聚丙烯酸鈉粘結劑在鋁合金薄壁鑄件上的應用
2020-10-01 03:01:48薛永軍高永軍
中國鑄造裝備與技術 2020年5期
薛永軍,高永軍
(山西汾西重工有限責任公司,山西太原 030027)
1 背景
近年來,隨著國家對鑄造行業環保要求的不斷提高,一些對環境有污染,不能滿足環保要求的鑄造材料、鑄造工藝已經不能適應行業發展的需求。
鋁合金薄壁鑄件壁厚薄,但在薄壁部位存在一些大型的厚大的凸臺、孔座等結構,使鑄件凝固過程中各個部位的凝固時間、收縮阻力等有所不同,所以鑄件在凝固過程中收縮阻力要小,避免由于收縮阻力造成鑄件在凝固過程中產生較大的內應力甚至裂紋缺陷,這就要求芯砂有良好的退讓性。澆注完成后,為防止鑄件變形,在清理過程中要避免鑄件受力,這就要求芯砂有良好的潰散性。
對于上述芯砂的性能要求,前期使用的酚脲烷自硬樹脂砂能夠很好的滿足鋁合金薄壁鑄件的生產要求,而且砂芯的緊實度均勻,其缺點是制芯過程中會揮發出一定量的有刺鼻性氣味的氣體,在鑄件澆注完成后,樹脂受熱分解會產生大量有刺鼻性氣味的氣體,嚴重影響環境,而且對操作人員的健康不利。因此,需要尋找一種既能滿足環保要求,又能滿足鋁合金薄壁殼體鑄件生產要求的粘結劑來取代以前的酚尿烷樹脂粘結劑。
2 聚丙烯酸鈉樹脂的特點
聚丙烯酸鈉樹脂是一種無酚無醛的無毒液體,可以用作水處理劑和食品添加劑,具有氣硬冷芯盒的優點,使用此粘結劑制芯效率高、節約能源、工人勞動條件好,芯盒使用壽命長。聚丙烯酸鈉樹脂砂無毒無味,不污染環境,潰散性好,發氣量小,熱膨脹系數小。另外,聚丙烯酸鈉樹脂砂具有良好的退讓性和熱塑性,可以防止鑄造裂紋類缺陷的產生,提高鑄件質量。
3 聚丙烯酸鈉樹脂的硬化機理
聚丙烯酸鈉樹脂在使用過程中,要采用氫氧化鈣為固化劑,通過吹入CO2氣體進行固化。這種樹脂砂的固化分為兩個階段。
第一階段為聚丙烯酸鈉中的鈉離子Na+與CO2反應,生成碳酸鈉,氫氧化鈣與聚丙烯酸鈉中的羧酸根反應,生成的鈣鹽將高分子鏈鉸鏈在一起,使樹脂產生起模強度。
第二階段以物理脫水為主,砂芯脫模后,樹脂中的水分通過物理蒸發自然排除,使砂芯的強度繼續升高,達到最終強度。
4 聚丙烯酸鈉樹脂砂的混制
聚丙烯酸鈉樹脂砂混制用原砂為烘干的大林砂,粒度50/100 目,角形系數≤1.3,含泥量≤0.3。采用碗式混砂機進行混砂,每次混砂量50~100kg。硅砂、聚丙烯酸鈉樹脂、固化劑的比例見表1。

表1 芯砂配比 ωB/%
4.1 混制過程
首先將稱量好的砂子倒入混砂機,然后啟動混砂機,加入稱量好的固化劑,混制30~40s 后,加入稱量好的聚丙烯酸鈉樹脂,再混制30~40s 后出砂。
4.2 砂子可使用時間
混制好的芯砂要進行覆蓋,與空氣隔絕,避免與空氣中的CO2氣體發生反應而失效。保存好的芯砂的可使用時間可以達到24h 以上,大大高于酚脲烷樹脂砂的可使用時間。
4.3 砂芯的硬化
制好的砂芯需要吹CO2氣體進行硬化,吹氣孔的多少及吹氣時間依據芯子的高低和大小有所不同,就圓柱體砂芯而言,以罐裝CO2氣體為例,根據經驗總結,芯子大小與吹氣孔數量及吹氣時間的關系見表2。

表2 芯子大小與吹氣孔數量及吹氣時間的關系
一般情況下,直徑大、高度低的砂芯,吹氣孔數量取上限,吹氣時間取下限;而直徑小、高度高的砂芯,吹氣孔數量取下限,吹氣時間取上限。
4.4 鑄件尺寸及性能
聚丙烯酸鈉樹脂砂生產的薄壁鋁合金鑄件,鑄件尺寸穩定,開箱清理過程能夠順利取件,不會對鑄件尺寸產生影響,經過一段時間的應用,鑄件沒有出現由于樹脂砂退讓性等原因導致的裂紋、尺寸不穩定等問題。
5 聚丙烯酸鈉樹脂砂與酚脲烷樹脂砂的對比
聚丙烯酸鈉樹脂砂流動性較差,主要是由于加入了氫氧化鈣粉狀固化劑導致的;而酚脲烷樹脂砂為兩種液體與硅砂混合而成,沒有粉狀物的存在,芯砂的流動性與硅砂相似,流動性能良好。聚丙烯酸鈉樹脂砂的硬化依靠與CO2的化學反應來完成,因此,硬化過程可控,可使用時間長;而酚脲烷樹脂砂的硬化靠自身的化學反應完成,可使用時間只能靠樹脂中固化劑的加入比例微調,可使用時間短。聚丙烯酸鈉樹脂砂中不含酚類、醛類,無毒,無味,是一種環境友好型的粘結劑;而酚脲烷樹脂砂含有酚類、烷類等物質,特別是高溫后會產生大量的有毒有害氣體,不能滿足環保需求。現將兩種粘結劑的主要指標對比,如表3 所示。
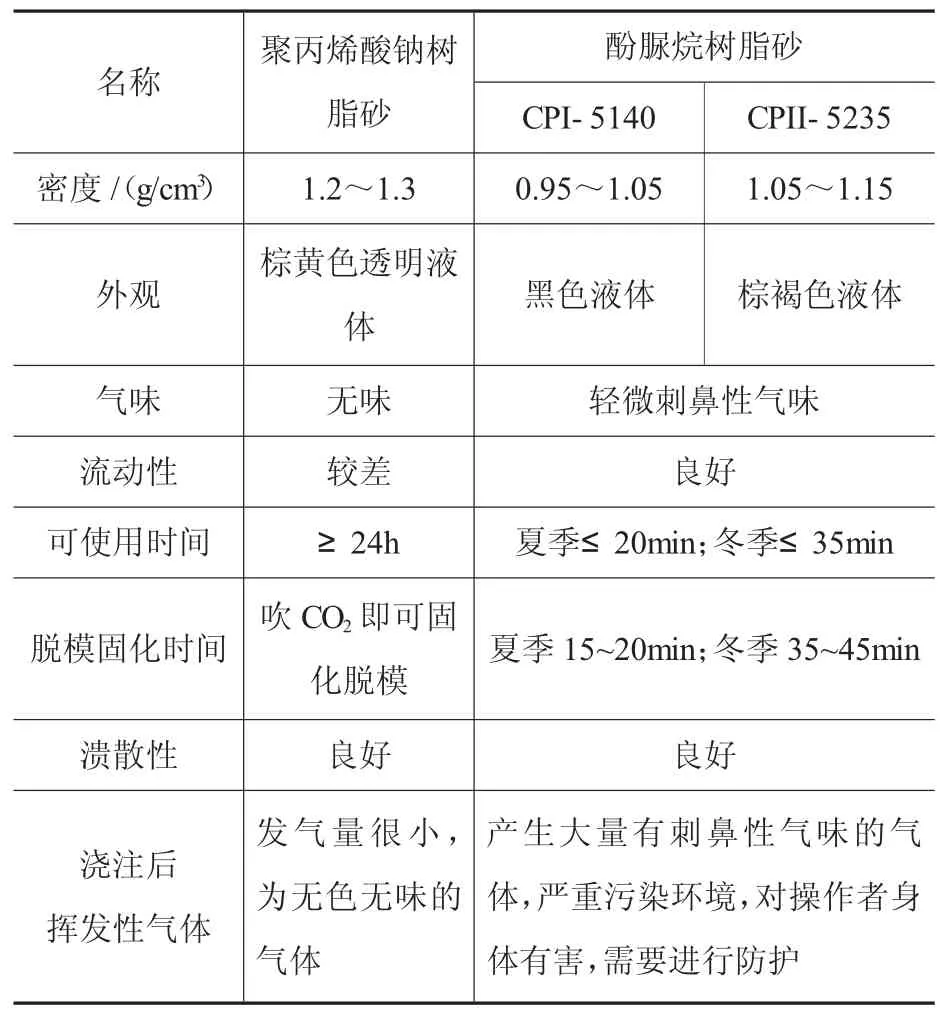
表3 主要指標對比
6 結論
(1)聚丙烯酸鈉樹脂砂的退讓性及潰散性能夠滿足鋁合金薄壁殼體鑄件的生產要求,鑄件尺寸穩定。
(2)聚丙烯酸鈉樹脂砂通過吹CO2氣體實現硬化,硬化速度快,可以提高生產效率。
(3)聚丙烯酸鈉樹脂砂無酚、無醛,且在澆注過程中沒有有害氣體的產生,符合目前環保生產的需要,具有廣闊的應用前景。
