無儲料倉式恒流量控制系統的設計與實現
2020-09-24 06:19:40霍開玲王培星
設備管理與維修 2020年15期
關鍵詞:皮帶機
王 斌,霍開玲,王培星,張 明
(1.陜西中煙工業有限責任公司澄城卷煙廠,陜西渭南 714000;2.九江七所精密機電科技有限公司,江西九江 332000)
0 引言
流量控制是煙草制絲生產過程中最重要的控制參數之一。現有煙草制絲線上的流量控制單元一直采用喂料機、計量管及電子皮帶秤組成。由于喂料機設備對成品煙絲的造碎很大,不適用于成品煙絲工位,長期以來成品煙絲流量控制一直制約著卷煙工藝發展。為此,澄城卷煙廠與九江七所精密機電科技有限公司聯合技術攻關,針對葉絲主秤工位,采用最小的改造投資,開發了一種無儲料倉的恒流量控制系統,以滿足《煙草工藝規范》(2016 年)對葉絲主秤工位流量控制的要求。
1 技術方案
1.1 原因分析
從現有制絲工藝看,烘絲前工位均采用了喂料機、計量管和電子皮帶秤組成的定量喂料系統,投料流量恒定。烘絲后,煙絲水份波動也很小。因此,理論上葉絲主秤的流量也相對穩定,但由于烘絲設備出料波動較大,導致葉絲主秤流量曲線波動較大。摻配秤根據葉絲主秤流量實時摻兌,進而導致加香工位流量曲線波動更大。
1.2 總體設計思路
首先,根據前級喂料設備流量和水分損耗折算出當前工位電子皮帶秤的設定流量。其次,對前級皮帶機變頻調速,通過改變皮帶機帶速來改變皮帶機上料層厚度,使皮帶機具有一定的儲料能力。最后,采用自適應算法調整設定流量,確保整個生產過程中不發生堵料現象。
1.3 皮帶機存料能力核算
為確保每批生產過程中,通過皮帶機變頻方式能確保物料在皮帶機上暫存,必須根據現有皮帶機的結構尺寸進行核算:先從歷史生產數據中找一批流量波動較大的物料曲線Q,再核算出流量均值M,最后計算前級皮帶機存料量S(S=∫(Q-M)dt)。曲線如圖1、圖2 所示。
由圖2 可以看出,前級皮帶機的存料量需大于70 kg才能實現流量恒定控制。
前級皮帶機通過變頻調速后,皮帶機料層厚度與皮帶機頻率成反比。當頻率降低一倍時,料層厚度增加一倍。假設皮帶機變頻范圍20~50 Hz,料層厚度為64~160 mm。再根據皮帶機長度15 m,料層寬度800 mm,煙絲密度按100 kg/m3,可以計算出皮帶機儲料能力可達120 kg,大于恒流控制所需的70 kg 存料量,滿足設計需要。
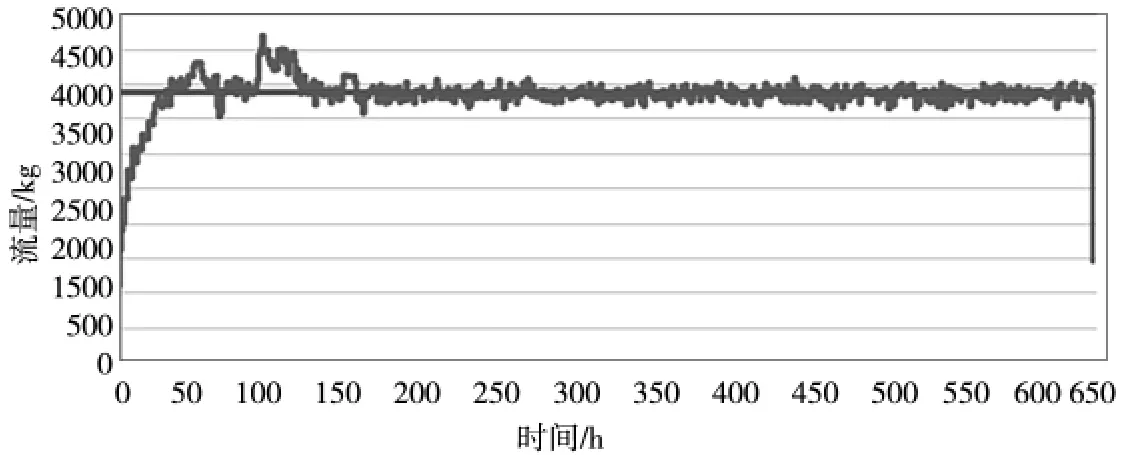
圖1 葉絲主秤實時流量
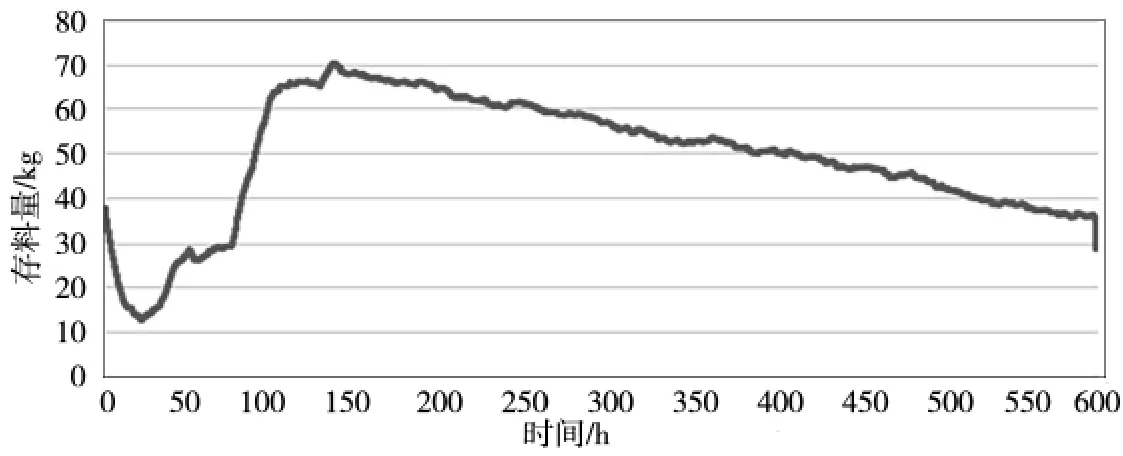
圖2 前級皮帶機實時存料量計算
1.4 增加計量管實現料層高度控制
在前級皮帶機出口增加了一個帶測量光幕的計量管。通過PID 調節前級皮帶機進料速度,使煙絲在計量管內高度基本一致,煙絲流出計量管后,保證在電子皮帶秤上煙絲料層厚度和密度波動較小,進而實現物料重量波動小,提高電子皮帶秤流量的控制精度。
1.5 軟件算法流程(圖3)
2 實施方案
根據上述技術方案,針對現有葉絲主秤工位設備情況,實施方案如下:
(1)抬高進料皮帶輸送機,皮帶輸送機角度由8.5°改為13.5°。并在皮帶機出口增加一套帶光幕計量管(含皮帶機連接斜斗),計量管截面尺寸600×250 mm。
(2)更換電子皮帶秤鏈輪鏈條,調整額定帶速,并修改控制軟件,將電子皮帶秤類型由計量型改為控制型。
(3)對葉絲主秤進料皮帶輸送機進行變頻改造,在葉絲主秤控制柜內增加變頻器、模擬量模塊及相應低壓控制器件,變頻器由該控制柜內PLC 直接控制。
(4)修改線控控制程序及電子皮帶秤控制程序,實現該工位的恒流量控制。
3 結束語
本次改造后,葉絲主秤流量控制十分平穩,CPK(Complex Process Capability,制程能力)值可達到2.0,變異系數達到0.15%,完全滿足卷煙工藝規范要求。因此,采用前級皮帶機變頻控制方式,在儲料量要求不高場合替代現有喂料機儲料倉,實現流量控制單元完全可行,可在現有卷煙制絲線摻配主秤、混絲加香秤等成品煙絲工位推廣應用。
猜你喜歡
機械管理開發(2022年1期)2022-03-24 06:46:28
防爆電機(2021年6期)2022-01-17 02:40:28
裝備制造技術(2020年9期)2021-01-26 00:15:12
山東煤炭科技(2020年8期)2020-09-02 04:03:36
機械管理開發(2020年12期)2020-04-12 15:12:48
河南建材(2017年4期)2017-08-16 02:53:20
山東工業技術(2015年5期)2015-07-26 07:20:21
同煤科技(2015年2期)2015-02-28 16:59:14
河南科技(2014年23期)2014-02-27 14:18:55
河南科技(2014年6期)2014-02-27 14:06:33