汽車起重機吊臂成型控制的工藝淺析
2020-09-26 11:53:22柴書杰趙河林李峰
專用汽車 2020年9期
柴書杰 趙河林 李峰
河南森源重工有限公司 河南許昌 461000
1 前言
某12 t汽車起重機吊臂為八邊形截面的薄壁箱型梁結構(如圖1),材料選用低合金高強鋼BS700MCK2,臂體總長約為9 m,通過折彎成型的上下彎板拼接而成。為滿足吊臂工作時局部承載需求,下彎板壁厚比上彎板厚1 mm。為保證吊臂裝配質量穩定和伸縮性能順暢,要求保證吊臂截面尺寸偏差±2 mm、彎角度偏差±0.5°、平面度≤4 mm、上下方向直線度≤4 mm、左右方向直線度≤4 mm,、整體扭曲量≤3 mm。然而,吊臂在制造過程中經常會出現截面尺寸和成型角度得不到保證、平面度和直線度達不到要求、旁彎、扭曲等質量問題,這些問題嚴重影響吊臂質量,給吊臂裝配和產品性能造成較大影響。為解決和減少此類問題,保證吊臂制造質量穩定,經過反復的工藝驗證,發現關鍵點為在吊臂制造過程(下料、刨邊、折彎、定位焊、焊接過程)中控制吊臂筒體的成型質量。
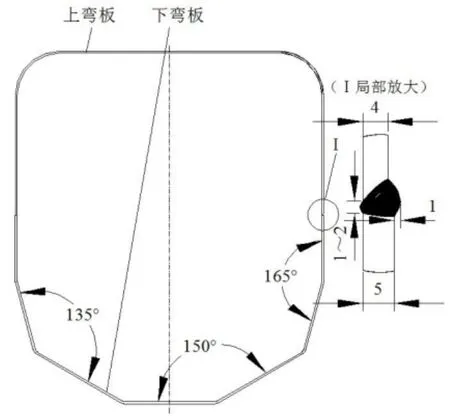
圖1 吊臂截面形式
下面根據工藝技術、工藝裝備水平和實際生產情況,對以下關鍵工序質量控制點制定控制措施。
2 下料
吊臂彎板下料采用精細等離子切割,精細等離子切割與氧乙炔焰切割相比,等離子弧具有能量集中,切割變形小等優點[1]。在等離子切割過程中,沿切割面形成類似于熔化焊接過程的熱影響區,熱影響區內的金屬發生組織變化,同時由于切割面的金屬因快速受熱和冷卻產生迅速擴張和收縮形成內部拉應力。
汽車起重機吊臂彎板下料展開長寬比為9:1,精細等離子切割下料后,由于等離子切割面產生的內應力和板材自身應力釋放不均勻,造成較大的切割下料縱向旁彎。經過驗證,采用預留工藝拉筋措施可以減少縱向旁彎量,縱向旁彎量一般控制在2~3 mm。考慮到矯平后零件材料內應力進一步釋放造成的旁彎,將吊臂彎板實際展開寬度尺寸比理論尺寸大8 mm,保證縱向單邊有4 mm刨邊余量,在保證后續刨邊工序正常進行下,減少刨邊量。
3 矯平
由于板材在軋制過程中存在不均勻的內應力會造成一定折彎角度和直線度誤差,導致箱型吊臂扭曲和旁彎。因此對于4 mm和5 mm的薄壁大幅面低合金高強度板來說,矯平的主要目的不在于“平”,而是在于通過矯平機輥軸的反復輥壓使板材不斷發生微量塑性變形,盡量釋放和消除板材殘余內應力,保證后續折彎尺寸一致、質量穩定。因此使用矯平機矯平吊臂彎板展開零件時,應調小輥軸間隙,以4 mm厚工件為例,設置矯平機上下輥進口尺寸-4 mm,出口尺寸4 mm。同時反復輥壓2~3次來充分釋放其殘余內應力。
4 刨邊
通過驗證,吊臂彎板展開料經矯平后仍有3~4 mm的旁彎量,刨邊時應根據工件實際變形情況,確定刨邊工藝,對稱刨削至理論展開尺寸,保證寬度尺寸偏差±0.5 mm,橫向對稱度2 mm,刨邊直線度≤1 mm,為下一步折彎尺寸精度提供保障。
5 折彎
起重機吊臂彎板采用自由折彎,關鍵在于總長方向上折彎角度、截面尺寸及直線度的精度和一致性的控制及保證,其直接影響下一步箱型吊臂組對、焊接尺寸和行位公差精度。通過實際生產情況,主要從以下幾點控制折彎過程,獲得合格的折彎工件。
5.1 設備準備
起重機吊臂彎板折彎采用某公司1000 t數控折彎機,最大折彎長度12 m,折彎機的上折刀和下刀槽采用分段式。為保證折彎后工件的直線度,避免出現死彎、波浪變形等缺陷,轉彎時,要選用合適的上折刀圓弧和下刀槽寬度,上折刀和下刀槽安裝時保證其整體直線度≤1 mm。同時,清理干凈上折刀和下刀槽上面的鐵屑等雜物,避免影響折彎精度及對刀具、下刀槽及母材表面造成劃傷。
5.2 折彎控制
彎曲變形過程中,材料本身除塑性變形外,必然同時伴有彈性變形的過程,當彎曲后去掉外力時,彈性變形部分將立刻回復,使彎曲件的彎曲角和彎曲半徑發生變改變,而不再和模具形狀一致,產生回彈[2]。影響回彈的因素很多,而且各因素又互相牽制,故難以進行精確的計算。一般來說材料屈服強度越高,材料板厚越大,回彈越大,對于BS700MCK2材料而言,回彈現象更為明顯。因此在折彎過程中,需要采用“過量彎曲”來修正回彈。 在折彎過程中,反復采用樣板進行檢測,進而調整修正直到折彎角度符合要求。經過驗證,BS700MCK2材質的吊臂彎板折彎校正值在-8°~-10°,在實際生產中,即使預設彎校正值,臂體折彎時仍很難做到一次合格,需要進行微調,重復折彎至合格尺寸。
由于折彎機結構和工作特點,折彎機在工作時,兩端油缸帶動滑塊上下運動并提供彎曲力。滑塊和工作臺產生撓曲變形,使工件沿長度方向上受力不均勻,兩端受力大,中間受力小,導致工件折彎后中間角度大于兩端角度,中間開口尺寸大于兩端開口尺寸,出現“桶狀變形”。為解決這一問題,在折彎過程中,通過調節分布于工作臺下面的一組斜楔使工作臺中間上凸,補償撓曲變形;也可以采用在工件中部折彎刀與工件之間墊薄銅片的方式,通過調整銅片的厚度,補償撓曲變形。通過以上兩種方法單獨或配合使用,補償滑塊與工作臺的撓曲變形,減少“桶裝變形量”,保證折彎縱向角度及開口尺寸一致性,保證折彎直邊直線度。
此外,由于吊臂彎板板料本身厚度、強度存在不一致,殘余內應力分布不均勻等因素,使得在同一參數情況下折彎會出現局部角度不一致的情況,且此偏差很難通過調整設備和折彎參數進行消除。在實際生產過程中,一般通過錘擊矯正方式進行矯正,通過錘擊折彎圓弧內、外面,使折彎角度有輕微的變小或變大,達到局部折彎角度矯正的目的。
在實際生產中,為保證后續多邊形吊臂筒體組焊尺寸,防止焊后“內凹”變形引起的側面平面度變形超差(見圖2);同時,在焊后拋丸除銹過程中,丸粒對臂體外表面的擊打會在臂體表面產生輕微密集的凹坑,形成表面壓應力,對臂體有一定的應力釋放效果,尤其是折彎處和縱向拼接焊縫處,由于一定的應力釋放,使各折彎處折彎角角度產生輕微回彈,反應臂體側面表現為臂體側面出現外鼓趨勢。綜合以上因素,通過多次驗證,確定吊臂彎板開口尺寸比理論尺寸大2~4 mm,以獲得最終符合尺寸和形位公差要求的臂體。
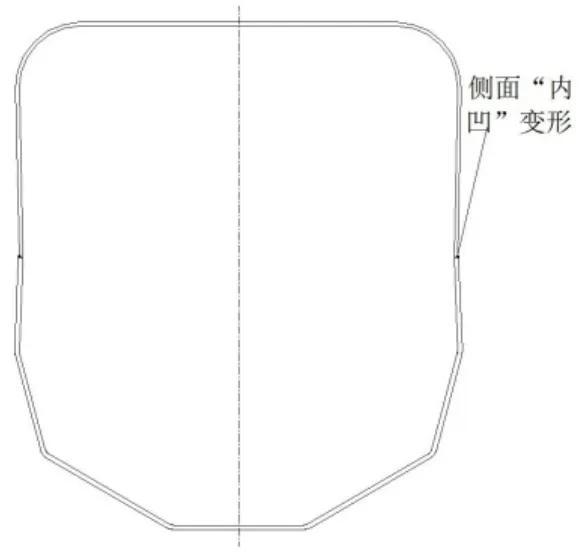
圖2 焊后側面“內凹”變形
6 焊接
6.1 定位焊
吊臂定位焊是吊臂焊接的第一道工序,定位焊精度的直接影響吊臂最終焊接成型質量。吊臂定位焊控制主要有以下幾點要求。
6.1.1 定位焊工裝胎具準備
由于吊臂構件尺寸大,為保證吊臂定位焊尺寸精度和提高定位焊效率,吊臂定位焊須采用工裝胎具。吊臂定位焊工裝胎具應具有定位裝置和上、下彎板組對壓緊裝置,見圖3;定位焊工裝胎具工作臺面應保證平整且干凈無異物,工作臺面通過整體銑面加工至平面度1 mm;一側定位靠山與工作臺面組裝后,應保證整體平面度平面度1 mm,靠山定位面與工作臺面垂直度1 mm。

圖3 吊臂定位焊工裝胎具
6.1.2 定位焊關鍵控制要求
a.定位焊時,首先要在平臺上放置一側彎板,一般為減少折彎偏差對整體組對造成的尺寸偏差影響,及方便整體組對后在工裝上檢驗測量,應將折彎邊多的一側彎板置下,一般為下彎板。通過調整,使下彎板一側與定位靠山緊貼,另一側采用頂緊裝置頂緊。保證彎板開口端面縱向各點距工裝胎具工作臺面高度一致,誤差≤1mm;彎板兩側面與工作臺面垂直度1mm,開口尺寸符合設計要求;
b.將上彎板與下彎板組對,通過調整墊片和壓緊裝置調整,保證上、下彎板組對間隙1~2 mm,上下彎板側面對齊,錯邊量≤0.5 mm;
c.由于吊臂壁板較薄,上、下彎板對接焊縫要求單面焊雙面成型,正面焊縫余高≤1 mm,上、下彎板縱縫焊時一般采用單層單道焊。為保證定位焊縫背透,縱縫焊接時焊縫余高差一致,減少縱縫焊前對定位焊縫的修整,同時防止縱縫焊接時出現定位焊開焊和對接位置變形錯邊,定位焊采用手工鎢極氬弧焊。定位焊長度控制在40~60 mm,高度控制在2~3 mm,間距控制在250~300 mm;
d.定位焊不得有氣孔、弧坑裂紋、嚴重咬邊等缺陷;
e.定位焊完畢后,在吊臂筒體兩端點固焊工藝拉筋,以減少和控制焊接變形。
6.2 縱縫焊
縱縫焊是吊臂筒體質量保證的關鍵過程,焊縫質量的控制,臂筒尺寸及形位公差的保證直接影響吊臂的安裝、伸縮和承載能力。這些關鍵質量控制點一方面是通過定位焊過程控制,另一方面是通過焊接技術和工藝規范保證。
八邊形箱型梁構件尺寸大,焊縫長,焊接熔敷必然造成較大的焊接變形,因此必須采取有效措施進行控制和預防。箱型梁焊接構件主要的變形是橫向收縮變形,從焊接變形理論可知,影響焊接變形大小的因素主要有:焊縫尺寸越大,熔敷金屬越多,變形越大;焊縫尺寸相同時,焊縫熱輸入越大,造成的變形越大。
根據以上分析,在保證焊縫質量的前提下,控制和減少焊接變形的主要措施是設計合理的坡口形式和尺寸,制定最佳的焊接規范。為有效控制臂筒縱縫焊接過程,保證臂筒質量,應做到以下幾點。
6.2.1 焊接方法選擇
通過分析,確定吊臂筒體對接縱縫焊采用單層單道脈沖熔化極富氬混合氣體保護焊,短路過渡,具有良好的電弧穩定性、潤濕性和焊縫成型[3]。
6.2.2 焊前準備
a.焊接裝備。吊臂筒體對接縱縫焊采用龍門軌道式縱縫自動焊專機,焊接電源采用某品牌脈沖MAG/MIG數字焊機,提高焊接效率和表面質量;
b.表面清理。焊前應將焊縫表面的油污、銹蝕、氧化皮、灰塵等雜質清理干凈,防止在焊接過程中產生氣孔、夾雜等缺陷;
c.坡口設計。坡口形式對控制焊縫內部質量和焊接結構制造質量有直接影響。坡口設計必須考慮母材的融合比、焊接位置和綜合經濟效益等因素,根據圖1,最終確定吊臂筒體對接焊縫坡口的形式,如圖4所示;
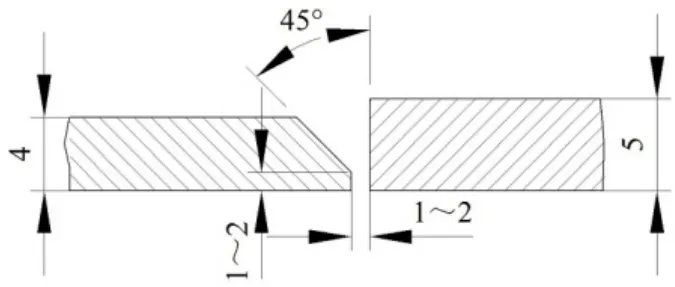
圖4 吊臂筒體對接焊縫坡口形式
d.焊絲的選擇。焊絲的選擇包括焊絲尺寸和焊絲成分的選擇。根據“等強匹配”原則,60 kg級以上鋼材選用高強度焊絲匹配(ER69-G),直徑φ1.2;
e.保護氣體的選擇。保護氣體的選擇要考慮母材金屬的種類和熔滴過渡類型。為獲得理想的電弧特性和焊道幾何形狀,同時減少合金元素的燒損,保護氣體選用Ar+(15~20)%CO2。
6.2.3 焊接參數設定
焊接參數包括焊接電流、電弧電壓、保護氣體流量、焊接速度、焊絲伸出長度等。
a.焊接電流的選擇。焊接電流是重要的焊接參數,是決定焊縫熔深的主要因素。焊接電流越大,焊絲熔敷效率越高,熱輸入越大,相應的焊接飛濺率、焊接熱變形和合金元素燒損率也越大。為獲得小飛濺率的短路過渡,減少焊接熱變形和降低合金元素燒損,低合金高強鋼焊接應選用小電流;
b.電弧電壓的選擇。電弧電壓提供焊接能量。電弧電壓越高,焊接能量越大,焊絲熔化速度就越快。因此焊接電流必須與電弧定壓相匹配才能獲得穩定的焊接電弧。焊接電流和電弧電壓可用關系式U=[0.04I+(16±2)]V協調匹配。同時由于焊槍電纜造成的電壓損失,實際電弧電壓=焊機輸出電壓-電壓耗損,即在焊機上設置的實際電弧電壓=電弧電壓+電壓耗損。一般10 m長電纜,200 A電流焊接時電壓耗損約為1.5 V;
c.保護氣流量的選擇。氣體保護焊時,保護效果不好將產生氣孔,甚至使焊縫成形破壞。保護氣流量過小,保護氣噴射形成的氣柱“挺度”不夠,保護不好;保護氣流量過大,氣柱產生紊流,會使空氣卷入,產生氣孔。因此,保護氣流量應根據焊接電流大小進行設定,一般200 A左右電流的薄板焊接時,氣體流量為15~20 L/min;
d.焊接速度的選擇。其他條件不變時,中等焊接速度的熔深最大,焊接速度過低時,單位長度焊縫上的熔敷金屬量增加,焊接電弧將沖擊熔池,而不是母材,這樣會降低有效熔深,焊道也將加寬;焊接速度過高時,在單位長度焊縫上向母材過渡的熱能減少,產生咬邊和駝峰焊道。一般200 A左右電流的薄板焊接時,縱縫自動焊焊接速度為44~48 cm/min;
e.焊絲干伸長的選擇。焊絲干伸長是指導電嘴端頭到焊絲端頭之間的距離,隨著焊絲伸出長度的增加,焊絲的電阻也增大。保持焊絲干伸長度不變,是保證焊接過程穩定性的重要因素之一。干伸長過長時,氣體保護效果不好,易產生氣孔,引弧性能差,電弧不穩,飛濺加大,熔深變淺,成形變壞;干伸長過短時,看不清電弧,噴嘴易被飛濺物堵塞,飛濺大,熔深變深,焊絲易與導電咀粘連。短路過渡時,合適的干伸長長度約為12~15 mm,且隨電流增大應適當增加。

表1 吊臂臂筒縱縫焊焊接參數
綜上所述,通過多次驗證,制定如表1所示的吊臂臂筒縱縫焊焊接參數。
7 結語
經過多次試制驗證發現,按照上述所采用的工藝方法和控制措施,汽車起重機吊臂加工成型截面尺寸、折彎角度、表面平面度、整體直線度及扭曲量等關鍵質量項目均可有效控制在圖紙設計合格范圍內,解決了吊臂在制造過程中的焊接變形問題和焊縫質量問題,滿足了批量生產的要求,有力地提升了產品的市場競爭力。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
