PAUT在長輸天然氣管道環(huán)焊縫檢測中的應(yīng)用實踐
2020-10-09 02:01:18田紹偉劉春雨王大慶于洋馬飛龍
石油工業(yè)技術(shù)監(jiān)督 2020年6期
田紹偉,劉春雨,王大慶,于洋,馬飛龍
1.中國石油西氣東輸管道銷售公司 (福建 廈門 361004)
2.重慶科技學院 石油與天然氣工程學院 (重慶 401331)
3.廊坊中油朗威工程項目管理有限公司 (河北 廊坊 065000)
4.中國石油天然氣股份有限公司 天然氣銷售江蘇分公司 (江蘇 南京 210000)
0 引言
無損檢測技術(shù)在天然氣長輸管道環(huán)焊縫檢測中得到了廣泛應(yīng)用。常規(guī)射線檢測(RT)可以獲得缺欠的直觀圖像,定性準確,對長度、寬度尺寸的定量也比較準確,對體積型缺欠(氣孔、夾渣、咬邊、凹坑等)檢出率高;但對面積型缺欠(未熔合、裂紋等)容易漏檢,對缺欠在焊縫中厚度方向的位置、尺寸(高度)的確定比較困難。常規(guī)超聲波檢測(UT)對缺欠定位較準確,對面積型缺欠的檢出率較高,但缺欠的位置、取向和形狀對檢測結(jié)果有一定影響。相控陣超聲波檢測(PAUT)在UT的基礎(chǔ)上擁有多角度的超聲波,并具有多種顯示方式,可以準確確定缺欠的長度、深度和高度,對于未熔合方向性較強的面狀缺欠,多角度探頭的PAUT優(yōu)于RT、UT[1]。
在某天然氣長輸管道工程建設(shè)項目中,為保證焊縫質(zhì)量,對管道直管-熱煨彎管、連頭段、穿越段管道環(huán)焊縫同時實施了PAUT 和RT。在進行焊縫驗收時參照SY/T 4109—2013《石油天然氣鋼質(zhì)管道無損檢測》中常規(guī)超聲檢測的驗收評價標準和企業(yè)驗收標準執(zhí)行,結(jié)果發(fā)現(xiàn)PAUT 檢測的環(huán)焊縫出現(xiàn)了過量返修情況,分析其原因在于質(zhì)量分級對反射波幅超III區(qū)的缺欠僅考慮波幅,而沒有考慮缺欠長度和高度的因素[2]。為此,從耦合補償、缺欠的長度、高度測量等方面對PAUT 應(yīng)用提出改進措施,旨在更有效地利用此技術(shù)控制管道環(huán)焊縫的焊接質(zhì)量。
1 RT、PAUT檢測原理及其應(yīng)用
RT 是利用X 射線在介質(zhì)中傳播時的衰減特性,當將強度均勻的射線從被檢件的一面注入其中時,由于缺欠與被檢件基體材料對射線的衰減特性不同,透過被檢件后的射線強度將會不均勻,用膠片照相、熒光屏直接觀測等方法在其對面檢測透過被檢件后的射線強度,即可判斷被檢件表面或內(nèi)部是否存在缺欠[3]。
UT是聲源產(chǎn)生超聲波,采用一定的方式使超聲波進入被檢件,超聲波在被檢件中傳播與被檢件材料及其中的缺欠相互作用,使其傳播方向或特征被改變,改變后的超聲波通過檢測設(shè)備被接收,并可對其進行處理和分析,再根據(jù)接收的超聲波特征,評估被檢件本身及其內(nèi)部是否存在缺欠及缺欠特性[4]。PAUT 和UT 檢測原理相似,都是基于脈沖反射法的原理,但PAUT 同時擁有多角度的超聲波,就相當于擁有多種角度的探頭同時工作,超聲波聲束靈活可控,對被檢件能多角度、多方位掃查,從而可有效降低缺欠漏檢概率,提高檢測效率和檢測結(jié)果的可靠性[5]。
某標段Φ813 mm×14.3 mm 管道按焊接工藝規(guī)程共完成了焊口7 000道,遵循SY/T 4109—2013《石油天然氣鋼質(zhì)管道無損檢測》和企業(yè)標準的要求,對7 000 道焊口實施了RT 檢測,評定合格率為96%(返修280道);對3 200道焊口實施了PAUT檢測,評定合格率90%(返修320 道)。在兩種檢測方式下均被檢出不合格的焊口有65道,占不合格焊口總數(shù)的12%。PAUT檢測出的280道不合格焊口中,有35道焊口缺欠長度超過了標準規(guī)定,其余245 道焊口其缺欠的反射波幅超過判廢線位于III區(qū),但大多數(shù)缺欠的指示長度僅為4~10 mm,高度僅為1~3 mm。而根據(jù)SY/T 4109—2013 第6.9.3 條規(guī)定,最大反射波幅位于III 區(qū)的缺欠,無論指示長度和高度如何,均評為IV級[2]。
2 PAUT檢測改進方法及成效
結(jié)合某標段現(xiàn)場焊口返修實際情況,若僅考慮反射波幅的因素,SY/T 4109—2013 第6.9.3 條規(guī)定不適用于PAUT 質(zhì)量分級評定,應(yīng)考慮缺欠長度和高度的因素。為此從耦合補償、增加缺欠長度和高度評定焊縫缺欠等級提出改進措施,避免焊口過量返修。
2.1 調(diào)整耦合補償,降低最大反射波幅
根據(jù)SY/T 4109—2013《石油天然氣鋼質(zhì)管道無損檢測》第6.4.2 條“在試塊上調(diào)節(jié)儀器和在現(xiàn)場檢測對接接頭時,應(yīng)采用相同的耦合劑”[2]。實際檢測中,試塊上調(diào)節(jié)儀器使用機油,現(xiàn)場檢測使用水作為耦合劑。為此,需要耦合補償實測驗證是否需要在試塊與環(huán)焊縫之間的表面進行耦合補償。
經(jīng)耦合補償測試,在對比試塊上使用機油作為耦合劑檢測Φ2 mm×20 mm 長橫孔最大反射波幅為6.2 dB(圖1),相同條件下在對比試塊上使用水作為耦合劑檢測Φ2 mm×20 mm 長橫孔最大反射波幅為6.2 dB(圖2),在補償模擬試塊上使用水作為耦合劑檢測Φ2×20 mm長橫孔最大反射波幅為6 dB(圖3)。
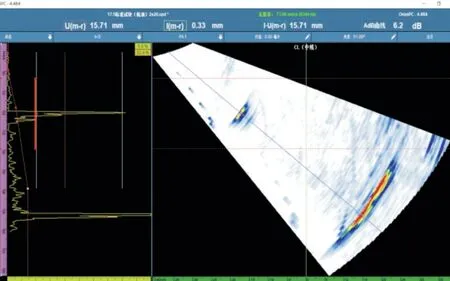
圖1 機油耦合標準試塊
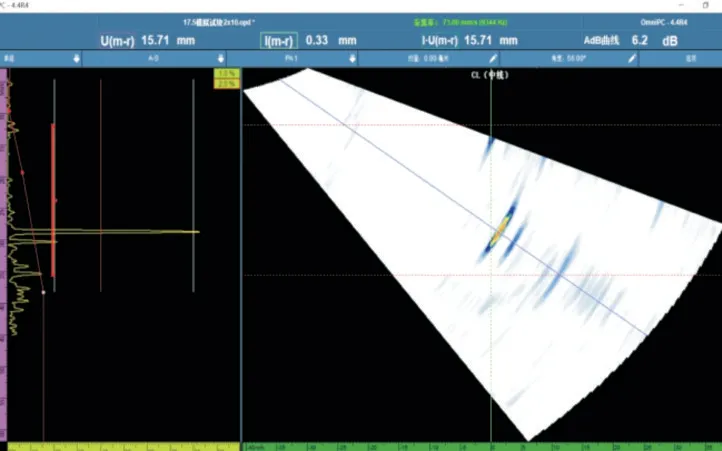
圖2 水耦合對比試塊
根據(jù)3 組測試的結(jié)果,最大反射波幅差為0.2 dB,根據(jù)GB/T 32563—2016《無損檢測超聲檢測相控陣超聲檢測方法》第10.4.7條“工件的表面耦合損失和材質(zhì)衰減應(yīng)與試塊相同,否則應(yīng)進行傳輸損失補償。在所采用的最大聲程內(nèi)最大傳輸損失差小于或等于2 dB 時可不進行補償”。因此,在現(xiàn)場檢測過程中不應(yīng)進行耦合補償[6]。
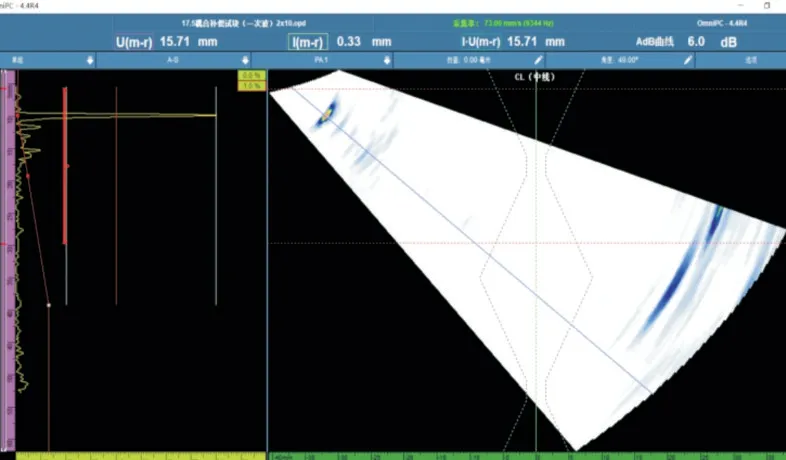
圖3 水耦合補償模擬試塊
2.2 補充PAUT驗收標準附加條款
該標段長輸天然氣管道在RT 檢測合格的情況下,按照GBT 32563—2016《無損檢測超聲檢測相控陣超聲檢測方法》進行檢測,依據(jù)SY/T 4109—2013《石油天然氣鋼質(zhì)管道無損檢測》進行驗收,對PAUT圖譜波幅超判廢線1~3 dB 的缺欠多為點狀缺欠,長度基本在10 mm 以內(nèi),最小甚至只有4 mm,經(jīng)現(xiàn)場對此類超標缺欠進行打磨返修其缺欠性質(zhì)判定為層間、坡口未熔合和點狀夾渣(圖4)(依據(jù)射線檢測評定標準對于夾層未熔合的缺欠,單個最長可達12.5 mm[2]),其危害性較小。
若采取返修,修復方法就是對返修部位進行熱處理,返修部位周圍的金屬組織發(fā)生變化,返修部位焊縫強度隨之下降,整個焊縫存在薄弱部位,風險變大。上述點狀缺欠由于體積較小,肉眼難以判斷,焊工對缺欠位置打磨時若未能發(fā)現(xiàn)缺欠,會進一步擴大打磨范圍,確保缺欠能夠除去,擴大打磨范圍的返修會進一步降低焊縫整體強度。

圖4 點狀缺欠
根據(jù)某標段項目檢測的經(jīng)驗總結(jié),在SY/T 4109—2013基礎(chǔ)上增加附加條款作為PAUT 驗收標準:若TOFD 不能夠測量缺欠高度,缺欠最大反射波幅超III 區(qū)時,按照標準9.3.2 條評為IV 級;若TOFD能夠測量缺欠高度,則無論最大反射波是否超III區(qū),根據(jù)B型顯示、S型顯示、A型顯示測量缺欠高度和長度,按照缺欠長度和高度質(zhì)量分級要求進行評定。
經(jīng)過調(diào)整,在檢測復評中,若執(zhí)行SY/T 4109—2013標準,將有5道焊口需要返修,而執(zhí)行新的規(guī)定僅有1道口需要返修(表1)。
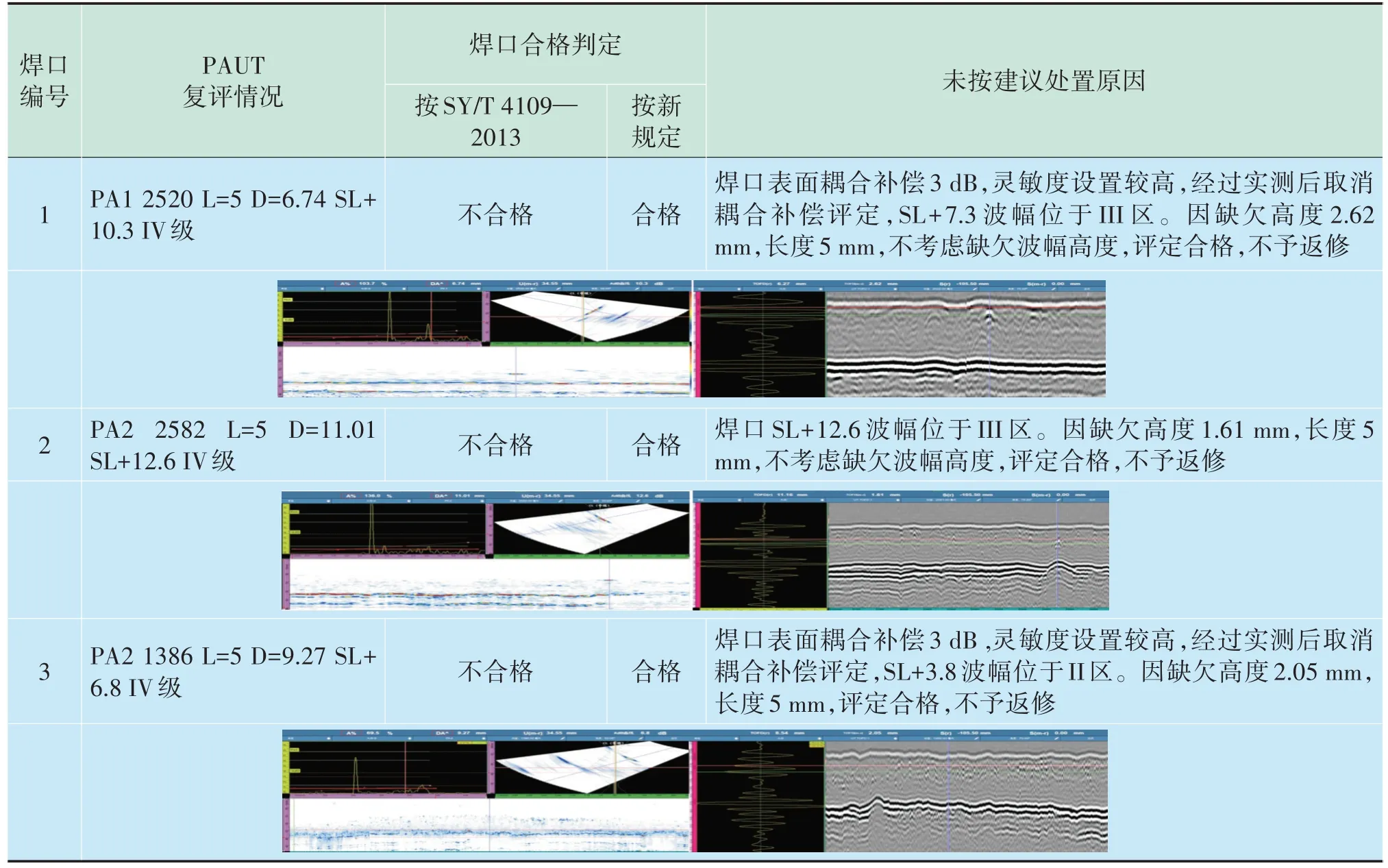
表1 PAUT復評焊口總數(shù)及存疑口統(tǒng)計
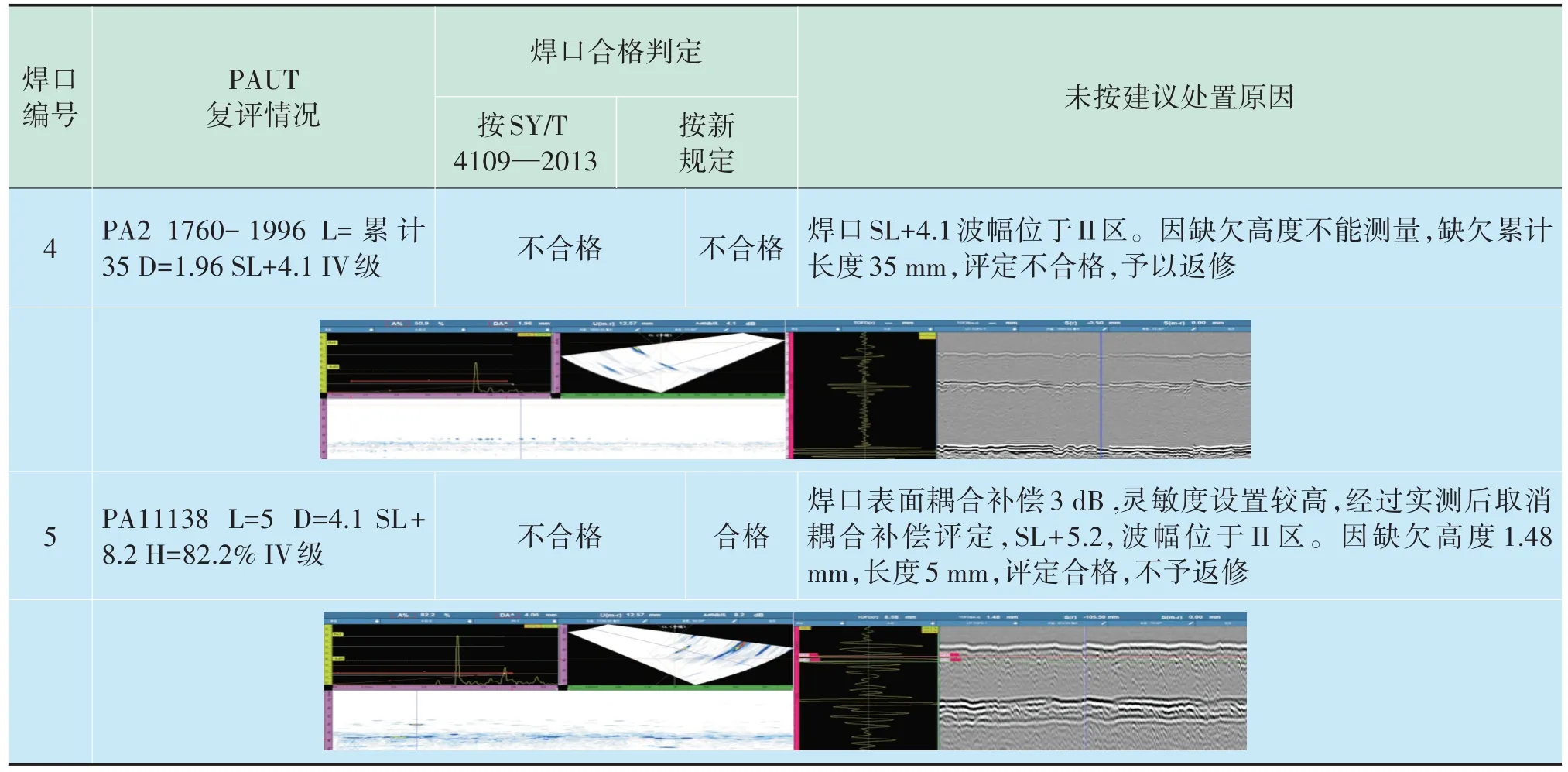
續(xù)表1 PAUT復評焊口總數(shù)及存疑口統(tǒng)計表
3 結(jié)論
在某標段管道工程項目環(huán)焊縫檢測中,對PAUT 檢測數(shù)據(jù)直接按照SY/T 4109—2013《石油天然氣鋼質(zhì)管道無損檢測》中常規(guī)超聲檢測驗收評定,出現(xiàn)了檢測合格率低、焊口過量返修的情況。通過實驗對比機油和水作為耦合劑,結(jié)合現(xiàn)場280道焊口返修缺欠情況,得出如下結(jié)論:
1)用油和水作為耦合劑,通過標準試塊、對比試塊、模擬試塊的耦合補償測試,最大反射波幅差為0.2 dB,說明現(xiàn)場用水作為耦合劑檢測時不應(yīng)進行耦合補償。
2)通過與RT 檢測結(jié)果比對以及現(xiàn)場返修時實際對照缺欠情況,PAUT 圖譜波幅超判廢線多為點狀缺欠危害性較小,若TOFD 不能測量缺欠高度,則按照SY/T 4109—2013標準9.3.2評定;若TOFD能夠測量缺欠高度,則無論最大反射波是否超III 區(qū),根據(jù)B、S、A 型顯示測量缺欠高度和長度,并按照缺欠長度和高度質(zhì)量分級要求進行評定。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
