汽車模具鑄件生產車間澆注除塵工藝的選擇
2020-10-01 03:01:46孫明杰董文波張偉鵬
中國鑄造裝備與技術 2020年5期
關鍵詞:工藝
孫明杰,董文波,張偉鵬
(中機第一設計研究院有限公司,安徽合肥 230601)
汽車覆蓋件模具鑄件形狀各異、結構復雜及質量要求高,且屬于單件生產模式。所以汽車模具鑄件的生產采用實型鑄造工藝。國家對污染物排放標準日趨加嚴,以及鑄造需適應綠色鑄造可持續發展的行業政策,都需要鑄造企業重視先進節能環保技術、工藝和裝備的應用。汽車模具鑄件的澆注過程主要產生EPS 泡沫高溫分解產生的有機氣體煙塵,以及樹脂砂高溫產生的有機廢氣。由于澆注過程時間短,煙塵瞬時集中排放,采用合適有效的煙塵收集裝置及處理工藝,才能起到實質性的效果,做到達標排放。
1 汽車模具鑄件的生產工藝
汽車覆蓋件模具鑄件特點是形狀各異、結構復雜、且無一相同。
實型鑄造是近凈成形工藝,是用泡沫塑料板(EPS)經數控加工制作成與鑄件結構、形狀完全相同的模樣,表面涂刷涂料烘干后,埋入樹脂砂型中,待砂型硬化后澆入金屬液,EPS 模樣受熱氣化,金屬液取而代之凝固成型的鑄造方法。
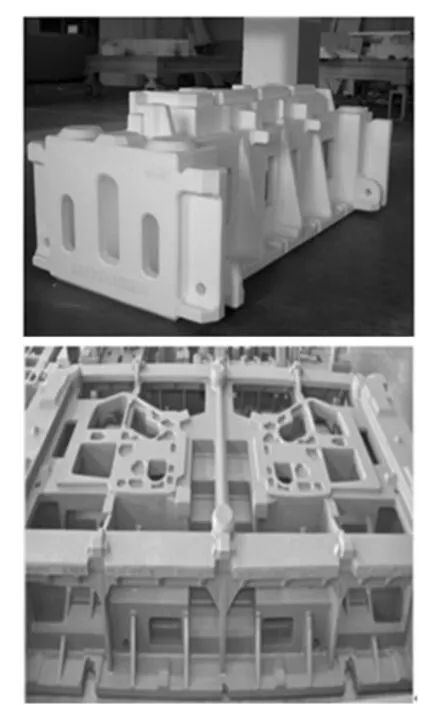
圖1 汽車覆蓋件模具EPS 模型
采用實型鑄造工藝,用EPS 制作模型,成型便捷,適應性極強,造型方便,省去了制芯、烘干、吊芯和卡芯等繁瑣的工序,大大縮短了生產周期,具有傳統砂型鑄造工藝不可比擬的優勢,由該工藝生產的鑄件無披縫且表面光潔。
由于采用的是EPS 模型和呋喃樹脂砂造型,澆注時EPS 泡沫模型高溫分解后產生苯乙烯、苯、甲苯等芳香烴類氣體,呋喃樹脂會釋放出含甲醛有機廢氣。澆注時模型瞬間汽化,煙氣大量排放且集中,所以對此過程產生的煙塵的收集和處理成為車間環境治理的關鍵。
2 環保形勢及鑄造發展趨勢
2.1 環保形勢
國家實施打贏藍天保衛戰三年作戰計劃,以京津冀及周邊、長三角、汾渭平原等重點區域為主戰場,調整優化產業結構、能源結構、運輸結構、用地結構,強化區域聯防聯控和重污染天氣應對,加強工業企業大氣污染綜合治理,全面整治“散亂污”企業及集群,分類實施關停取締、整合搬遷、整改提升等措施,強化工業企業無組織排放管理,推進揮發性有機物排放綜合整治,到2020 年,揮發性有機物排放總量比2015 年下降10%以上。
《鑄造工業大氣污染物排放標準》已進入最后審批階段,標準適用于《國家經濟行業分類》(GB/T 4754—2017)中C339 黑色金屬鑄造和C3392 有色金屬鑄造;標準除要求熔煉、造型、制芯、澆注、落砂、清理、砂處理、鑄件熱處理、涂裝等工序大氣污染物必須進行有組織排放并制定了非常嚴格的排放限值外,針對顆粒物和VOCs 的無組織排放,也提出了嚴格的控制措施及排放限值。
澆注過程的顆粒物和VOCs 有組織排放限值為20mg/m3、50mg/m3。
2.2 鑄造行業發展趨勢
“綠色鑄造”可持續發展理念得到強化。節能減排、職業健康安全等“綠色鑄造”理念在鑄造行業日益得到強化,鑄造企業三廢達標排放是基礎,鑄造企業廢(舊)砂再生循環利用比例逐年提高,我國鑄造行業已出現了一批綠色鑄造示范企業。所以汽車模具鑄件生產澆注過程的除塵工藝的選擇尤為重要。
3 煙塵收集治理工藝
汽車模具鑄件的生產工藝采用樹脂砂實型鑄造,鑄件重量每件在2~20t 不等,澆注后鑄件需靜置1~3h 后方可移動。澆注充型過程模型汽化瞬間產生大量煙氣,隨后靜置的1~3h 也產生少量煙氣。整個過程的煙氣收集及處理是工藝設計考慮的重點。汽車模具鑄件一般采用定點澆注工藝,比較成熟的收集方式有固定罩和移動罩兩種形式。
3.1 移動罩收集工藝
移動罩收集工藝是砂型制作完成后位置固定,移動吸塵罩的方式收集煙塵。如下圖所示,設計2~3 個吸塵罩,在擺放砂型位置兩側軌道上平移,順序澆注各砂型,除塵管道沿廠房柱邊敷設,并在每個工位設置管接口,達到收集煙塵的效果。
判斷矩陣的一致性檢驗,得到了矩陣偏離一致性指標,判斷矩陣的平均隨機一致性指標RI值。對于1~9的判斷矩陣,RI值分別為1.00,2.00。
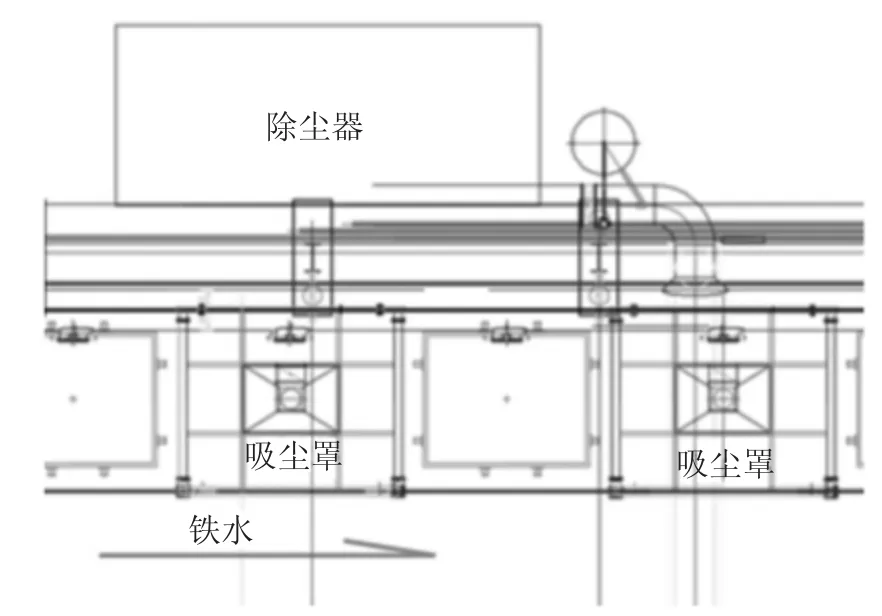
圖2 移動罩收集工藝布置圖
3.2 固定罩收集工藝
固定罩收集工藝是固定吸塵點的方式,砂型制作完成后放置在固定的吸塵罩內,完成澆注工序及前期凝固過程的煙塵收集。
針對不同產量的企業,設計2~3 個固定吸塵罩,滿足生產要求。考慮到每個固定吸塵罩的澆注過程和砂型澆注后前期凝固狀態,可采用氣動閥門進行吸塵點的切換和抽風量的控制。風量根據產品大小及罩子室體設計。方案及某現場固定罩見圖3。
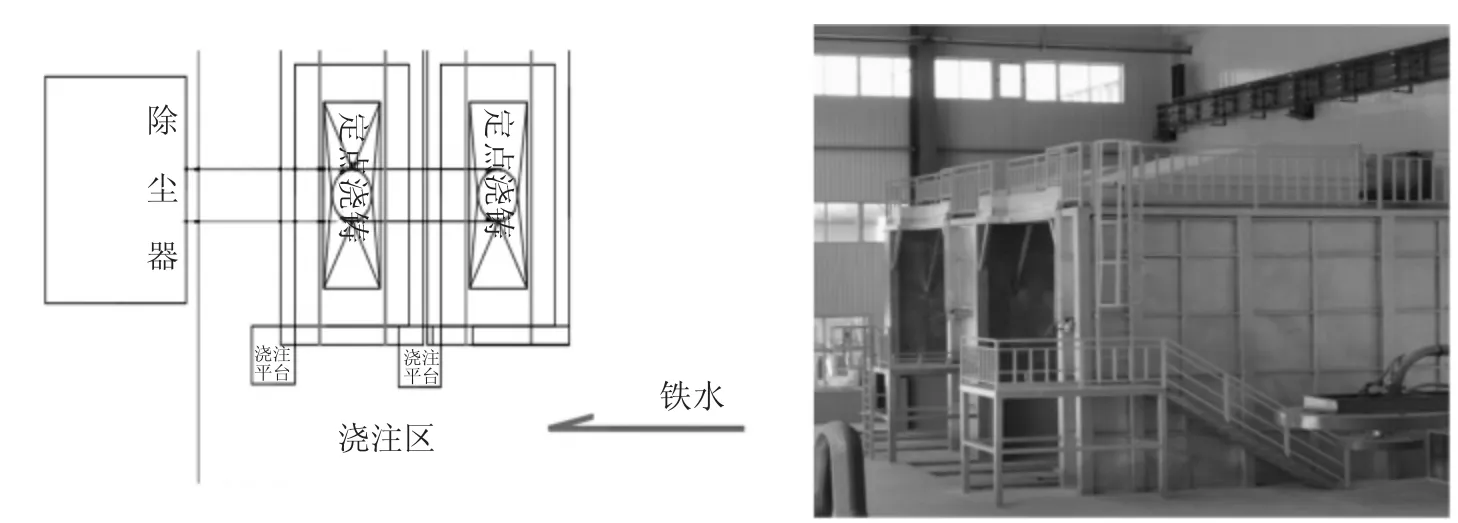
圖3 固定罩收集工藝布置圖
4 VOCs 治理工藝[2]
汽車模具鑄件的澆注過程煙塵的處理是布袋除塵+VOCs 的治理工藝。目前VOCs 治理工藝有以下幾種。
4.1 氧化法
氧化法分催化氧化法和熱氧化法兩種。氧化法的基本原理:VOCs 與O2發生氧化反應,生成CO2和H2O。
熱氧化法采用加熱使含有VOCs 的有機廢氣達到反應溫度;催化氧化法使用催化劑,如果溫度比較低,則氧化反應可在催化劑表面進行。
4.2 吸附法
吸附法主要適用于低濃度、高通量有機廢氣,且已經相當成熟,能量消耗比較小,但是處理效率卻非常高,而且可以徹底凈化有害有機廢氣。
但是這種方法需要的設備體積比較龐大,而且工藝流程比較復雜;當前,多使用活性炭采用吸附法處理有機廢氣,吸附性比較強。
4.3 生物降解法
生物法凈化VOCs 廢氣是近年發展起來的空氣污染控制技術,它比傳統工藝投資少,運行費用低,操作簡單,應用范圍廣,是最有望替代燃燒法和吸附凈化法的新技術。
4.4 變壓吸附分離與凈化技術
變壓吸附分離與凈化技術是利用氣體組分可吸附在固體材料上的特性,在有機廢氣與分離凈化裝置中,氣體的壓力會出現一定的變化,通過這種壓力變化來處理有機廢氣。
該技術開始在工業生產中應用,對于氣體分離有良好效果。該技術對于回收和處理有一定價值的氣體效果良好,能源消耗少、成本比較低、工序操作自動化及分離凈化后混合物純度比較高、環境污染小。
4.5 熱破壞法
熱破壞法是指直接和輔助燃燒有機氣體,也就是VOCs,或利用合適的催化劑加快VOCs 的化學反應,最終達到降低有機物濃度,使其不再具有危害性的一種處理方法,分直接燃燒和催化燃燒兩種。
此種方法對于濃度較低的有機廢氣處理效果比較好,因此,在處理低濃度廢氣中得到了廣泛應用。
4.6 UV 光解凈化法
UV 光解技術作為消除VOCs 和惡臭目前比較流行的技術,特別在處理低濃度VOCs 方面有很多的應用。
4.7 低溫等離子體技術
低溫等離子體降解污染物是利用高能電子、自由基等活性粒子和廢氣中的污染物作用,使污染物分子在極短的時間內發生分解,并發生后續的各種反應以達到降解污染物的目的。
低溫等離子體技術處理效果好,成本雖然偏高,但運行費用極低,無二次污染,運行穩定,操作管理簡便,瞬間就可以處理廢氣,效率高的同時,低溫等離子技術對環境的安全系數要求很高。
5 結語
(1)汽車模具鑄件生產澆注過程的煙塵收集主要是利用固定罩和移動罩吸塵的工藝。此兩種方式均被企業廣泛采用。
(2)汽車模具鑄件生產澆注過程的煙塵治理為布袋除塵和VOCs 治理結合的工藝。而VOCs 的治理采用一種或者兩種工藝相結合的方式處理,均可達標排放。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
