橫向磁脈沖MAG焊電弧旋轉(zhuǎn)機(jī)理研究
2020-09-10 07:22:44孫志星路林包正義詹瑜湯傳圣
電焊機(jī) 2020年10期
孫志星 路林 包正義 詹瑜 湯傳圣

摘要:通過外加橫向磁場控制焊接電弧形態(tài)是磁控焊接技術(shù)的重要研究領(lǐng)域,文中通過外加橫向磁場的方式來改變電弧的能量分布以及電弧形態(tài)變化從而探尋外加磁場對電弧形態(tài)及熔滴過渡的影響規(guī)律。結(jié)果表明,MAG焊電弧在保持原有“鐘罩型”形態(tài)時,末端發(fā)生后拖;同時,橫向磁場的加入使熔滴過渡頻率加快,熔滴過渡周期縮短。電弧末端后拖可有效抑制熔池內(nèi)液體流動,改善焊縫成形。
關(guān)鍵詞:橫向磁控;MAG焊接;高速攝像;電弧形態(tài)
中圖分類號:TG444+.72 文獻(xiàn)標(biāo)志碼:A 文章編號:1001-2303(2020)10-0097-06
DOI:10.7512/j.issn.1001-2303.2020.10.20
0 前言
近年來,人們對磁控焊接的探索更加全面深入,國內(nèi)外學(xué)者在在磁控焊接技術(shù)領(lǐng)域已經(jīng)取得諸多突破。例如,國外學(xué)者從金屬組織以及晶間結(jié)構(gòu)兩個角度對磁場效應(yīng)在金屬惰性氣體保護(hù)電弧焊的耐熱局部腐蝕的熱影響區(qū)的作用機(jī)理[1]進(jìn)行了深入探索,針對奧氏體不銹鋼電磁支撐高功率激光束的焊接,提出了施加震蕩磁場以克服因靜水壓力引起厚板焊接時的重力落差[2],此外先后開展了尖端磁場配置對K-TIG焊接電弧滲透行為的影響機(jī)理的探究[3],并揭示了外加橫向磁場抑制高速焊GMAW中駝峰焊道產(chǎn)生[4]的作用機(jī)理。與此同時,國內(nèi)學(xué)者針對MAG焊接熔滴過渡行為及交變磁場控制[5]進(jìn)行了系統(tǒng)的闡述,對機(jī)器人K-TIG焊接旋轉(zhuǎn)電弧磁場控制及焊接質(zhì)量進(jìn)行了研究[6]。盡管隨著國內(nèi)外學(xué)者對磁控焊接作用機(jī)理的研究,已實(shí)現(xiàn)磁控焊接在各種焊接方法中的應(yīng)用,并形成利用旋轉(zhuǎn)磁場改善電弧焊縫成型[7]理論,施加橫向磁場以抑制磁偏吹[8]理論等,但對橫向磁脈沖MAG焊接作用機(jī)理的研究還不夠深入,鑒于此,文中在上述研究的基礎(chǔ)上通過分析不同條件下電弧形態(tài)變化及熔滴過渡周期,建立了橫向磁場模型,為分析橫向磁脈沖作用下的電弧形態(tài)變化及熔滴過渡規(guī)律提供了有效的研究途徑。
1 外加橫向磁場概述及試驗(yàn)設(shè)備裝置
1.1 外加橫向磁場概述
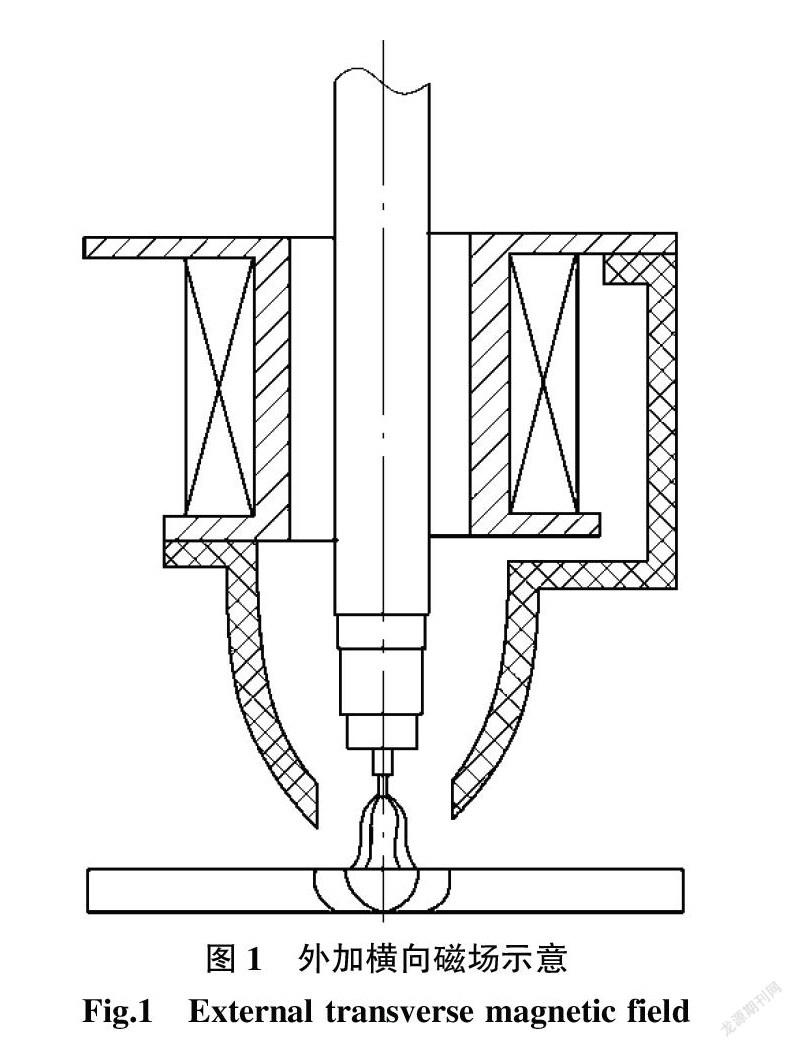
外加橫向磁場示意如圖1所示。可以看出,外加橫向磁場發(fā)生裝置是以縱向磁發(fā)生裝置為基礎(chǔ)建立而成,縱向磁發(fā)生裝置是由2個豎直鐵心以及線圈組成,即在2個鐵心外部纏繞一定數(shù)量的線圈使得通電后可在此磁頭處產(chǎn)生縱向磁場。而橫向磁場的存在應(yīng)保證橫向磁場的磁力線與電弧軸線垂直,因此按圖示方法分別在縱向磁發(fā)生裝置兩鐵心上下固定以通電導(dǎo)體并保證與電弧軸線垂直平面可產(chǎn)生橫向磁場。
1.2 試驗(yàn)系統(tǒng)及試驗(yàn)方法
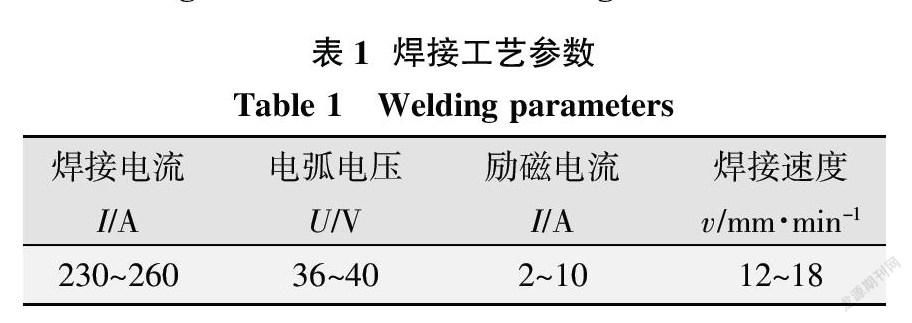
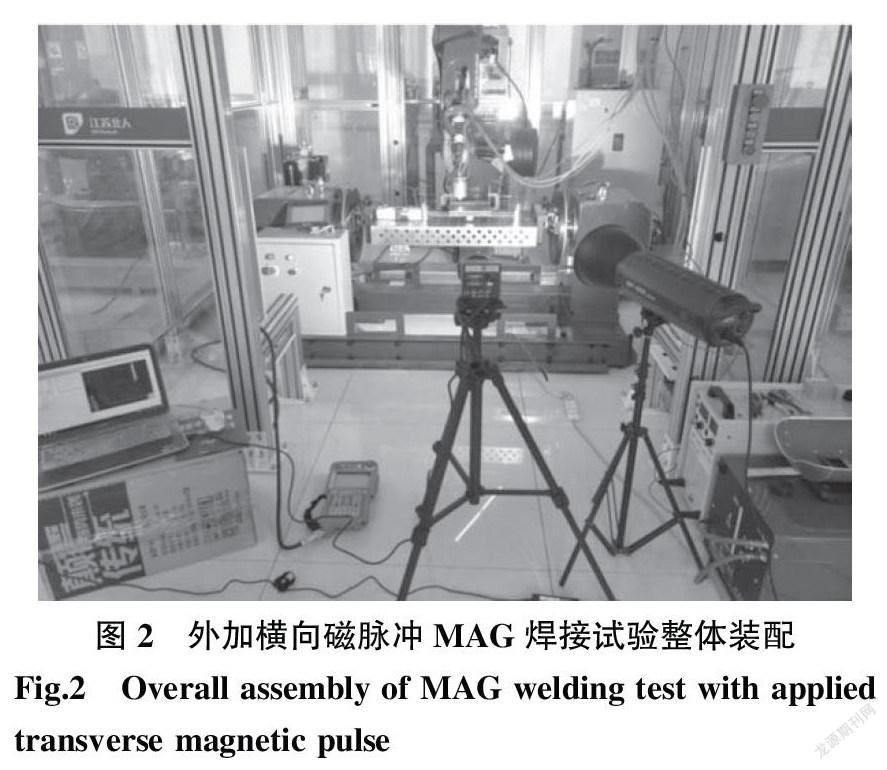
外加橫向磁場MAG焊接試驗(yàn)系統(tǒng)如圖2所示。可以看出,系統(tǒng)由自制試驗(yàn)滑臺、YASKAWA弧焊機(jī)器人、MOTOWELD-RD350焊機(jī)、磁發(fā)生裝置、冷卻裝置、高速攝像系統(tǒng)、電參數(shù)采集系統(tǒng)、主控微機(jī)等構(gòu)成。本試驗(yàn)所采用的母材為Q235普通碳素結(jié)構(gòu)鋼,試件試板規(guī)格為:200 mm×60 mm×4 mm。選用ER50-6焊絲,保護(hù)氣體為φ(CO2)82%+φ(Ar)18%混合氣體,氣體流量20 L/min,焊接工藝參數(shù)如表1所示。
2 橫向磁場下MAG焊電弧形態(tài)變化
2.1 橫向磁場中MAG焊電弧后拖現(xiàn)象
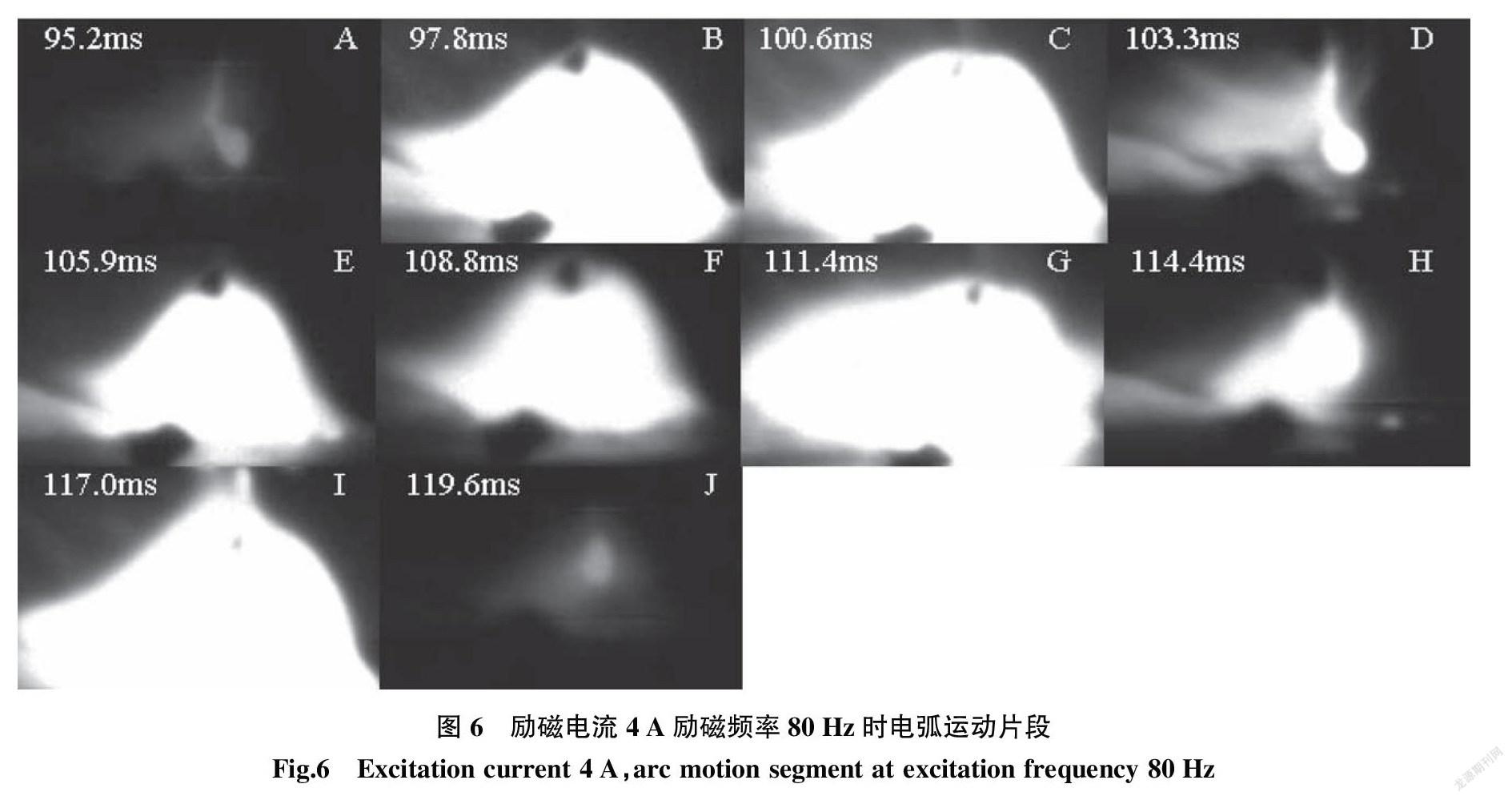
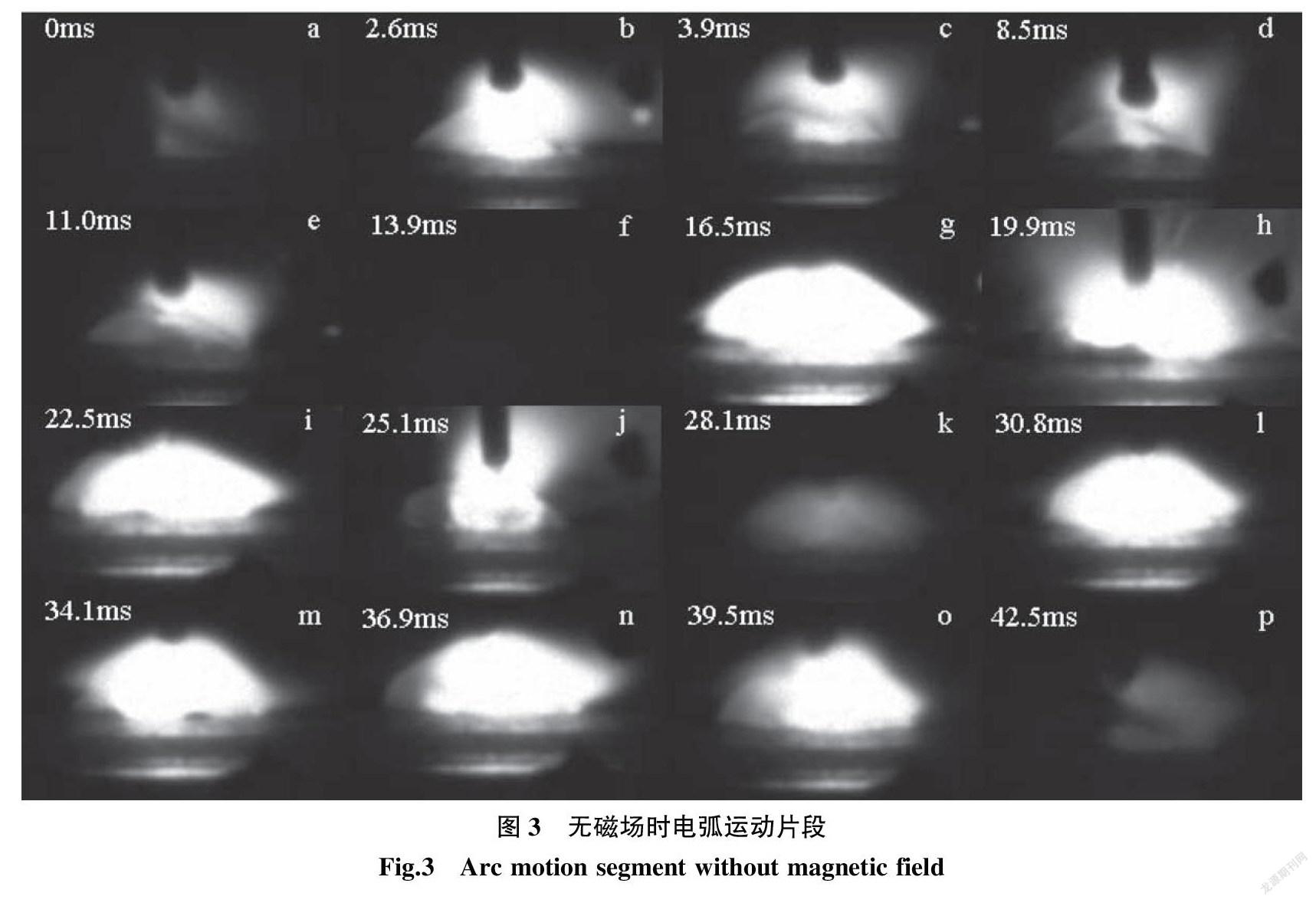
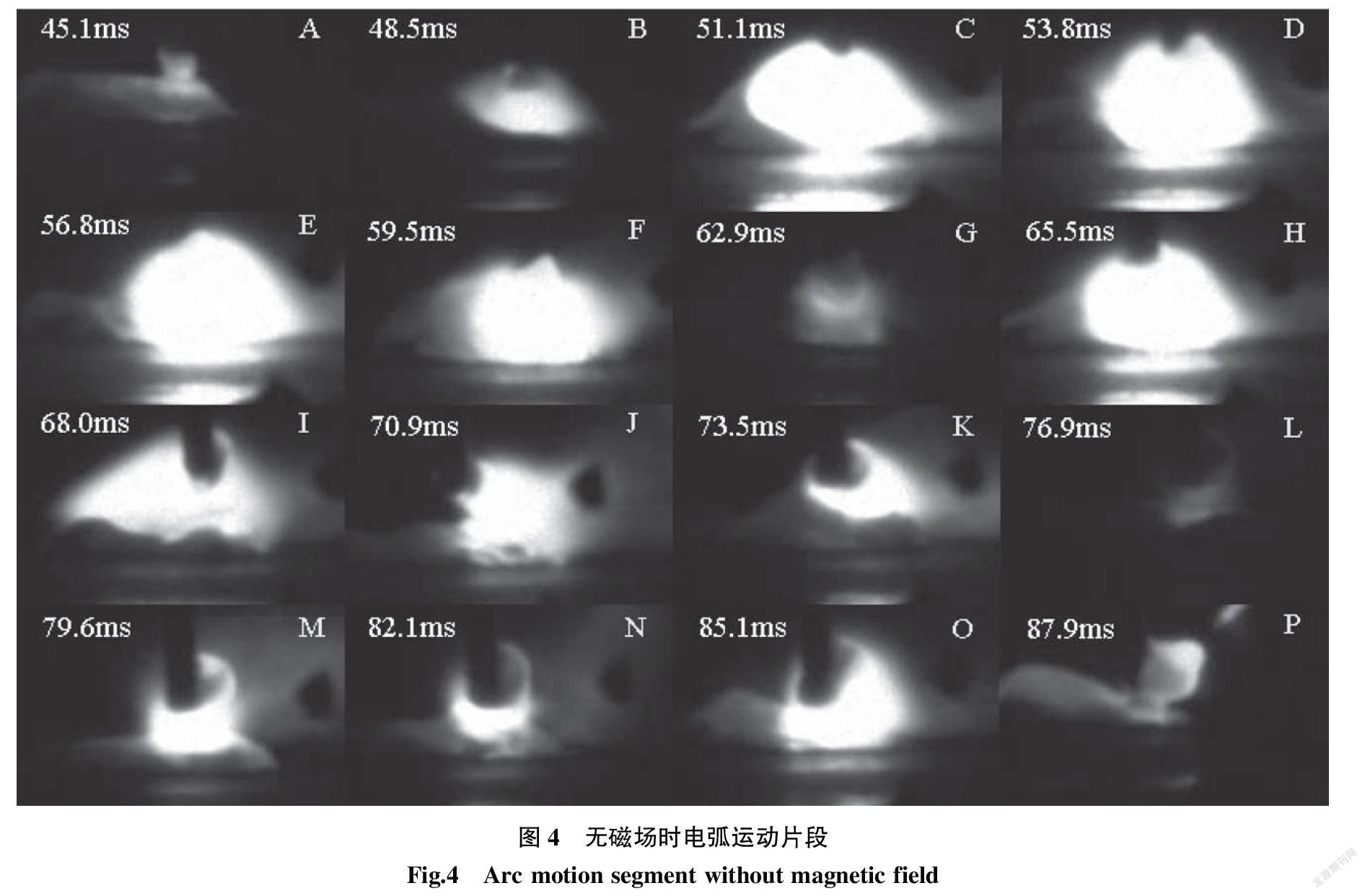
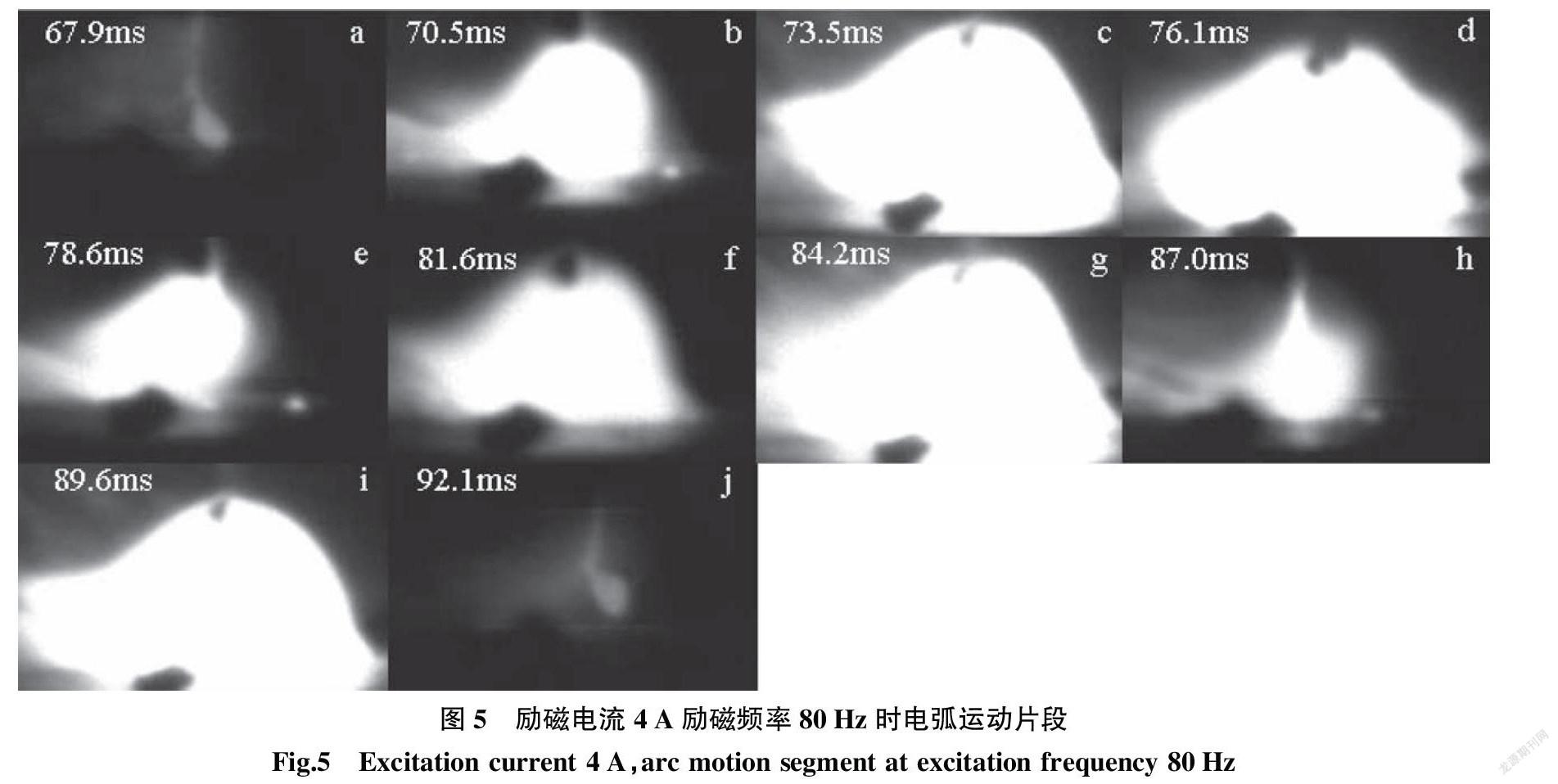
焊接速度12 mm/min、無磁場時電弧處于一個周期內(nèi)運(yùn)動片段,如圖3、圖4所示。焊接速度18 mm/min、外加橫向磁場作用下電弧一個周期內(nèi)運(yùn)動片段如圖5、圖6所示。
以圖3為例,電弧運(yùn)動過程分為燃弧階段、過渡階段、縮頸階段及斷裂階段。本試驗(yàn)過程中縮頸階段與斷裂階段不做明確區(qū)分。例如,圖中a為縮頸階段。b~e為電弧旋轉(zhuǎn)過程此時熔滴形成并不斷長大,即過渡階段;j為形成熔滴;其余過程電弧處于燃燒過程,則為燃弧階段。此外,自磁場作用下的MAG焊電弧形態(tài)呈“鐘罩型”狀態(tài),這是由于電弧中帶電粒子在電場力的作用下,正離子在陰極聚集,電子和負(fù)離子在陽極聚集。在陽極區(qū)域正離子向電弧中心運(yùn)動,電子向電弧邊緣運(yùn)動,陰極區(qū)域帶電粒子運(yùn)動情況則相反。此運(yùn)動的結(jié)果是:焊接電弧中心區(qū)域粒子濃度很高,邊緣區(qū)域粒子濃度低。因此在無外加磁場作用時,焊接電弧呈“鐘罩型”。而外加橫向磁場后MAG焊電弧在保持“鐘罩型”狀態(tài)的基礎(chǔ)上,由于電弧受到橫向磁場力的作用,粒子運(yùn)動狀態(tài)發(fā)生改變,導(dǎo)致電弧末端發(fā)生明顯后拖(見圖4)。
2.2 橫向磁場中電弧自旋轉(zhuǎn)現(xiàn)象以及勵磁頻率對電弧形態(tài)影響
為了驗(yàn)證橫向磁場對MAG焊電弧的控制效果,同時為了揭示勵磁參數(shù)(勵磁頻率與勵磁電流)對電弧旋轉(zhuǎn)半徑和電弧形態(tài)的影響規(guī)律,利用無磁場時電弧運(yùn)動形態(tài)變化與外加磁場后電弧形態(tài)變化形成對照試驗(yàn)。施加的磁場參數(shù)如表2所示。
試驗(yàn)現(xiàn)象為:(1)MAG焊電弧處于自磁場時,電弧中正離子向陰極運(yùn)動,電子和負(fù)離子則向陽極聚集,粒子高速運(yùn)動導(dǎo)致電弧旋轉(zhuǎn)并保持“相對靜止”狀態(tài),在外加磁場作用下電弧不再保持“相對靜止”狀態(tài),而是圍繞電機(jī)軸線做不定向圓周運(yùn)動[9],本試驗(yàn)中b~c~d~e電弧旋轉(zhuǎn)過程明顯,電弧起弧后先由逆時針旋轉(zhuǎn)隨后順時針旋轉(zhuǎn),見圖3。
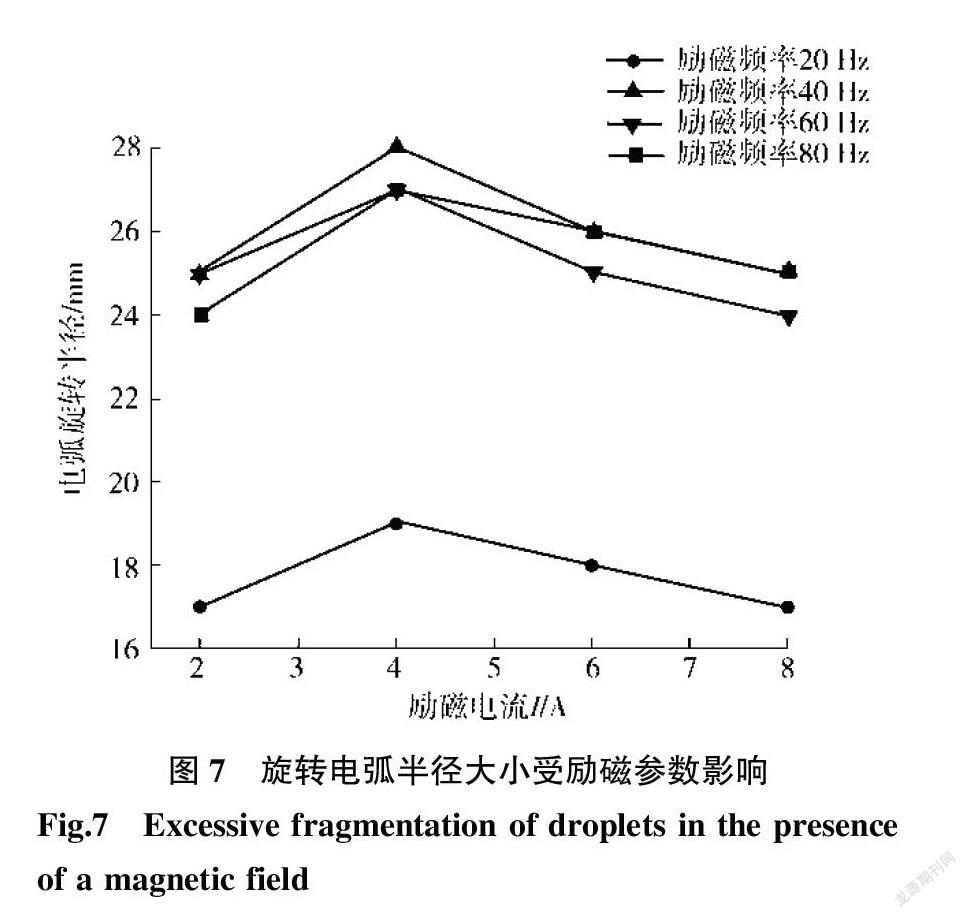
(2)勵磁頻率由20 Hz增加到約40~60 Hz時,電弧旋轉(zhuǎn)半徑增大明顯,同時焊接過程中所產(chǎn)生的飛濺量急劇減少,而勵磁頻率超過一定數(shù)值時電弧旋轉(zhuǎn)半徑幾乎無變化。勵磁電流一定時,勵磁頻率越低焊接過程中所產(chǎn)生的飛濺量越大,且隨著勵磁頻率的增大,電弧旋轉(zhuǎn)半徑增大。此外在勵磁頻率保持恒定時,勵磁電流的改變對電弧形態(tài)并無顯著影響,電弧形態(tài)在勵磁頻率為40 Hz時達(dá)到最佳,具體影響如圖7所示。
3 橫向磁場對MAG焊熔滴過渡的影響
定義兩次起弧后電弧一相同運(yùn)動規(guī)律變化為一個熔滴過渡周期,自磁場下熔滴過渡周期見圖3。而外加橫向磁場作用下熔滴過渡周期見圖5。試驗(yàn)現(xiàn)象表明,外加橫向磁場的作用使熔滴過渡周期明顯縮短,本試驗(yàn)中熔滴過渡方式主要為短路過渡,主要分為燃弧階段、過渡階段、縮頸階段和斷裂階段四個階段。由此可初步推測,橫向磁場的加入對上述短路過度的四個階段均有不同程度的促進(jìn)作用,進(jìn)而使得熔滴過渡頻率加快,熔滴過渡周期縮短。
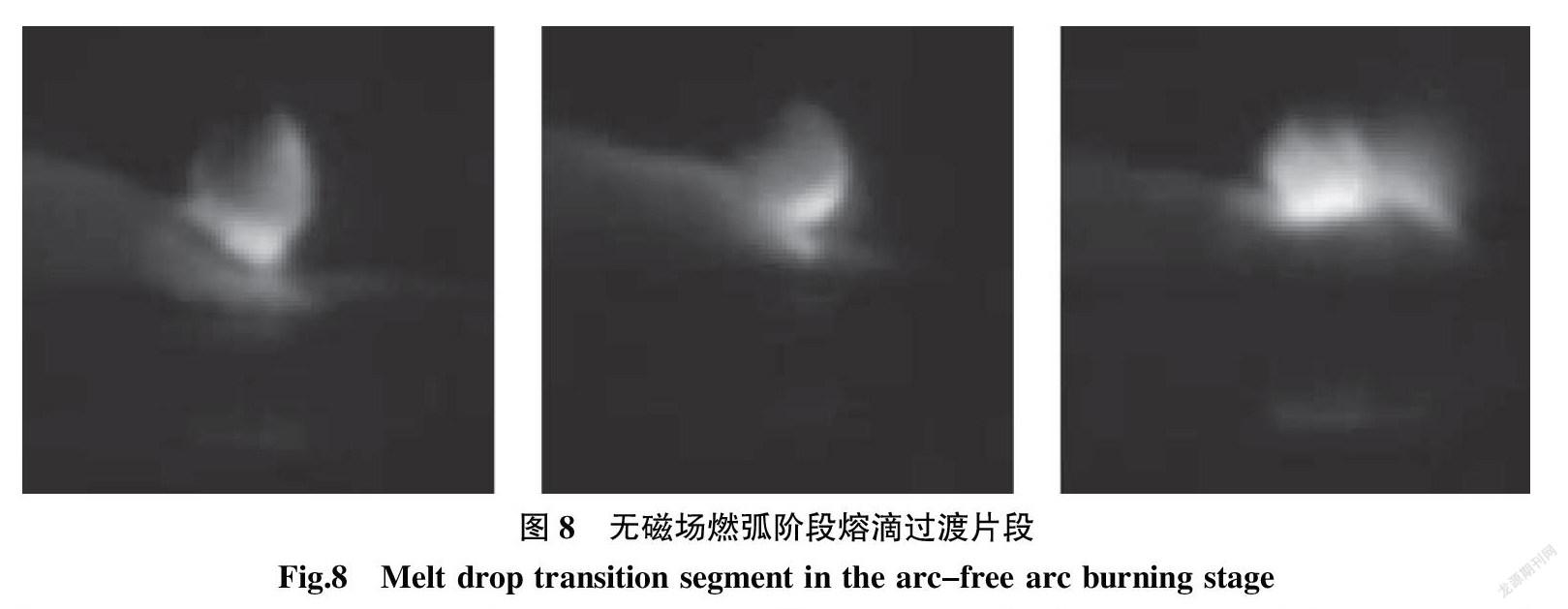
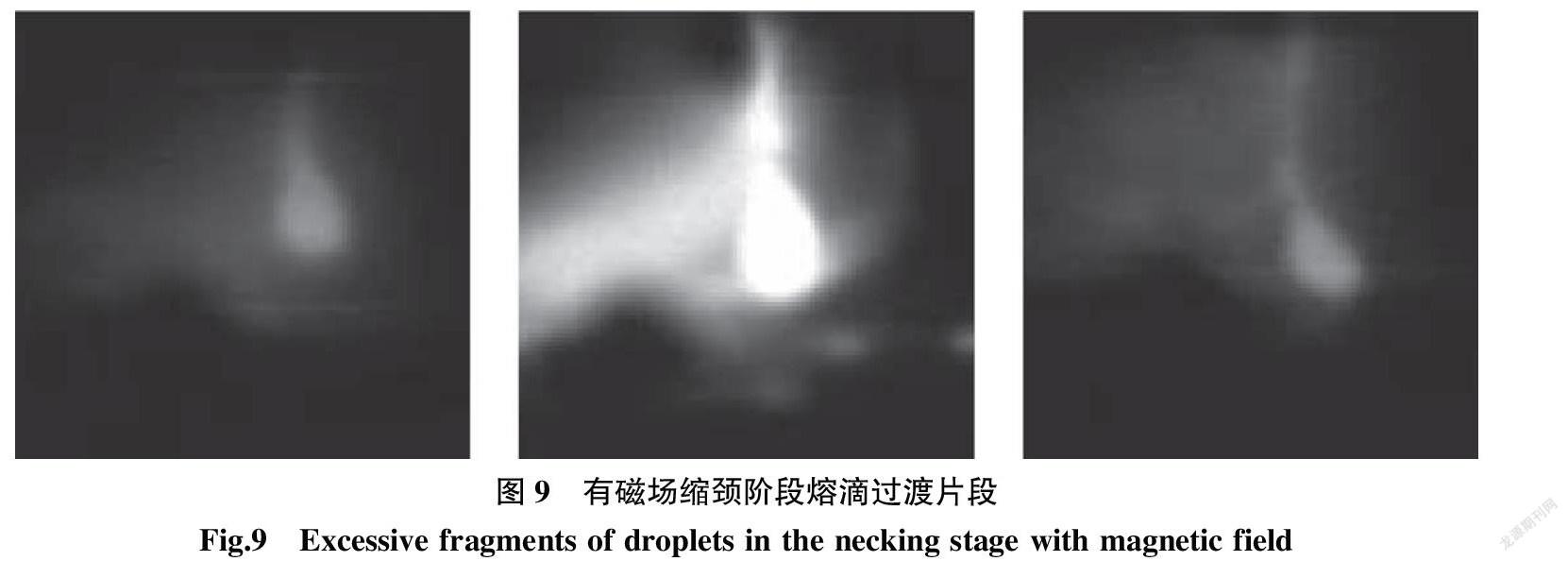
本試驗(yàn)將從燃弧階段和縮頸階段兩個階段闡述熔滴過渡規(guī)律。焊接速度12 mm/min無磁場燃弧階段熔滴過渡片段如圖8所示。焊接速度18 mm/min、勵磁電流為8 A、勵磁頻率60 Hz縮頸階段熔滴過渡片段如圖9所示。
熔化極電弧焊時,焊絲端頭的液態(tài)金屬經(jīng)電弧向熔池過渡的過程稱熔滴過渡。熔滴過渡對電弧穩(wěn)定性、焊縫成形、金屬飛濺等有直接影響。而電流通過熔滴時導(dǎo)體的截面是變化的,將產(chǎn)生電磁力的軸向分力,其方向總是從小截面指向大截面。電磁力對熔滴過渡的影響可以按不同部位進(jìn)行分析。如在焊絲與熔滴相連接的縮頸處形成斑點(diǎn),當(dāng)此處電弧弧根直徑大于熔滴直徑時,電磁力由小斷面指向大斷面,促進(jìn)熔滴過渡;而當(dāng)弧根直徑小于熔滴直徑時,電磁力由大斷面指向小斷面,阻礙熔滴過渡過程[10]。觀察圖8、圖9可知,無磁場時熔滴直徑明顯大于弧根直徑,即自磁場作用下電磁力是由大斷面指向小斷面,阻礙熔滴的短路過渡;外加橫向磁場加快熔滴過渡頻率,減小熔滴過渡周期,驗(yàn)證了外加橫向磁場可促進(jìn)熔滴過渡。
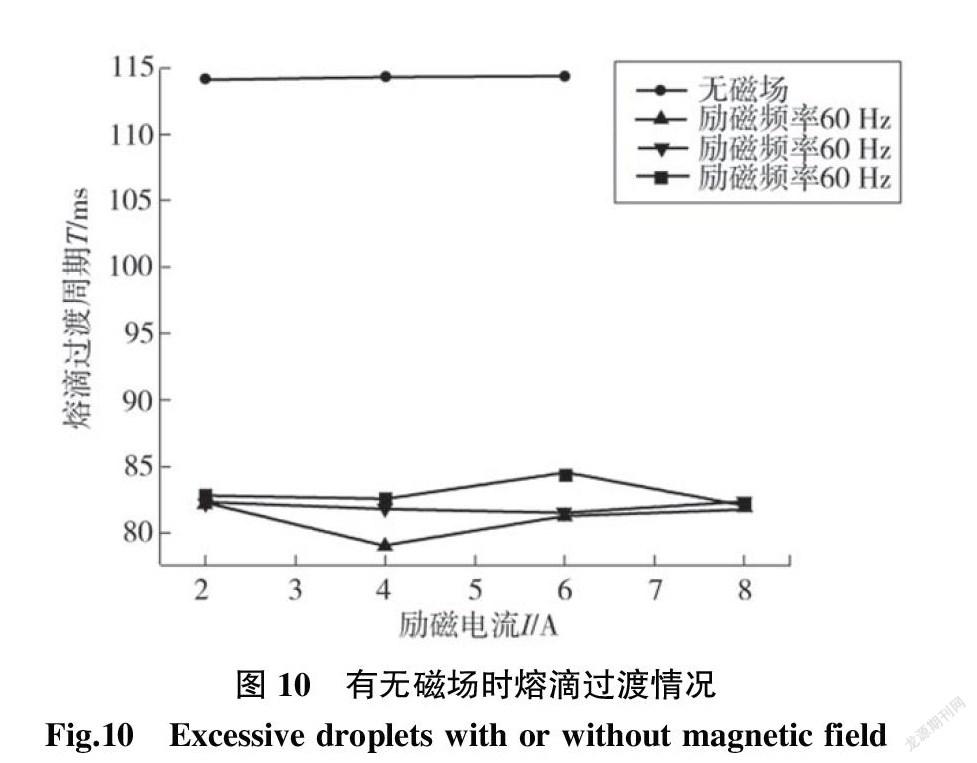
無磁場時熔滴過渡情況與勵磁電流在2~8 A變化、勵磁頻率均為60 Hz時熔滴過渡周期變化情況對比如圖10所示。
實(shí)驗(yàn)數(shù)據(jù)表明,橫向磁場的加入可有效縮短熔滴過渡周期,加快熔滴過渡頻率,且勵磁電流的變化對熔滴過渡的縮短有不同程度的影響。
4? ?結(jié)論
(1)在外加橫向磁場作用下的MAG焊電弧形態(tài)有顯著變化,電弧中電子與正離子同時受到電場力和磁場力(即洛倫茲力)的共同作用使電弧末端向熔池方向后拖,電弧形態(tài)也由“鐘罩型”轉(zhuǎn)變?yōu)殡娀∧┒艘粋?cè)后拖;此外,MAG焊電弧在橫向磁場作用下的不再保持相對“靜止”狀態(tài),而是偏離電極一定角度并繞電極作不定向圓周運(yùn)動,且在本實(shí)驗(yàn)中電弧僅受自磁場作用時起弧后先逆時針旋轉(zhuǎn)再順時針旋轉(zhuǎn)。
(2)MAG焊電弧熔滴過渡狀態(tài)中,自磁場阻礙熔滴過渡,而在外加橫向磁場作用下熔滴過渡頻率明顯加快,熔滴過渡周期大大縮短。
參考文獻(xiàn):
[1] Curiel F F,Garcíaa R,Lópeza V H,et al. Effect of magnetic?feld applied during gas metal arc welding on the resistance?to localised corrosion of the heat affected zone in AISI 304?stainlesss teel[J]. Corrosion Science,2011(53):2393-2399.
[2] Bachmann M,Avilov V,Gumenyuk A,et al. Multiphysics?Process Simulation of the Electromagnetic-Supported High?Power Laser Beam Welding of Austenitic Stainless Steel[C].?COMSOL Conference Stuttgart 2011,Ludwigsburg,October,?2011:26-28.
[3] Shang Liu,Zu Ming Liu,Xing Chuan Zhao,et al. Influence?of cusp magnetic field configuration on K-TIG welding arc?penetration behavior[J]. Journal of Manufacturing Processes,?2020(53):229-237.
[4] Wang L,Wu C S,Gao J Q. Suppression of humping bead?in high speed GMAW with external magnetic field[J]. Sci-?ence and Technology of Welding and Joining,2016,21(2):?131-139.
[5] 樊丁,鄭發(fā)磊,肖磊,等. 高效MAG焊接熔滴過渡行為及?交變磁場控制試驗(yàn)分析[J]. 焊接學(xué)報,20019,40(5):1-5.
[6] 鐘少濤,寧強(qiáng). 機(jī)器熱K-TIG焊接旋轉(zhuǎn)電弧磁場控制器?及焊接質(zhì)量研究[J]. 自動化與儀器儀表,2019(7):136-?140.
[7] 高向東,鄭俏俏,王春草. 旋轉(zhuǎn)磁場下焊接缺陷磁光成像?檢測與強(qiáng)分類研究[J]. 機(jī)械工程學(xué)報,2019,55(17):61-?67.
[8] 劉愛華,陳豪杰,李亮玉,等. 外加橫向磁場對304不銹?鋼焊接熔池影響機(jī)理分析[J]. 焊接學(xué)報,2019,40(3):71-?84.
[9] 華愛兵,陳樹君,殷樹言,等. 橫向旋轉(zhuǎn)磁場對TIG焊焊?縫成型的影響[J]. 焊接學(xué)報,2008,29(1):5-8.
[10] 陳祝年. 焊接工程師手冊[M]. 北京:機(jī)械工業(yè)出版社,?2010.
