫磨損中的行?為及抗磨性[J]. 焊接學(xué)報,1999(2):120-125.
[6] 核島設(shè)備設(shè)計建造規(guī)則協(xié)會. RCC-M壓水堆核島機械?設(shè)備設(shè)計和建造規(guī)則[S]. 2007.
[7] NB/T? 20002.7-2013 壓水堆核電廠核島機械設(shè)備焊接?規(guī)范[S]. 2013.
[8] 陳祝年. 焊接工程師手冊(第2版)[M]. 北京:機械工業(yè)出?版社,2009.
