國產(chǎn)焊材在12Cr2Mo1R鋼制重整反應(yīng)器中的應(yīng)用
2020-09-10 07:22:44付忠吉馮偉楊宏龍王岑杜金濤王子偉
電焊機(jī) 2020年10期
關(guān)鍵詞:焊縫
付忠吉 馮偉 楊宏龍 王岑 杜金濤 王子偉



摘要:經(jīng)過多年發(fā)展,我國重整反應(yīng)器制造技術(shù)己日趨成熟,殼體鋼材已實(shí)現(xiàn)國產(chǎn)化,但其殼體的焊接材料卻未與殼體材料同步國產(chǎn)化,仍然主要依賴進(jìn)口。文中采用哈焊所焊材對12Cr2Mo1R鋼制重整反應(yīng)器主殼體進(jìn)行焊接,各項(xiàng)性能均能達(dá)到標(biāo)準(zhǔn)及重整反應(yīng)器等設(shè)備設(shè)計(jì)要求,這表明國產(chǎn)焊材的質(zhì)量和穩(wěn)定性已達(dá)到國外同類產(chǎn)品水平,促進(jìn)了該耐熱鋼焊材的國產(chǎn)化,同時采用國產(chǎn)焊材可大大降低制造成本。
關(guān)鍵詞:重整反應(yīng)器;12Cr2Mo1R;國產(chǎn)焊材;焊接工藝
中圖分類號:TG42 文獻(xiàn)標(biāo)志碼:A 文章編號:1001-2303(2020)10-0116-05
DOI:10.7512/j.issn.1001-2303.2020.10.24
0 前言
重整反應(yīng)器是煉油化工裝置中的核心設(shè)備,長期工作在高溫、臨氫環(huán)境下,對材料的耐氫腐蝕、抗氫脆、抗回火脆化和蠕變脆化等性能有較高的要求。12Cr2Mo1R(即2.25Cr-1Mo)是制造該類設(shè)備的常用材料,德國和日本等國家很早就對其進(jìn)行了深入研究,并且對配套焊接材料也進(jìn)行了大量的試驗(yàn)研究,其成果已經(jīng)成功應(yīng)用于大型反應(yīng)器的制造過程中。我國從20世紀(jì)80年代開始重整反應(yīng)器國產(chǎn)化進(jìn)程,目前制造重整反應(yīng)器的材料包括鍛件、板材、不銹鋼或鎳基堆焊材料均已實(shí)現(xiàn)國產(chǎn)化,但主殼體用焊接材料尚未實(shí)現(xiàn)國產(chǎn)化,主要仍依靠進(jìn)口,其主要原因是國產(chǎn)2.25Cr-1Mo鋼焊接材料熔覆金屬的低溫沖擊韌性及回火脆性評定難以達(dá)到標(biāo)準(zhǔn)要求,且批次穩(wěn)定性能差。
近年來,隨著對2.25Cr-1Mo鋼焊接技術(shù)的不斷發(fā)展,為了推進(jìn)2.25Cr-1Mo鋼用焊接材料國產(chǎn)化的進(jìn)程,蘭州蘭石重型裝備股份有限公司與哈焊所威爾公司就2.25Cr-1Mo鋼用配套焊材進(jìn)行了聯(lián)合研發(fā),開發(fā)了2.25Cr-1Mo鋼用國產(chǎn)焊材,通過驗(yàn)證性試驗(yàn)及焊接工藝評定,在各項(xiàng)指標(biāo)滿足相關(guān)標(biāo)準(zhǔn)及特定產(chǎn)品技術(shù)條件要求的情況下,在將其應(yīng)用于某加氫裝置中的熱高壓分離器等2.25Cr-1Mo鋼制設(shè)備殼體焊接的基礎(chǔ)上,又成功應(yīng)用于12Cr2Mo1R鋼制連續(xù)重整反應(yīng)器的制造。
文中就采用國產(chǎn)2.25Cr-1Mo鋼用埋弧焊材(焊絲牌號為H10Cr2MoG,配套焊劑SJ150)和焊條(牌號R407C),結(jié)合某石化裝置中的“二合一”連續(xù)重整反應(yīng)器的制造,介紹12Cr2Mo1R鋼用國產(chǎn)焊接材料的應(yīng)用情況。
1 產(chǎn)品主要設(shè)計(jì)指標(biāo)
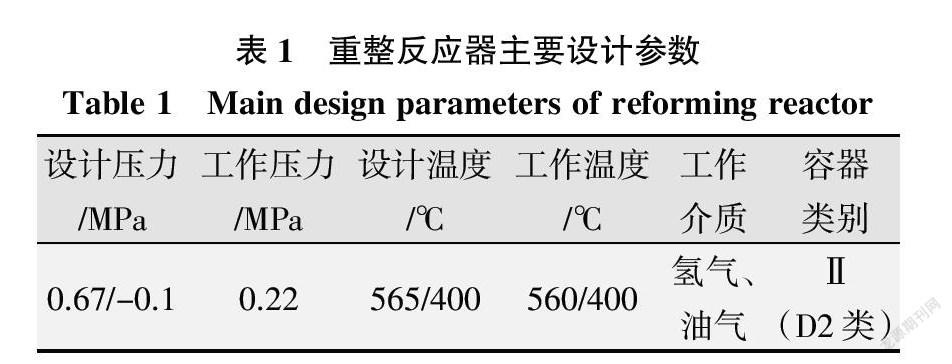
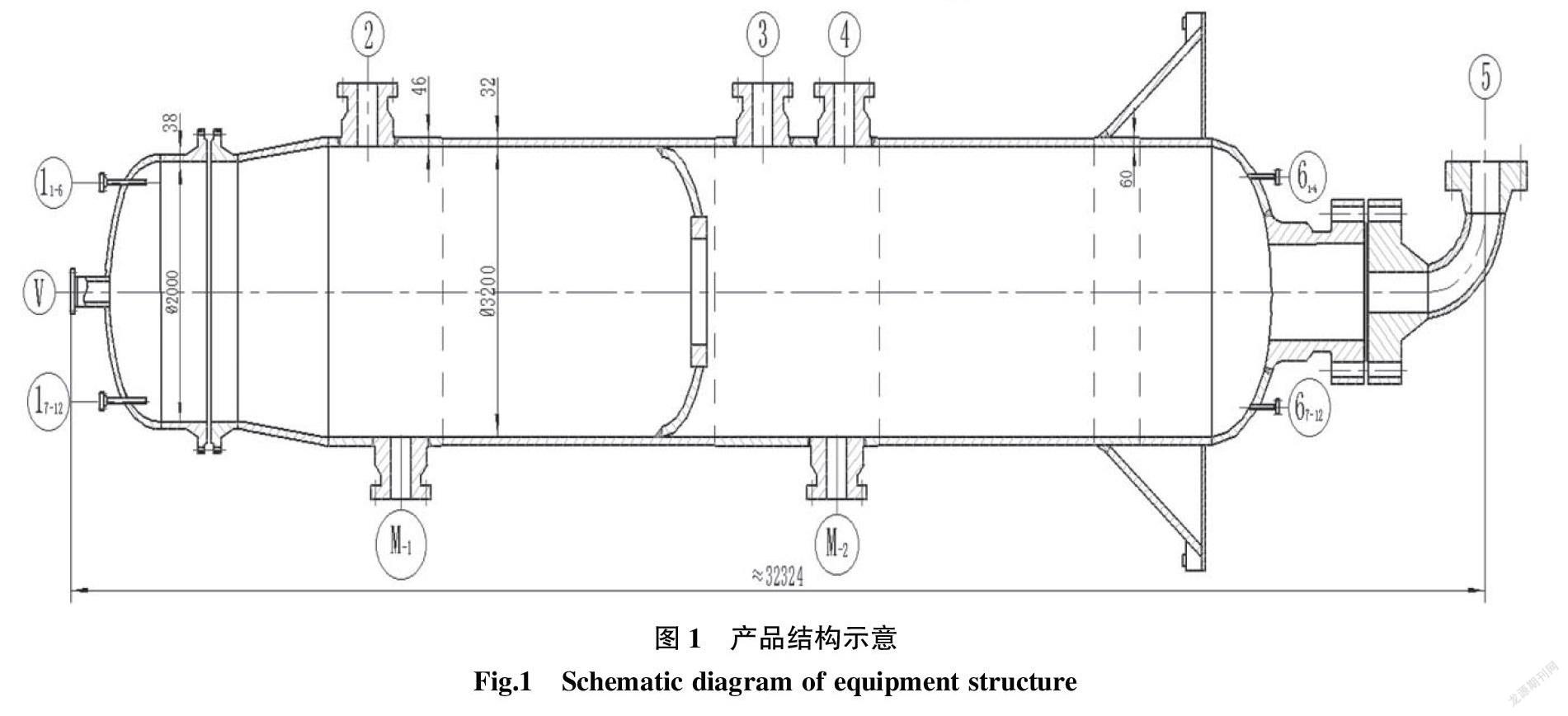
“二合一”連續(xù)重整反應(yīng)器設(shè)計(jì)條件如表1所示,產(chǎn)品結(jié)構(gòu)如圖1所示,主體材料選用國產(chǎn)12Cr2Mo1R鋼板,化學(xué)成分如表2所示。2.25Cr-1Mo鋼是目前在世界上廣泛使用的耐熱鋼,具有良好的高溫力學(xué)性能、抗高溫氧化性能、抗腐蝕性能、韌性以及可焊性[1]。但由于該鋼種碳當(dāng)量較高,淬硬傾向及焊接冷裂紋敏感性較大,同時其焊縫金屬具有較強(qiáng)的回火脆化傾向,如果焊接材料及焊接工藝選擇不當(dāng),則容易產(chǎn)生焊接冷裂紋或降低焊縫金屬的抗回火脆化傾向性能。為避免上述問題,確保焊接接頭的各項(xiàng)性能滿足重整反應(yīng)器設(shè)計(jì)要求,需要嚴(yán)格控制焊接工藝和熱處理規(guī)范。
2 試驗(yàn)材料及方法
重整反應(yīng)器的焊接主要采用埋弧焊和焊條電弧焊;埋弧焊絲為H10Cr2MoG,配套焊劑SJ150;焊條牌號為R407C。焊材熔敷金屬化學(xué)成分如表3所示。
技術(shù)條件規(guī)定:X系數(shù)=(10P+5Sb+4Sn+As)×10-2≤15 ppm,式中元素以質(zhì)量ppm含量代入,如0.01%應(yīng)以100 ppm代入。由表3可知,焊接材料的X系數(shù)均符合技術(shù)條件要求。
此外,根據(jù)產(chǎn)品技術(shù)條件要求,焊前對每一爐批號焊絲和焊劑的組合及焊條進(jìn)行高溫持久試驗(yàn),焊縫熔敷金屬在經(jīng)受(Max.PWHT)模擬最大程度焊后熱處理(690 ℃×26 h)后,在510 ℃、210 MPa 載荷條件下經(jīng)650 h未發(fā)生斷裂。
2.1 坡口準(zhǔn)備
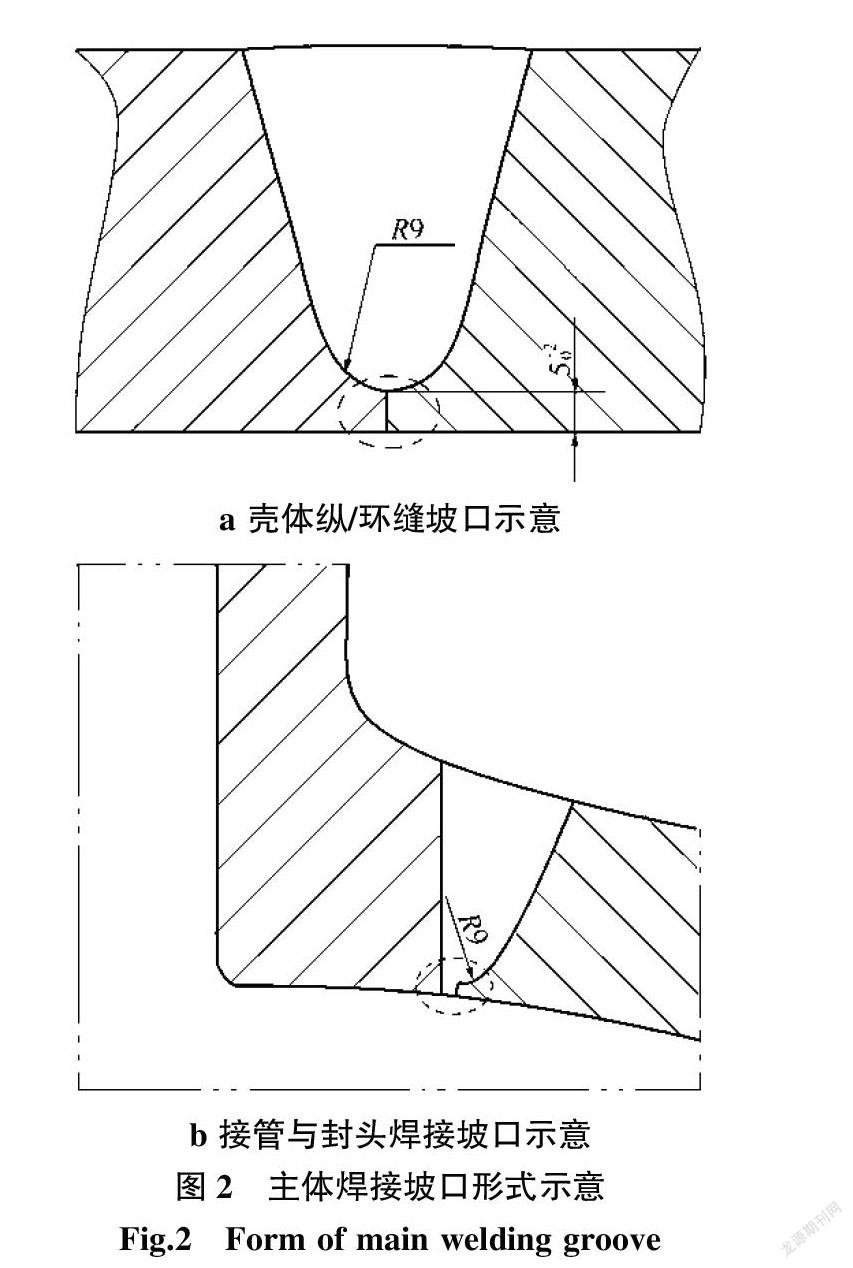
主殼體縱、環(huán)縫坡口均采用機(jī)加工制備而成,殼體開孔采用火焰切割,并預(yù)留機(jī)加工或打磨余量以消除其表面的熱影響區(qū);筒體縱、環(huán)縫采用單面U型坡口,接管與封頭之間的對接焊縫采用J型坡口,如圖2所示。
所有受壓元件的焊接接頭坡口在施焊前、背面碳弧氣刨清根并打磨消除滲碳層后,均應(yīng)該按NB/T47013.4 進(jìn)行100%磁粉檢測(MT),其線性缺陷及圓形缺陷質(zhì)量等級均為Ⅰ級。還應(yīng)采用便攜式硬度計(jì)對坡口面和清根后的槽面進(jìn)行硬度抽檢,硬度合格值≤225 HBW。
2.2 焊接工藝規(guī)范
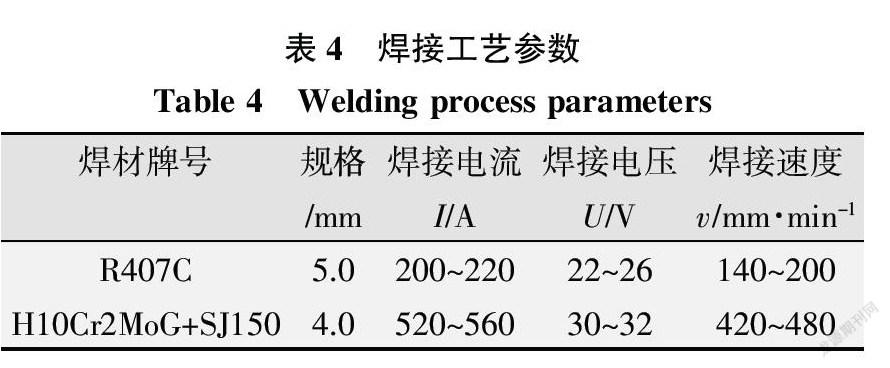
殼體在焊接前應(yīng)進(jìn)行預(yù)熱,預(yù)熱溫度為150 ~250 ℃;預(yù)熱范圍為坡口及其兩邊寬度均不小于100 mm 區(qū)域,該區(qū)域內(nèi)殼體厚度上應(yīng)維持均勻的預(yù)熱。具體焊接工藝參數(shù)如表4所示。
每條承壓焊縫應(yīng)盡可能地一次性連續(xù)焊接完畢,否則應(yīng)保持焊道溫度不低于預(yù)熱溫度直至重新開始焊接;為防止氫致裂紋的產(chǎn)生,焊接完畢后需立即進(jìn)行(300~350) ℃×(2~3) h的焊后消氫處理,縱縫、接管焊縫等高應(yīng)力區(qū)還應(yīng)增加爐內(nèi)中間消除應(yīng)力熱處理工序。
2.3 焊后熱處理規(guī)范
制定12Cr2Mo1R鋼焊接接頭的焊后熱處理規(guī)范時應(yīng)考慮冶金和工藝特點(diǎn),焊后熱處理應(yīng)保證焊接接頭組織的改善,在機(jī)械性能與母材達(dá)到良好匹配的條件下,控制硬度、提高韌性水平,并盡可能地消除焊接應(yīng)力。參考工程實(shí)際設(shè)計(jì)文件要求,制定的產(chǎn)品最終焊后熱處理規(guī)范為690 ℃×8 h(即Act.PWHT),同時對產(chǎn)品試件進(jìn)行模擬最大程度焊后熱處理(Max.PWHT:690 ℃×26 h)。
2.4 無損檢測
12Cr2Mo1R鋼制重整反應(yīng)器制造完成后對承壓焊接接頭按NB/T47013規(guī)定進(jìn)行無損檢驗(yàn),所有承壓焊縫射線檢測一次合格率達(dá)93.5%以上;且熱處理前、后,及水壓試驗(yàn)后對于殼體對接接頭的超聲檢測和磁粉檢測均為合格。
3 試驗(yàn)結(jié)果與分析
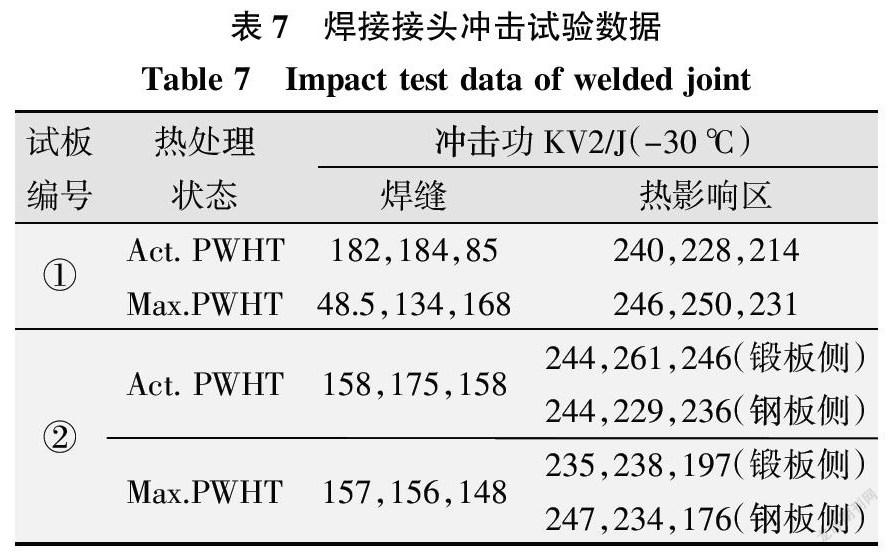
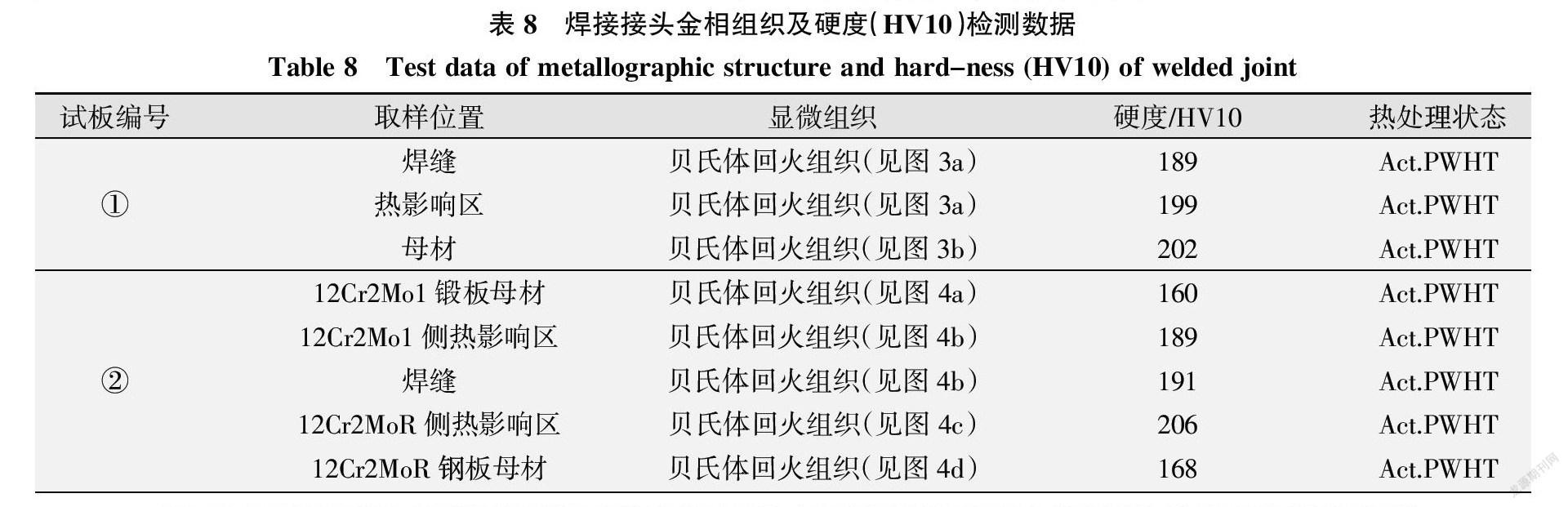
產(chǎn)品焊接試板隨殼體同爐熱處理(即Act.
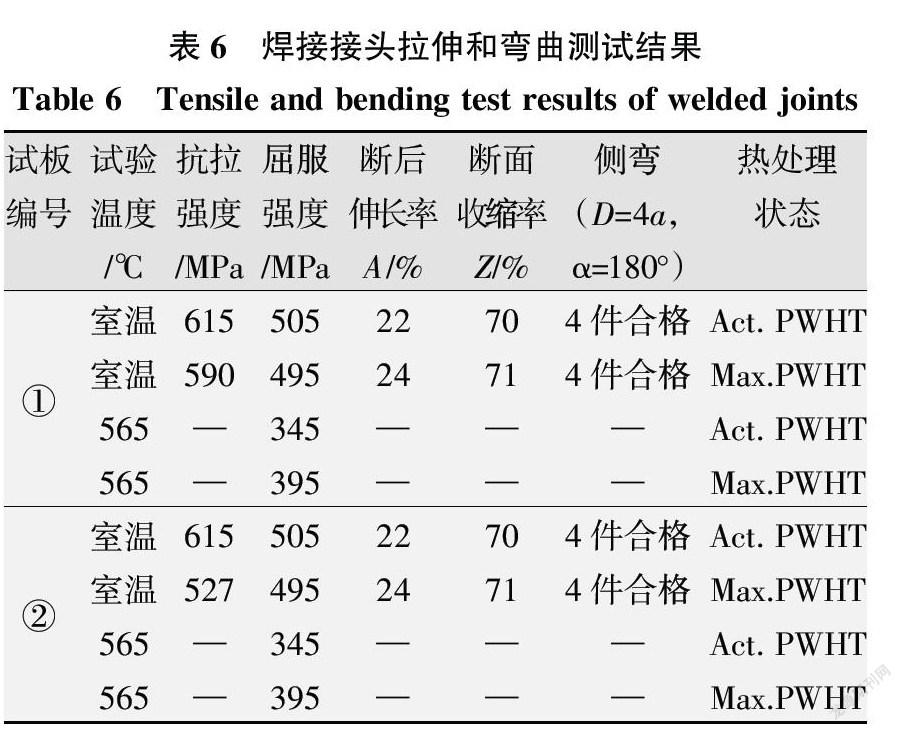
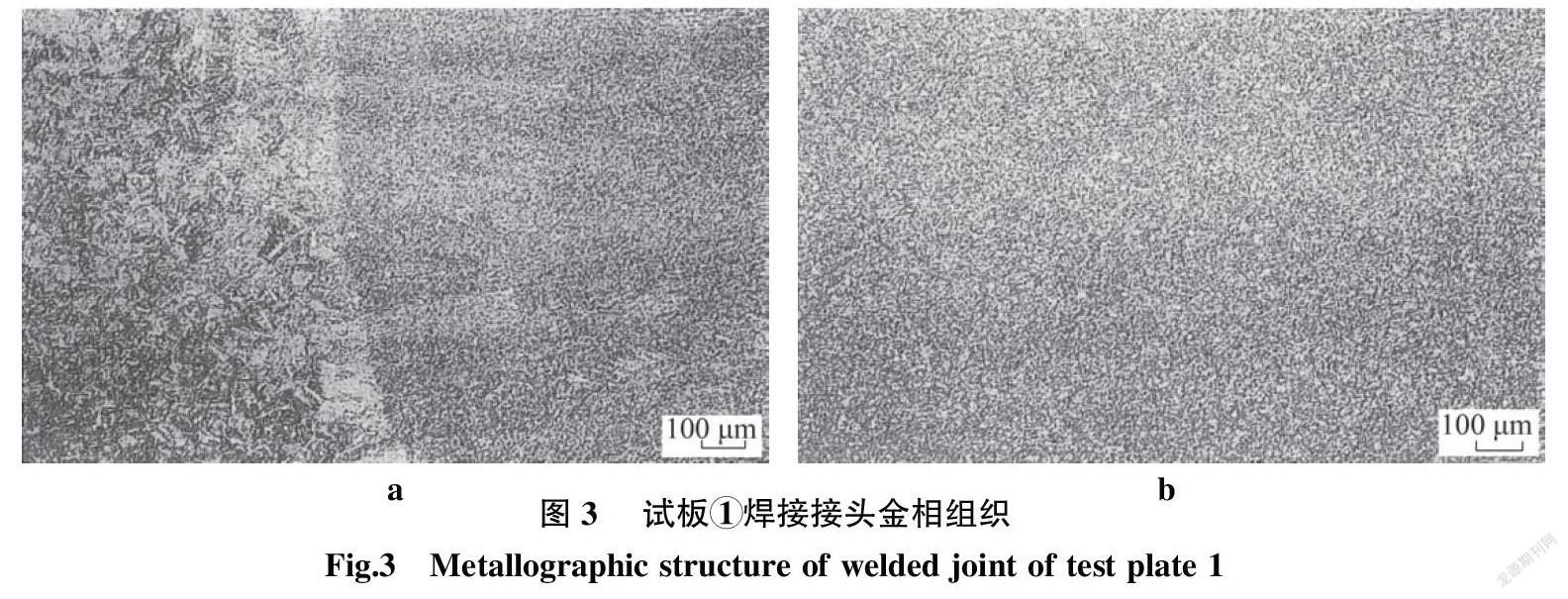
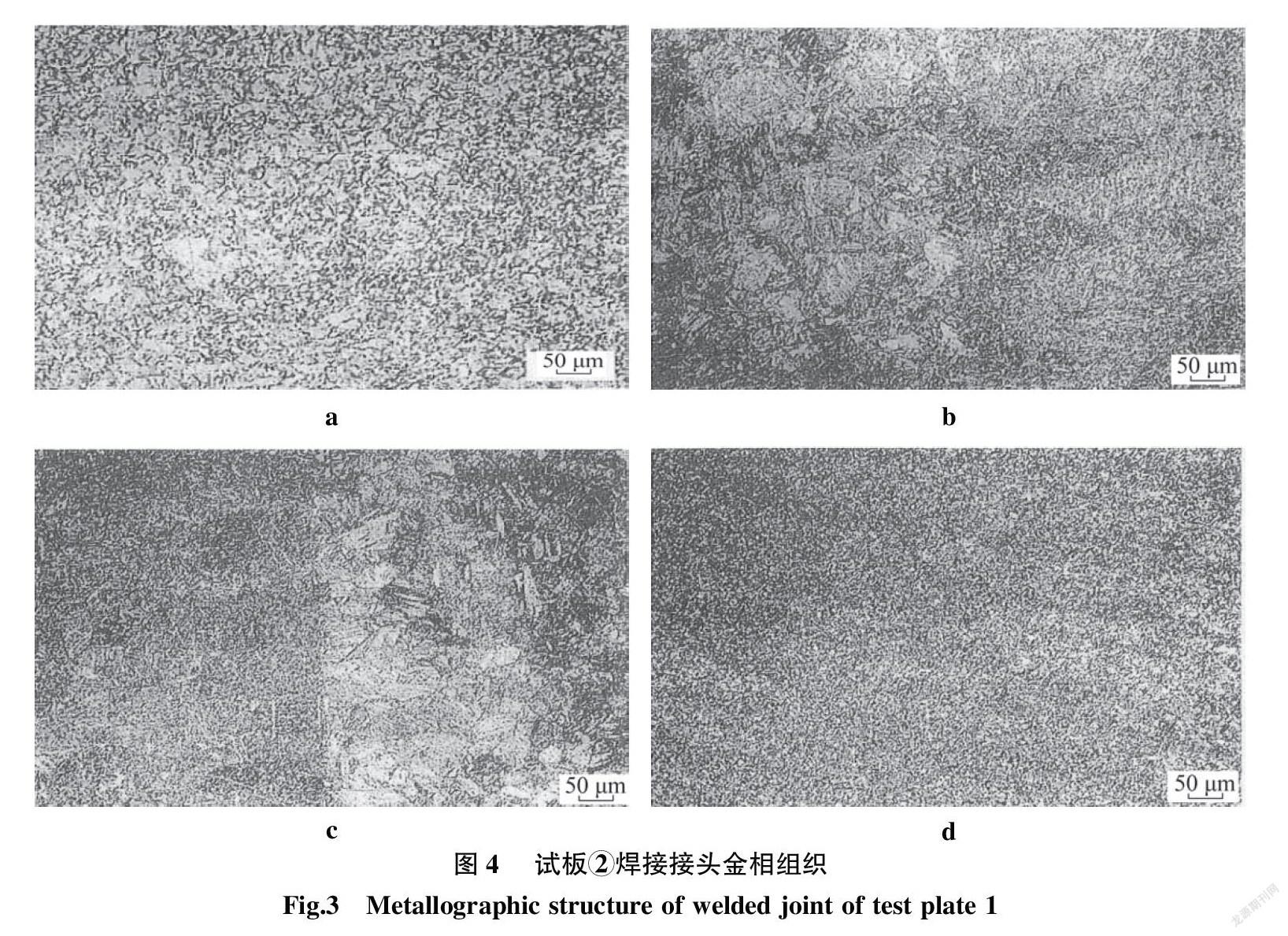
PWHT,指實(shí)際焊后熱處理)及分爐Max.PWHT模擬熱處理后,按NB/T 47016的規(guī)定和產(chǎn)品技術(shù)條件要求進(jìn)行焊縫金屬化學(xué)成分、焊接接頭常溫及565 ℃拉伸、彎曲、沖擊、硬度和金相組織測試[2],各項(xiàng)測試結(jié)果如表5~表8所示,試板編號:①—筒體縱縫焊接試件;②—接管與封頭焊接試件。試板①焊接接頭金相組織如圖3所示,試板②焊接接頭金相組織如圖4所示。
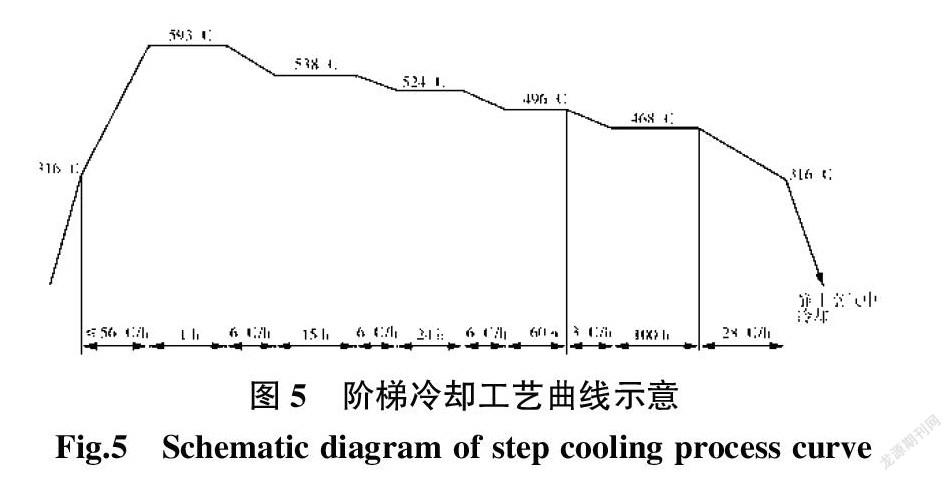
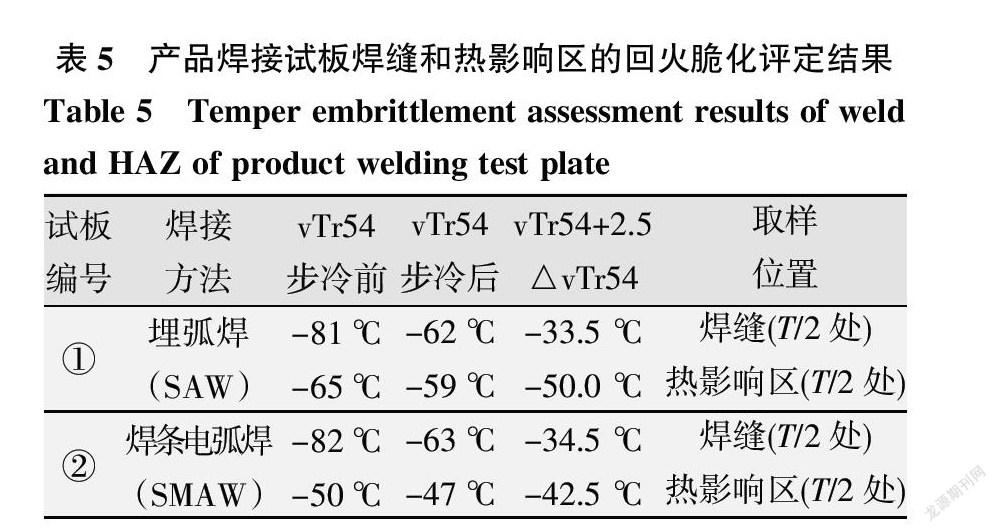
對經(jīng)Act. PWHT熱處理狀態(tài)下的產(chǎn)品焊接試件進(jìn)行了回火脆化傾向評定試驗(yàn)即階梯冷卻試驗(yàn),階梯冷卻工藝如圖4所示。焊接接頭回火脆化評定結(jié)果如表9所示。
設(shè)計(jì)條件中對抗回火脆性要求滿足VTr54+ 2.5ΔVTr54≤10 ℃;由上表可見,焊接接頭各部位回火脆性可滿足設(shè)計(jì)要求。
綜上可知,重整反應(yīng)器焊縫金屬力學(xué)性能達(dá)到或優(yōu)于母材標(biāo)準(zhǔn)要求,系列溫度沖擊試驗(yàn)結(jié)果顯示焊縫金屬抗回火脆性良好,即焊接接頭各項(xiàng)性能均達(dá)到設(shè)計(jì)要求。這表明針對所選用的國產(chǎn)2.25Cr-1Mo鋼用焊接材料而制定的焊接工藝規(guī)范和熱處理規(guī)范是可行的,同時為12Cr2Mo1R鋼制重整反應(yīng)器實(shí)現(xiàn)全面國產(chǎn)化積累了實(shí)踐經(jīng)驗(yàn)。
4 結(jié)論
(1)采用哈焊所生產(chǎn)的R407C焊條、埋弧焊絲H10Cr2MoG配套SJ150焊劑施焊,熔敷金屬的化學(xué)成分符合技術(shù)條件的要求,熔敷金屬具有較高的純凈度[4-7]。焊材熔敷金屬和焊縫金屬的X系數(shù)均滿足重整反應(yīng)器X系數(shù)小于15 ppm的要求,具有較低的回火脆性敏感性[8]。
(2)熔敷金屬可獲得良好的強(qiáng)度與低溫沖擊韌性,其各項(xiàng)性能滿足技術(shù)條件的要求。
(3)熔敷金屬經(jīng)過最小焊后熱處理后的組織為回火貝氏體,鐵素體呈細(xì)小條束狀不規(guī)則分布,熔敷金屬低溫沖擊韌性良好[9]。
參考文獻(xiàn):
[1] 中國機(jī)械工程學(xué)會焊接學(xué)會. 焊接手冊(第2卷)[M]. 北?京:機(jī)械工業(yè)出版社,2003.
[2] 何貝,徐光,袁清等. 壓力容器用12Cr2Mo1R鋼150 mm?超厚板熱處理對組織和性能的影響[J]. 特殊鋼,2015,36?(6):45-48.
[3] 梁小武,朵元才,張建曉,等. 國產(chǎn)12Cr2Mo1R鋼用焊材?在高壓換熱器中的應(yīng)用[J]. 中國化工裝備,2017,19(3):?44-48.
[4] ASME鍋爐及壓力容器委員會材料分委員會. ASME鍋?爐及壓力容器規(guī)范(國際性規(guī)范)Ⅱ材料C篇[S]. 北京:?中國石化出版社,2017.
[5] 姚潤鋼,魏戰(zhàn)江,朱炳琨. 高堿度低活性超低氫型燒結(jié)焊?劑的研制[J]. 材料開發(fā)與應(yīng)用,2000,15(3):30-32.
[6] 李春旭,陳西山,王希靖. 鉻鉬鋼窄間隙埋弧焊用燒結(jié)焊?劑的研制[J]. 甘肅工業(yè)大學(xué)學(xué)報(bào),1989,15(1):42-48.
[7] 何少卿,張尤紅,金光日,等. 2.25Cr1Mo耐熱鋼用R407A?焊條的研制[J]. 焊接技術(shù),1996(5):29-35.
[8] 梁東圖. 2.25Cr-1Mo鋼焊縫金屬回火脆性的研究[J]. 首?鋼科技,1989,2(1):17-20.
[9] 崔約賢,王長利. 金屬斷口分析[M]. 哈爾濱:哈爾濱工業(yè)?大學(xué)出版社,1998.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
