改進型對稱四級光纖環及其制備方法
2020-09-23 12:02:18葛雙超楊瑞峰郭晨霞
激光與紅外 2020年9期
關鍵詞:結構
葛雙超,楊瑞峰,郭晨霞
(1.中北大學儀器與電子學院,山西 太原 030051;2.山西省自動化檢測裝備與系統工程技術研究中心,山西 太原 030051)
1 引 言
光纖陀螺(FOG)是一種能夠精確測量運動物體方位的新型慣性導航儀[1],具有檢測精度高、響應速度快、抗沖擊性強、體積小、重量輕等諸多優點,在低精度民用航空、高精度軍用設備以及超高精度航空航天導航系統等多個領域都具有重要應用[2]。
FOG以光纖環(FOC)為核心敏感元件,由激光源發射出的光線朝兩個方向沿FOC傳播,通過兩束光之間的相位差來測量運動物體的旋轉角速度。根據Sagnac效應,FOG測量靈敏度與繞制FOC的光纖長度成正比。另外,FOC結構互易性和穩定性直接影響FOG的測量精度[3]。高水平的制環技術一直受到國外技術封鎖,制約了國內光纖陀螺的研發及其應用。
環境溫度發生變化時,光纖環內會產生溫度梯度,進而引起沿光纖環的反向傳播的兩束光波之間產生相移,這種熱至非互易性相移稱為SHUP效應,為抑制該誤差常用對稱四級繞法制備光纖環。該繞法存在跨層換纖,導致邊緣光纖匝易擠壓變形,出現疊絲、塌陷等繞制缺陷[4]。目前有效解決這類工藝問題的方法是人工邊緣控制,所以國內光纖環生產效率偏低,一臺繞纖設備需要配備十幾名操作者來進行過程控制和邊緣調整,極大限制了高水平光纖陀螺的發展。
為解決上述問題,本文分析了邊緣非對稱四級FOC的SHUP誤差和相位偏移,提出了自動化邊緣非對稱四級FOC繞制方法,并進行了實際繞環實驗驗證。
2 邊緣非對稱四級光纖環結構
對稱四級繞法是Nicholas于1983年提出的[5],具有繞制方法簡單、互易性高等特點,可以有效降低SHUP效應,是目前應用最廣的FOC繞制方法。進行對稱四級FOC繞制時,首先將待繞光纖分成長度相等的兩部分,分別繞到左右供纖輪上,然后按照圖1所示步驟,完成一個四級繞制,往復循環將待繞光纖全部纏繞至光纖環骨架上。

圖1 對稱四級結構FOC繞法示意圖
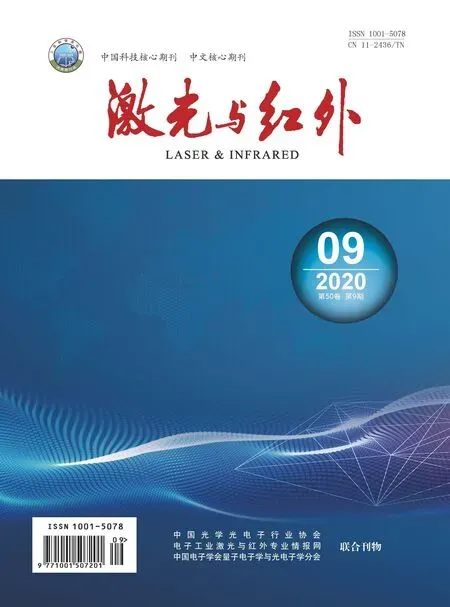
對稱四級光纖環的每個四級結構存在左段光纖從第1層至第4層的換成現象,兩個相鄰的四級結構之間存在右段光纖從第3層至第6層的換層現象,如圖2所示。
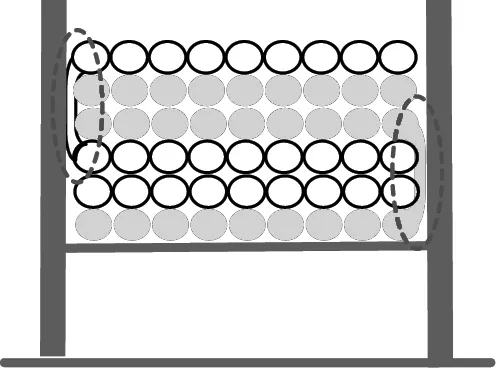
圖2 對稱四級結構中的換層現象
換層部分的光纖會受到骨架側壁和內側光纖匝的擠壓,極易產生扭曲變形,形成應力奇點[6],甚至會發生剝絲現象,導致整個FOC失效。為解決該工藝問題,研究過程中采用如圖3所示邊緣非對稱四級結構進行繞制,這種繞纖方式不存在光纖絲跨層問題,更能保證FOC的結構穩定性。
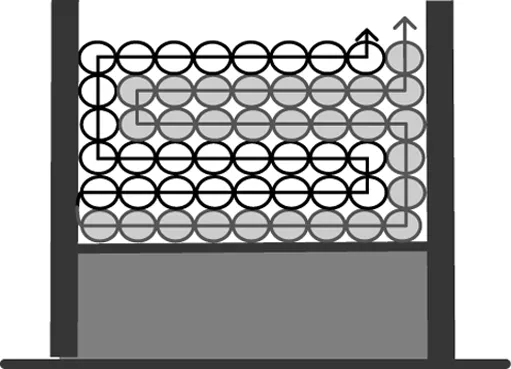
圖3 邊緣非對稱四級結構
但是這種結構破壞了原本的對稱四級性,對SHUP誤差的抑制作用會產生影響。故首先對不同溫度載荷下的對稱四級結構和邊緣非對稱四級結構的SHUP誤差進行分析。
3 不同溫度載荷下的SHUP誤差分析
3.1 SHUP誤差產生機理
由于SHUP誤差難以與Sagnac相移進行有效區分,所以會影響導致FOG輸出準確性。
離散化SHUP效應數學模型如公式(1)所示[7]:
(1)

3.2 三維FOC模型
ANSYS軟件是進行FOC SHUP效應分析的最常用軟件[7-8]。為了實現SHUP誤差精確定量分析,構建了如圖4所示三維有限元模型。
圖4 FOC三維有限元模型
仿真模型中,FOC總層數為18,每層匝數40,光纖直徑0.245 mm、折射率1.4685,光纖環骨架內徑44 mm。
對于各種不同加載模式所用的外界溫度場激勵曲線均如圖5所示,但是不同模式下溫度加載方位有所區別。
圖5 溫度激勵
3.3 不同加載模式下的SHUP誤差
研究過程中分別對FOC模型進行了軸向對稱加載、軸向單側加載、縱向單側加載和復合加載等不同模式下的熱力學仿真。然后利用MATLAB軟件對各種加載情況下對稱四級和邊緣非對稱四級結構FOC的SHUP誤差進行了定量分析。
(1)軸向對稱加載
軸向對稱加載方式為光纖環骨架兩側壁同時加載溫度激勵。該模式下仿真結果如圖6所示。圖6(a)為FOC每層每匝光纖溫度隨時間的分布,兩種結構的FOC幾何空間位置相同的光纖匝(例如第x層第j匝)的溫度變化是完全相同的。但是不同結構下該匝光纖在整段光纖上距離光纖起點距離不同,故兩種結構下溫度梯度沿整根光纖的分布不同,如圖6(b)和6(c)所示。根據公式(1),利用圖6(b)和圖6(c)中的位置、溫度梯度等相關參數計算獲得的兩種結構的SHUP誤差結果如圖6(d)所示。圖7~10的說明與圖6類似,后面不再贅述。
圖6 軸向對稱溫度加載仿真結果
(2)軸向單側加載
該模式下溫度激勵從光纖環左側進行從左到右的軸向加載,仿真結果如圖7所示。
圖7 軸向單左側加載溫度加載仿真結果
(3)空氣接觸面縱向加載
該模式下溫度激勵從光纖環空氣接觸面進行由上到下的縱向加載,仿真結果如圖8所示。
圖8 空氣接觸面縱向加載溫度加載仿真結果
(4)骨架接觸面縱向加載
該模式下溫度激勵從光纖環底側骨架接觸面進行從下到上的縱向加載,仿真結果如圖9所示。
圖9 骨架接觸面縱向加載加載仿真結果
(5)復合加載
復合加載方式為光纖環骨架兩側壁和上下表面同時加載溫度激勵。該模式下仿真結果如圖10所示。
圖10 空氣接觸面縱向加載溫度加載仿真結果
通過上述多種不同溫度加載模式下的仿真分析結果可知,軸向單側加載情況下,邊緣非對稱四級結構的SHUP誤差明顯大于對稱四級結構,這是由于邊緣非對稱四級結構左右邊緣互易性較差,無法有效抑制軸向非對稱溫度擾動,但是可以通過外部隔熱腔體為FOC提供對稱的溫度環境[9],提高其魯棒性。其他加載模式下,邊緣非對稱四級結構的SHUP誤差略大于對稱四級結構。但是考慮到對稱四級結構中光纖換層引起的應力扭曲和剝絲問題,這些誤差可以忽略。故本文基于邊緣非對稱四級結構研究了FOC繞制過程中的自動邊緣控制補償方法。
4 自動邊緣控制方法
在原對稱四級光纖環繞制系統[10]的基礎上,開發了邊緣非對稱四級FOC繞制技術。從第i=1層開始實現如下步驟的繞纖過程:
(1)右段光纖絲順時針方向從左到右進行第一層纏繞,繞至FOC骨架右側壁結束,共纏繞N匝;
(2)右段光纖在FOC骨架右側壁進行第二層邊緣補償,補償匝數為1匝;
(3)左段光纖絲逆時針方向從左到右進行第二層纏繞,繞制(N-1)匝結束;
(4)右段光纖在FOC骨架右側壁進行第三層邊緣補償,匝數為1匝;
(5)左段光纖絲逆時針方向從右到左進行第三層纏繞,繞制(N-1)匝結束;
(6)左段光纖在FOC骨架左側壁進行第四層邊緣補償,匝數為1匝;
(7)右段光纖絲順時針方向從右到左進行第四層纏繞,纏繞(N-1)匝結束;
(8)左段光纖在FOC骨架左側壁進行第五層邊緣補償,匝數為1匝;
(9)右段光纖絲順時針方向從左到右進行第五層纏繞,繞至FOC骨架右側壁結束,共纏繞N-1匝;
(10)右段光纖在FOC骨架右側壁進行第六層邊緣補償,匝數為1匝;
(11)左段光纖絲逆時針方向從左到右進行第六層纏繞,繞制(N-1)匝結束;
(12)右段光纖在FOC骨架右側壁進行第七層邊緣補償,匝數為1匝;
(13)左段光纖絲逆時針方向從右到左進行第七層纏繞,繞制(N-1)匝結束;
(14)左段光纖在FOC骨架左側壁進行第八層邊緣補償,匝數為1匝;
(15)右段光纖絲順時針方向從右到左進行第八層纏繞,纏繞(N-1)匝結束;
(16)重復8~15步,并對纏繞層數進行簡單調整,直至所有待繞光纖均勻的纏繞到光纖環骨架上。
上述過程中,步驟切換由自動繞纖程序通過判斷當前繞纖匝數、層數、電機運動狀態等自動完成。程序流程圖如圖11所示。
圖11 邊緣非對稱四級光纖環自動繞制流程
利用直徑為0.245 mm的裸光纖,在直徑為44 mm、長度34 mm的FOC骨架上進行光纖環繞制實驗,每層總匝數N=141匝,按照圖11所述流程完成了12層光纖環繞制。圖12為繞制過程中的FOC實物圖。
圖12 繞制過程中的光纖環
5 結 論
本文針對FOC對稱四級結構中由于跨層換纖引起的應力扭曲、光纖剝絲等繞制缺陷問題,研究了邊緣非對稱四級FOC自動繞制方法。首先構建FOC三維有限元模型,分析了多種溫度加載模式下的邊緣非對稱四級結構和對稱四級結構FOC的熱致非互易性誤差抑制效果,結果表明,除軸向單側加載模式下邊緣非對稱四級結構存在較大的SHUP誤差外,其他模式下兩種結構之間的SHUP效應偏差較小。然后在原有對稱四級繞制系統基礎上開發了邊緣非對稱四級FOC自動繞纖控制技術,可以實現邊緣自動判斷和光纖匝補償控制。最后實驗表明,利用本文所述方法自動繞制的光纖環結構穩定、排纖均勻。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50