雙電源Plasma-MIG焊接系統的設計與實現
2020-09-10 07:22:44王學遠楊學勤成群林姜恒
電焊機 2020年10期
王學遠 楊學勤 成群林 姜恒
摘要:根據Plasma-MIG復合電弧焊接的工作原理,以PLC為控制核心建立了雙電源Plasma-MIG焊接系統,針對鋁合金焊接過程中的小規范起弧問題提出了模式轉化的起弧方法,以回路中等離子電流檢測值Ip作為穩定性判據,在MFC平臺下編寫人機界面將控制系統集成,試驗結果顯示該控制系統能夠按照Plasma-MIG焊接時序實現對兩臺電源的協調控制,實現鋁合金的高質量焊接。
關鍵詞:Plasma-MIG復合電弧焊接;焊接系統;起弧過程
中圖分類號:TG434.1 文獻標志碼:A 文章編號:1001-2303(2020)10-0085-03
DOI:10.7512/j.issn.1001-2303.2020.10.17
0 前言
Plasma-MIG是一種高效化的復合熱源焊接技術,其基本原理是利用拘束的等離子電弧對傳統的MIG焊接過程進行保護。焊接過程中焊絲底端、熔滴以及MIG電弧都包圍在熾熱的等離子弧內部,熔滴過渡受力、熔化極電流走向等都發生了很大變化,由此產生了這種工藝方法的一系列特點:焊絲熔化速度快、無飛濺、焊接過程穩定,尤其對于鋁合金焊接還具有氣孔少、晶粒小、接頭質量高等優點[1-3],型號生產中對產品的質量要求高,采用該方法可以同時兼顧質量和效率的要求。Plasma-MIG焊接系統采用雙電源供電,MIG電源和等離子電源對輸出特性有著特殊的要求,雙電源控制系統的控制參數較多,包括MIG保護氣、等離子弧保護氣、冷卻水、送絲機及機器人協助運動在內的過程控制[4-5]。本文根據確定的焊接時序,采用PLC對焊接過程中各單元的動作順序進行控制,在焊接過程中采集等離子電流輸出值Ip作為焊接過程穩定性判據,實現穩定的雙弧復合焊接過程。
1? 系統搭建與控制流程
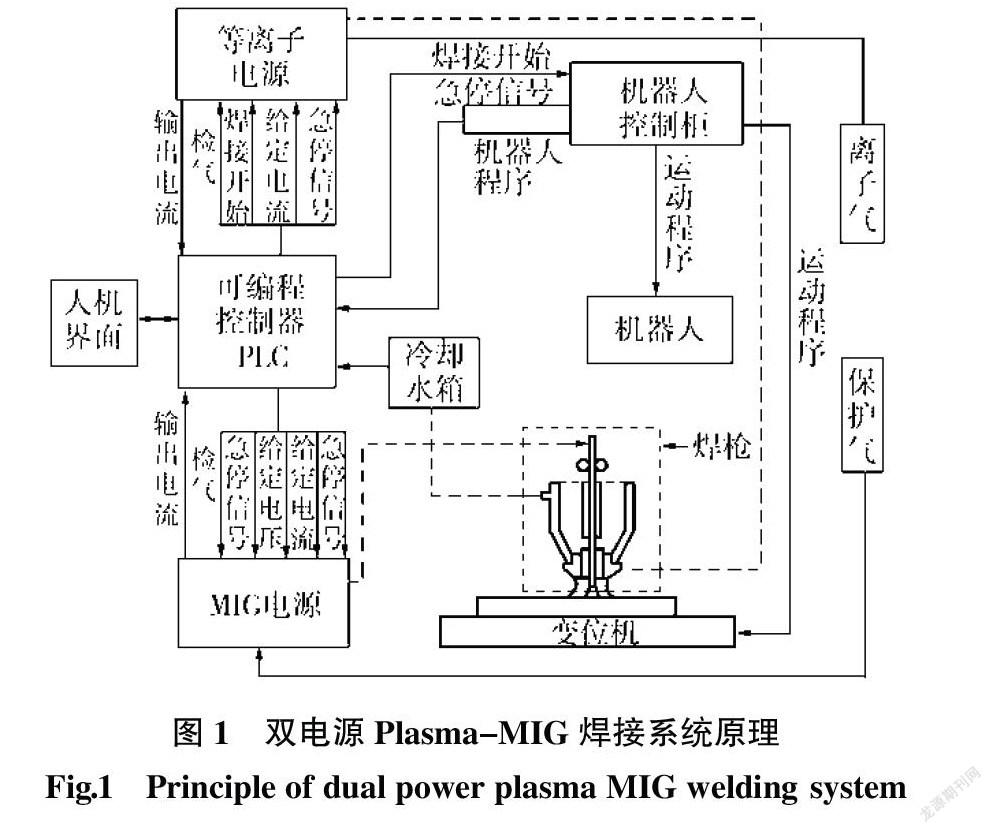
根據等離子電弧的靜特性,設計的Plasma-MIG焊接系統原理框圖如圖1所示。采用Fornius TT4000電源為等離子弧供電,其他的硬件包括Fornius TPS5000 MIG電源和VR4000送絲機、Motoma-HP20D焊接機器人、Fornius Chilly08制冷水箱,以及水冷和氣路系統,Omron PLC作為控制系統核心。
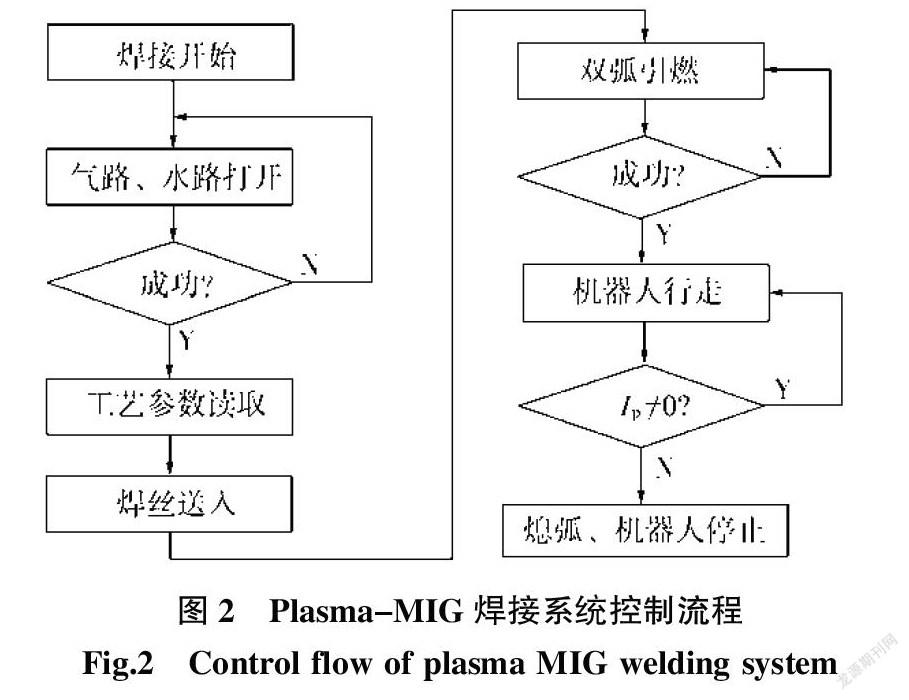
按照焊接時序進行主控制系統的設計,對焊接機器人進行示教后生成焊槍運動程序,焊接開始指令下達后,檢查循環水箱和兩路保護氣的開關量,延時0.5 s,從人機界面上讀取設定的工藝參數并輸入焊機,同時機器人到達示教第一點,延時0.5 s去除機械臂抖動,然后送絲機動作,焊絲與工件接觸后短路爆斷引燃MIG電弧,在等離子電壓的作用下擊穿環形電極和MIG電弧的空氣,受水冷噴嘴拘束產生等離子弧,當檢測到回路中同時存在IM和Ip后表示引弧成功,機器人開始行走,在焊接過程中進行循環檢測,當IM和Ip其中之一為零時表示雙弧復合失敗,機器人停止行走,焊接結束。控制流程如圖2所示。
2 起弧過程及雙弧穩定性判據
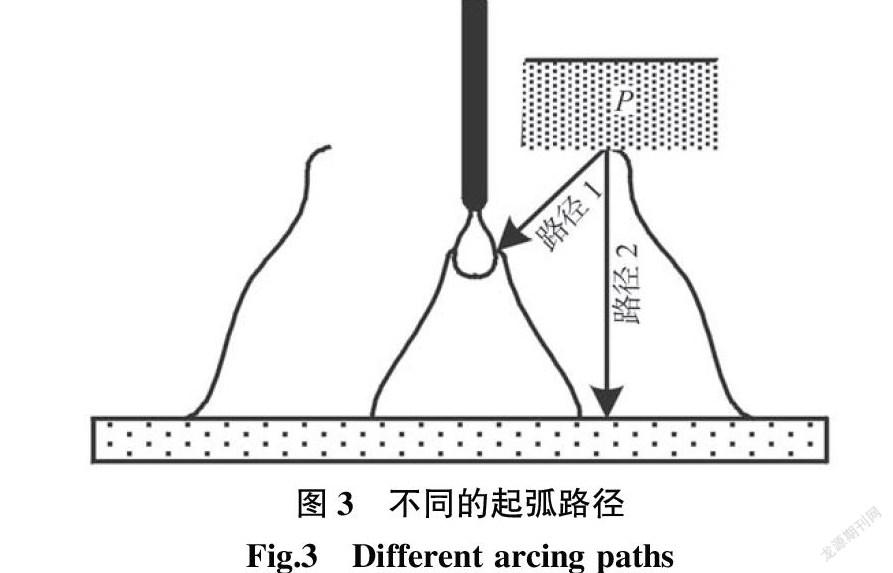
Plasma-MIG焊接鋁合金時采用強制水冷的環形銅電極作為陽極,電極的下端面為平面,采用短路起弧的方式先建立起MIG電弧后,電弧空間被加熱,陽極平面上P點處存在兩條等離子電弧的起弧路徑,如圖3所示。
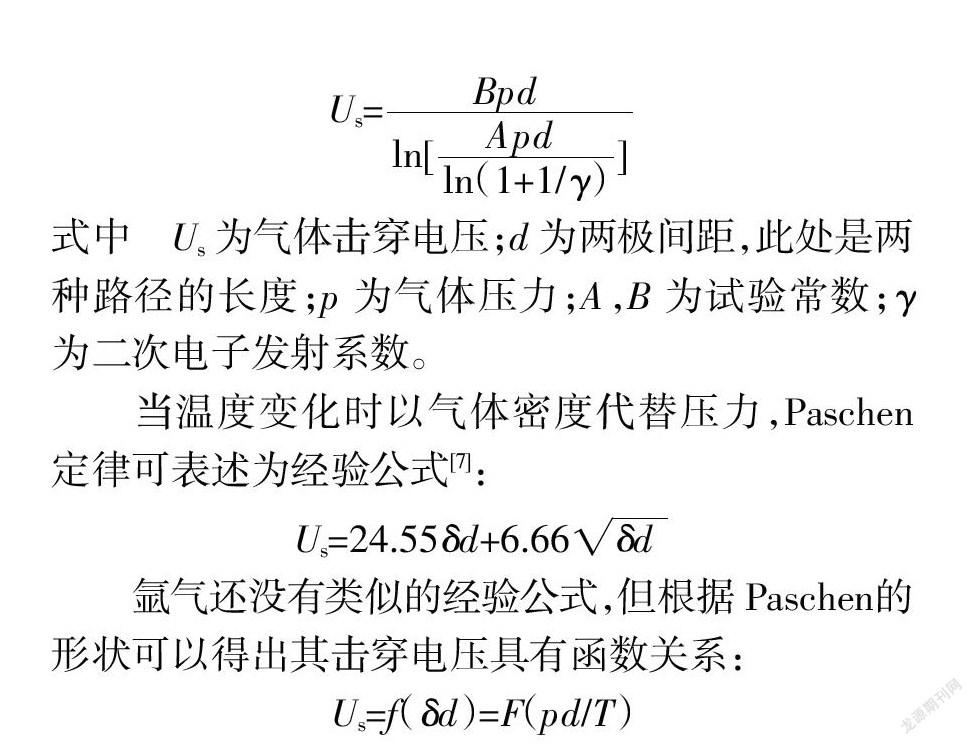
加熱氣體中的電離過程滿足Paschen定律[6]:
Us=
式中 Us為氣體擊穿電壓;d為兩極間距,此處是兩種路徑的長度;p為氣體壓力;A,B為試驗常數;γ為二次電子發射系數。
當溫度變化時以氣體密度代替壓力,Paschen定律可表述為經驗公式[7]:
Us=24.55δd+6.66
氬氣還沒有類似的經驗公式,但根據Paschen的形狀可以得出其擊穿電壓具有函數關系:
Us=f(δd)=F(pd/T)
在研究范圍內,擊穿電壓Us與pd/T正相關,pd/T越小,Us越小,氣體越容易擊穿,模擬結果顯示,在整個電弧空間中,最佳起弧路徑是沿電極平面起弧點指向MIG電弧的頂端處,即圖3中的路徑1[8]。
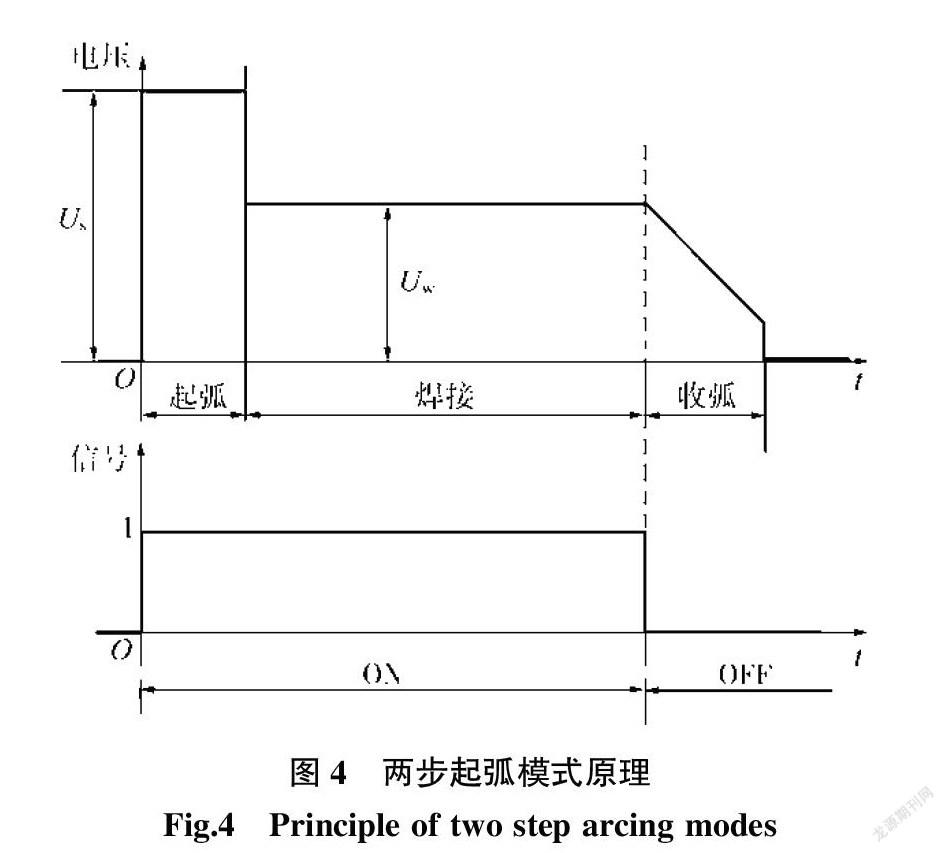
焊接鋁合金薄板時需采用較小的MIG電壓,當送絲速度較大時,電弧不能沿著焊絲爬升到足夠高度,等離子焊機的空載電壓小于臨界pd/T,不能引燃等離子電弧。在試驗中發現,等離子弧引燃后電弧空間的溫度升高,使得臨界pd/T變小,在降低MIG電壓后等離子電弧仍能穩定燃燒,因此,針對薄板鋁合金的焊接過程,采用模式轉化方式起弧,在焊接開始之前根據起弧參數和焊接參數建立不同的作業模式,機器人接到起弧命令后和焊機進行通訊,首先調用低送絲速度和較高電壓的起弧模式,利于MIG電弧爬升至等離子陽極附近,引燃等離子電弧,當檢測到回路中出現等離子電流后表明等離子電弧已經點燃,之后切入正常焊接模式,起弧過程信號變化如圖4所示。
兩種電弧之間的耦合作用使得Plasma-MIG在焊接鋁合金時具有獨特的優勢。在電磁作用和熱作用下電弧空間處于非平衡狀態,為了確定焊接過程中復合電弧的穩定燃燒狀態,添加電流反饋環節,將等離子回路中電流值Ip為穩定性判據,Ip不為0時表明等離子電源工作正常,等離子電弧存在,雙弧復合成功;當Ip為0時表明等離子電弧已經熄滅,焊接過程存在故障,PLC將停止信號輸入到機器人,執行熄弧和焊接停止指令。
3 人機界面設計
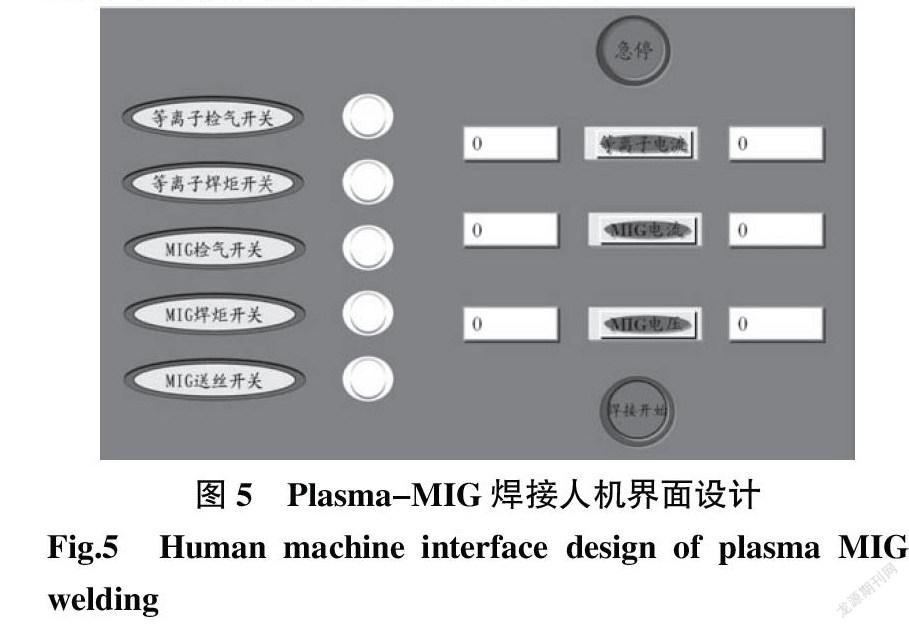
人機界面的設置可以簡化Plasma-MIG焊接中的檢氣、參數給定等操作。MFC 是微軟公司提供的一種面向對象的可視化編程平臺,實現了對大多數Windows API 的封裝,是目前最受歡迎的開發工具之一[9]。結合Plasma-MIG焊接過程的工藝特點,設計了如圖5所示的界面,可在觸摸屏上進行焊接參數選取、檢氣已經急停等操作,通過點按按鈕可以進入相應操作模塊,輸入工藝參數后通過D/A輸出到焊機中,當系統發生故障后也可以在焊機面板上進行參數的更改,提高焊接效率。
4 試驗
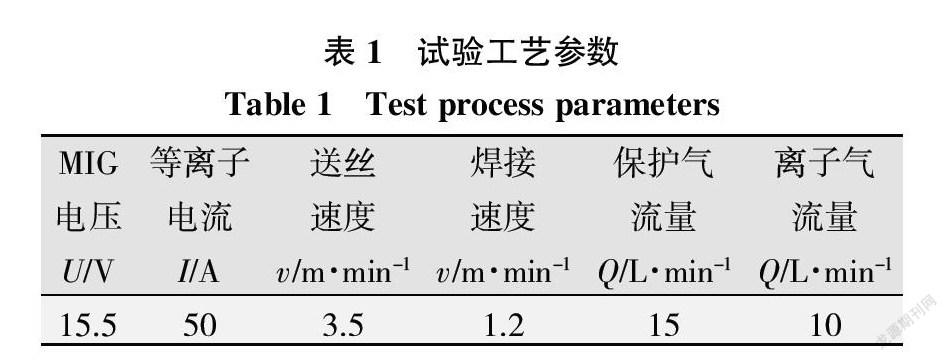
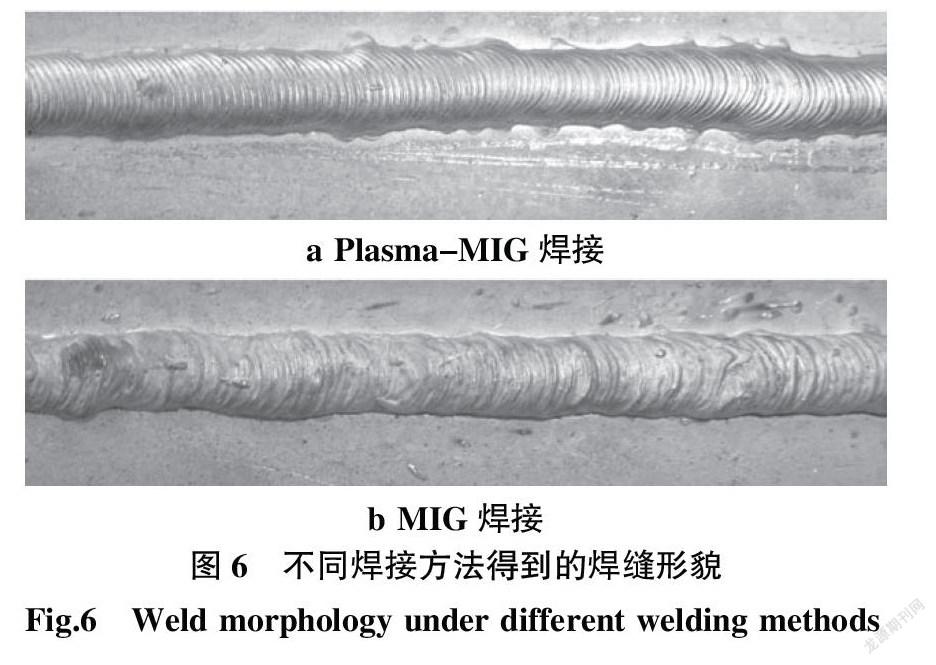
在雙電源Plasma-MIG焊接系統上進行堆焊試驗,選取LF6鋁合金試板,尺寸為100 mm×200 mm×10 mm,焊前進行機械清理去除表面氧化膜,選用φ1.6 mm的2325焊絲,焊接工藝參數如表1所示。采用Plasma-MIG和MIG兩種方法得到的焊縫宏觀形貌如圖6所示,可以看出Plasma-MIG得到的焊縫魚鱗紋細密,成形良好,焊接過程中熔滴過渡形式為射滴過渡,無飛濺產生。
5 結論
根據Plasma-MIG復合電弧焊接的工作原理,設計了雙電源Plasma-MIG控制系統,利用PLC對焊接電源、焊接機器人進行協調控制,提出了適用于鋁合金的模式轉化起弧方式,并將回路中等離子電流大小作為電弧穩定性判據。試驗結果表明該系統能夠滿足鋁合金的高質量焊接需求。
參考文獻:
[1] 張生虎. 熔化極等離子弧焊接電弧行為及熔滴過渡研?究[D]. 黑龍江:哈爾濱工業大學,2011.
[2] Schevers A A. Plasma-MIG Welding of Aluminum[J]. Weld-?ing and Metal Fabrication,1976(1):17-20.
[3] Jelmorini G,Tichelaar G W,Essers W G,et al. Welding?characteristics of the plasma-MIG process[J]. Metal Cons- truction,1975,7(1):568-572.
[4] 周大中,孫軍,黃子平. 單電源等離子-MIG焊方法[J].?焊接學報,1990,11(3):1-3.
[5] Gerardus Jelmorini,Enidhoven. Method of and device for?plasma-MIG welding:U. S Patent,4146772[P]. 1979.
[6] 侯清潤,茅衛紅,陳宜保. 氣體放電實驗與帕邢定律[J].?物理實驗,2004,24(1):3-5.
[7] 文遠芳. 高電壓技術[M]. 武漢:華中科技大學出版社,?2001.
[8] 李德元,張義順,董曉強. 等離子-MIG起弧過程[J]. 焊接?學報,2007,28(11):89-92.
[9] 鄒文兵,侯正全,李寶輝,等. 差壓鑄造液面加壓控制系?統設計與程序實現[J]. 航天制造技術,2011(3):55-58.
