藥芯焊絲陶瓷襯墊打底焊裂紋影響因素分析
2020-09-10 07:22:44戴樂張文軍王亞彬張延超
電焊機 2020年10期
關鍵詞:影響因素
戴樂 張文軍 王亞彬 張延超


摘要:利用改進的剛性固定對接裂紋試驗方法對藥芯焊絲陶瓷襯墊打底焊裂紋的影響因素進行了分析。通過分析發現,打底焊裂紋呈結晶裂紋形態,影響裂紋產生的因素有多種,其中焊縫金屬成分經過設計,可以利用合適的判據預測裂紋敏感性。焊接電流對裂紋產生有重要影響,隨著電流的增大,焊縫金屬的裂紋敏感性逐漸增加。打底焊裂紋的產生是冶金因素與工藝因素共同作用的結果,通過成分設計和參數選擇能夠避免裂紋的產生。
關鍵詞:藥芯焊絲;陶瓷襯墊;結晶裂紋;影響因素
中圖分類號:TG422.3 文獻標志碼:B 文章編號:1001-2303(2020)10-0112-04
DOI:10.7512/j.issn.1001-2303.2020.10.23
0 前言
藥芯焊絲是20世紀50年代發展起來的一種高效焊接材料。由于藥芯焊絲能夠實現連續自動焊接,推進了焊接技術的自動化、高效化發展,在橋梁、壓力容器、汽車、鐵路運輸、管道、海洋工程、電站建設、采礦、石化、建筑機械、重型機械及高層建筑等行業得到了廣泛的應用。目前船舶建造行業已普遍采用CO2氣保護藥芯焊絲來焊接船舶結構,使用率達到80%以上 [1]。
在造船行業中,采用藥芯焊絲匹配陶瓷襯墊進行打底焊接,免除了反面坡口氣刨,可提高工作效率,廣泛應用于分段建造、船體合攏中內底板、甲板的拼接焊縫等工況條件下。但此類工況下的打底焊道焊縫正面時常產生焊接裂紋,具體表現為在焊縫正面的中心會產生長短不一、深淺不同的縱向裂紋,其中短小較淺的縱向裂紋多數情況下在多道焊后會被熔透而消除,但長而深的裂紋則有時會發生未熔透的情況,存在很大的安全隱患,嚴重影響生產效率和結構安全[2-3]。
針對此類問題,文中以造船行業常用的E71T-1C型藥芯焊絲為基礎,采用改進的剛性固定對接裂紋試驗(巴東試驗),分析藥芯焊絲陶瓷襯墊打底焊裂紋的影響因素。
1 試驗條件
1.1 試驗材料
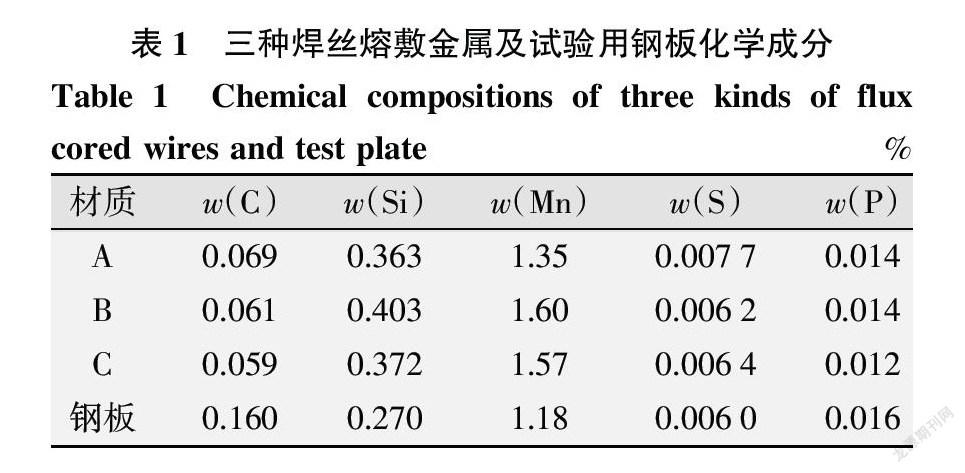
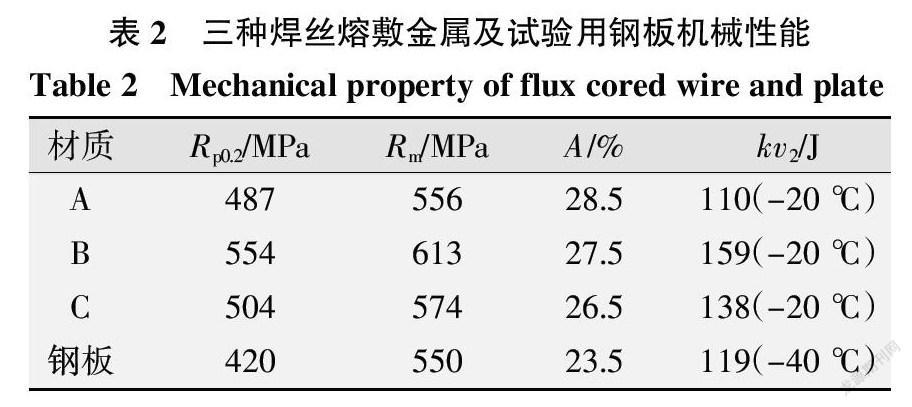
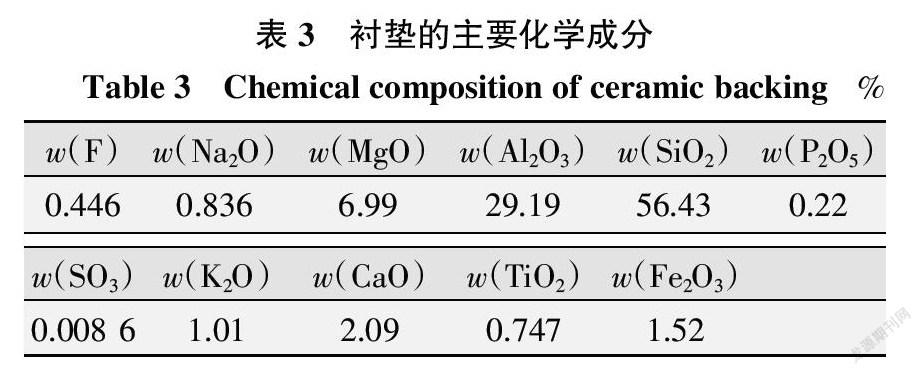
采用市售的三種藥芯焊絲,焊絲型號均為E71T-1C,焊絲直徑1.2 mm,分別標記為A#、B#、C#,其中A#、C#為有縫藥芯焊絲,B#為無縫藥芯焊絲;試驗鋼板為E36鋼板,厚度20 mm。三種焊絲熔敷金屬及鋼板化學成分如表1所示,焊絲及鋼板機械性能如表2所示(表中數據源自各材料材質書);襯墊選擇市售藥芯焊絲用陶瓷襯墊,牌號JN 401-2,其主要成分如表3所示(熒光分析結果)。
改進的剛性固定對接裂紋試驗裝配形式如圖1所示,試驗過程僅進行打底焊道的焊接。試板規格及焊接參數如表4所示,保護氣體均為CO2。
1.2 試驗設備
焊接設備采用松下KRⅡ-500CO2焊機。
1.3 檢測設備
采用ZEISS Observer.Z1m金相顯微鏡觀察焊道金相組織。試驗完成后采用DPT-5著色滲透探傷劑檢測焊道裂紋情況。
2 實驗結果與討論
2.1 抗裂性試驗結果
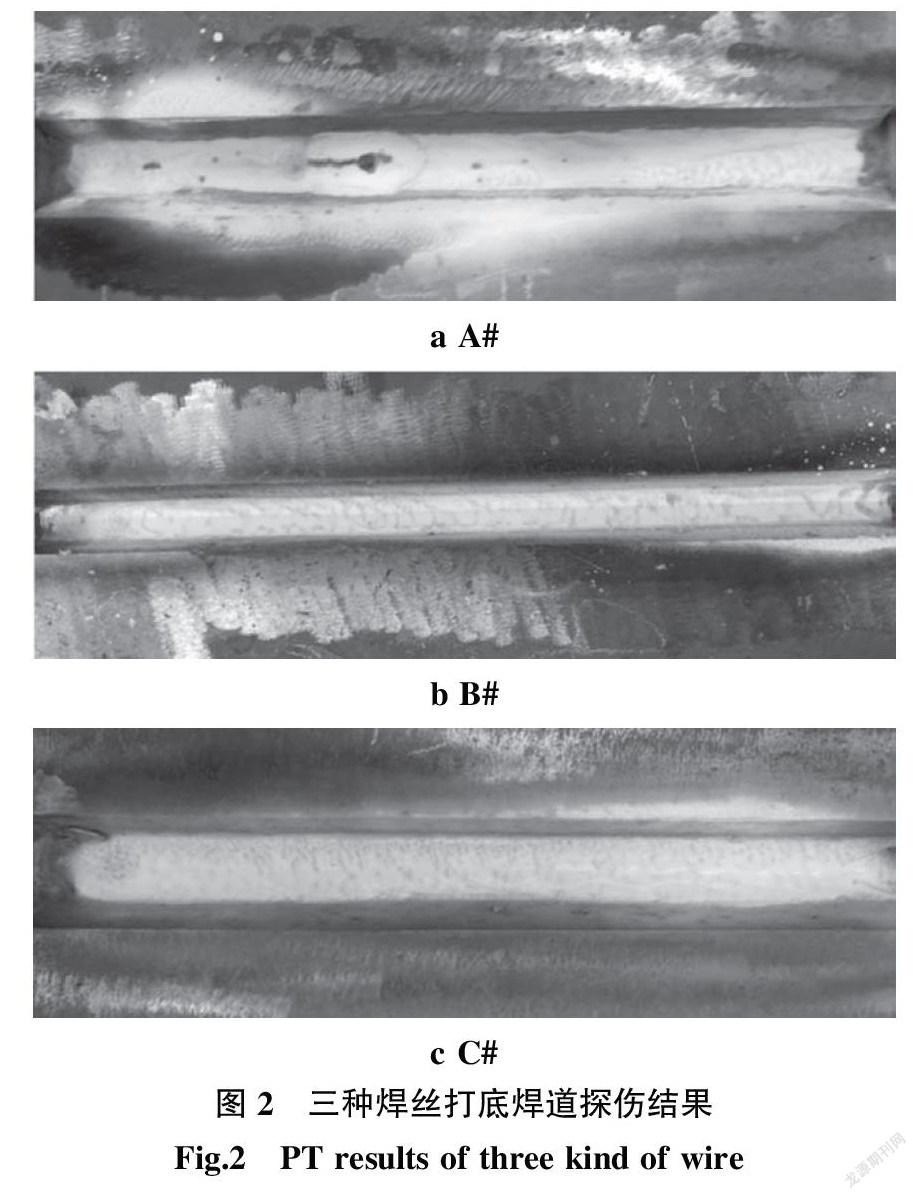
焊接完成后對三種焊絲的焊道進行滲透檢測,檢測結果如圖2所示。可以看出,在相同的工藝參數下,B#、C#未出現裂紋,A#出現了裂紋。
2.2 冶金因素的影響
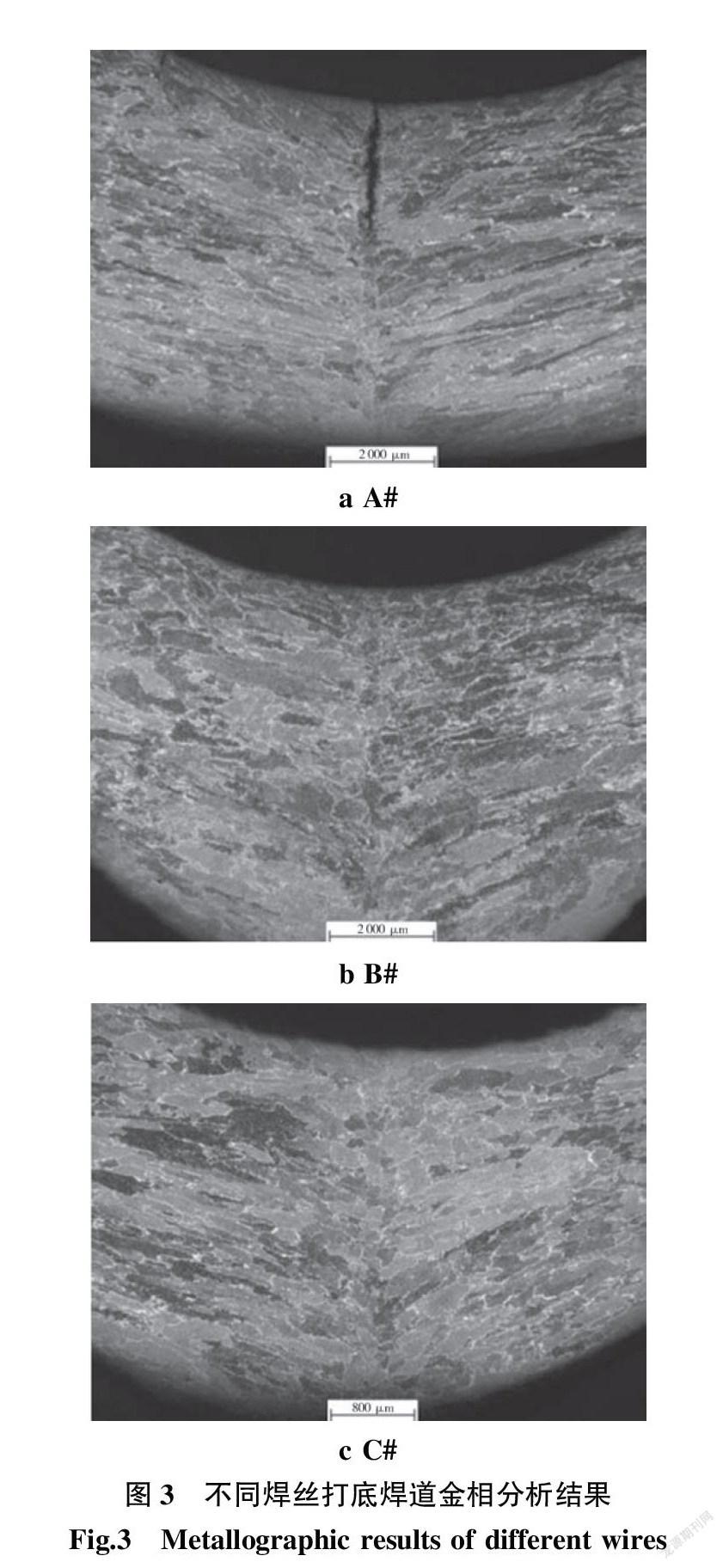
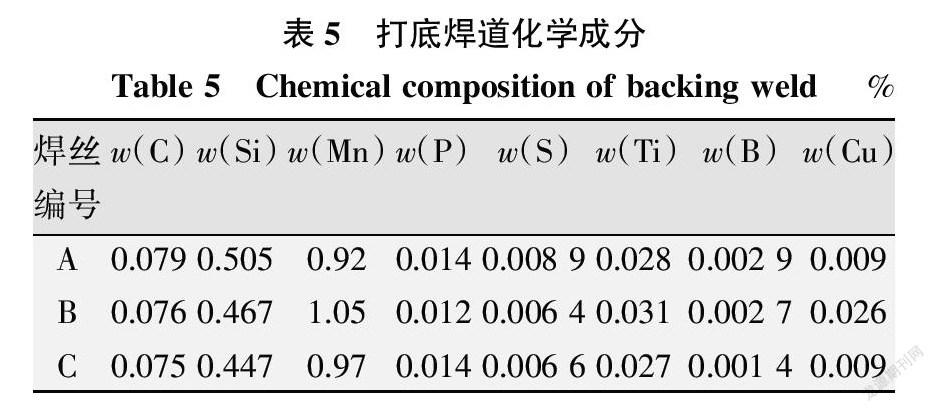
對三種焊絲的焊道進行金相分析,并根據該類型焊絲普遍采用Ti-B系強化的特點[4],對打底焊道的上表面進行成分分析,其中金相分析結果如圖3所示,化學成分分析結果如表5所示。
由圖3可知,三種焊絲的打底焊道的組織為方向性明顯的樹枝晶,產生此現象的原因是:在進行陶瓷襯墊打底焊時,整個熔池冷卻過程接近于二維傳熱過程,即在與熔池兩側接觸的基材方向上散熱快,在與熔池底部接觸的陶瓷襯墊側散熱較慢,而晶體最易長大方向與散熱最快方向一致,導致一次結晶的晶粒可以一直長到熔池中心,最終形成了粗大的柱狀晶。因而,焊縫中心部位成為了結晶較晚的部分。
由金屬學知識可知,先結晶的金屬較純,后結晶的金屬雜質較多,結合上述分析,中心部位最后結晶的金屬中的雜質含量相對較高,而這些雜質易形成低熔點共晶,被排擠在柱狀晶相遇的中心部位,極易形成“液態薄膜”。在焊縫凝固冷卻過程中的收縮而產生的拉伸應力以及外界拘束力的共同作用下,焊縫中心區域極易產生結晶裂紋,可以看出,A#焊絲焊道為典型的結晶裂紋。
由焊接冶金學知識可知,根據化學成分來判斷焊接條件下焊縫結晶裂紋敏感性大小的判據有多種,如臨界應變增長率(CST)、熱裂紋敏感系數(HCS)及最大裂紋長度LT等[5],結合表3中的成分特點,選用臨界應變增長率CST作為分析參考,具體公式如下:
CST=(-19.2C-97.2S-0.8Cu-1.0Ni+3.9Mn+67.5Nb-
618.5B+7.0)×10-4 (1)
當CST≥6.5×10-4時,可以防止裂紋。由于E71T-1C型焊絲的成分系較為簡單,因此簡化式(1)如下:
CST=(-19.2C-97.2S-0.8Cu+3.9Mn-618.5B+7.0)×
10-4 (2)
當焊縫中存在過多的C、S、B元素時,容易形成低熔點共晶,增加裂紋敏感性,而Mn具有脫硫作用,可以將FeS置換為MnS,既改善了硫化物的分布,又可改善抗裂性。根據表5焊道中各元素的成分,計算得出A#~C#焊絲的臨界應變增長率分別為6.42×10-4、7.29×10-4、7.83×10-4,與試驗結果一致性較好。可見,焊道成分中的裂紋抑制元素與裂紋促進元素間應設計合理。
2.3 工藝參數的影響
常見的焊接工藝參數包括焊接電壓、焊接電流、焊接速度及拘束度等。在進行藥芯焊絲陶瓷襯墊打底焊時,為獲得良好的焊縫成形,電弧應穩定地保持在熔池前端,避免出現過多的擾動,即焊接過程中的速度應盡量穩定。焊接電流決定了焊絲的熔化速度,進而影響了焊接速度,根據焊接冶金學知識可知,焊速過快會加重液態金屬結晶的方向性,增加裂紋敏感性。而焊接電壓通常與焊接電流相匹配,對焊絲的熔化速度影響較小。因此,重點分析焊接電流對打底焊裂紋的影響。
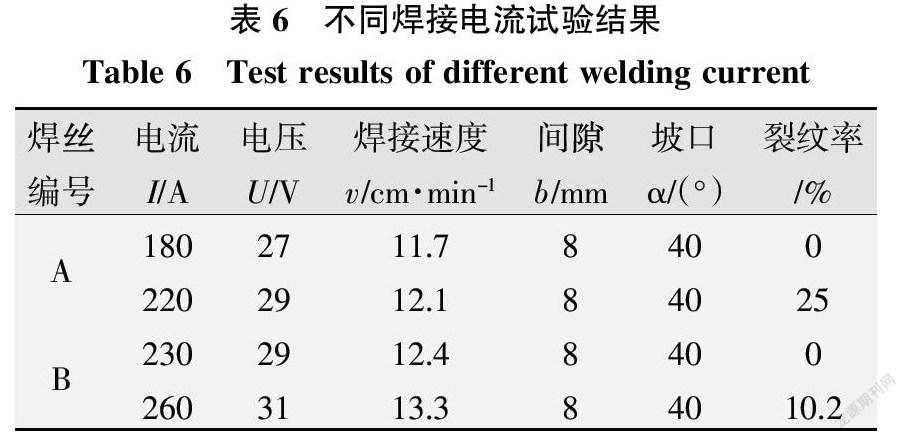
分別選擇A#和B#兩種焊絲進行不同焊接電流的試驗,焊接參數及裂紋率統計如表6所示,每道焊接時盡量將速度控制一致,降低焊速變化帶來的影響。
結合表4和表6可知,對于同一焊絲,當電流相對較小時,焊接完成后均不產生裂紋,這是因為此種條件下焊接熱輸入相對較小,對焊道母材及襯墊的熔化少,使得焊縫金屬相對純凈,同時焊速相對較慢,熔池結晶能夠較為緩慢地進行,避免柱狀晶過于粗大;而當電流增大時,電弧對母材及襯墊的熱作用增加,熔池中帶來了更多的氧化物,降低了焊縫的純凈度,同時由于熱輸入的增大及陶瓷襯墊的保溫作用,延長了低熔點共晶的存在時間,因而增大了裂紋傾向。不同的焊絲其焊絲成分有差異,焊絲對于電流的適應性有所不同。
3 結論
(1)陶瓷襯墊單面打底焊過程中,裂紋呈明顯的結晶裂紋形態。
(2)裂紋產生的影響因素有多種,E71T-1C型焊絲焊縫金屬成分采用臨界裂紋增長率(CST)作為判據,可以對焊絲的裂紋敏感性進行預測。
(3)焊接電流對裂紋產生有重要影響,對同一焊絲而言,電流較小時,裂紋敏感性較低,隨著電流的增大,延長了低熔點共晶的存在時間,增大了裂紋傾向。
(4)藥芯焊絲陶瓷襯墊打底焊裂紋的產生是冶金因素及工藝因素共同作用的結果,在實際使用時,通過利用臨界裂紋增長率判據,結合工藝參數設計試驗,可以避免此類裂紋的產生。
參考文獻:
[1] 郭純,孔紅雨,朱官朋,等. 無縫藥芯焊絲在海洋工程和?船舶制造領域的應用分析[J]. 造船技術,2016(04):75-79.
[2] 張智,陳邦固,金立鴻,等. 藥芯焊絲在船舶焊接中的缺?欠與對策[J]. 電焊機,2007,37(6):86-91.
[3] 趙曉明. 藥芯焊絲在船舶焊接中的缺欠與對策分析[J].?工程技術(引文版),2016(2):236.
[4] Perdomo J J,Spry T D,Indacochea J E,et al. Weld crac-?king linked to wires containing boron[J]. Welding Journal,?2006,85(11):28-30.
[5] 張文鉞. 焊接冶金學(基本原理)[M]. 北京:機械工業出?版社,1995:228-229.
猜你喜歡
現代經濟信息(2016年19期)2016-10-20 18:46:44
現代經濟信息(2016年19期)2016-10-20 18:12:28
現代經濟信息(2016年19期)2016-10-20 16:20:30
中國科技博覽(2016年19期)2016-10-19 13:33:22
中國科技博覽(2016年18期)2016-10-19 10:49:54
中國科技博覽(2016年18期)2016-10-19 08:16:45
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
